一种一托二模式自动换盘五轴义齿雕铣机的制作方法
本发明涉及齿科自动化五轴切削,具体为一种一托二模式自动换盘五轴义齿雕铣机。
背景技术:
1、近些年,义齿的制作向个性化、美观、高效等要求发展。传统的烤瓷牙多采用手工制作,工艺繁琐,制作效率低,病人就诊次数多,返工率高,而牙科cad/cam数控加工技术的应用避免了义齿繁琐的制作过程,可一次加工成型,病人一次就诊即可。面向义齿加工的cam技术在口腔修复领域得到了迅速发展,新材料结合cam加工技术在中国日益得到关注。氧化锆陶瓷因具有可以代替钛等合金材料的卓越理化材料性能,优异的生物相容性,同时接近天然牙齿的自然色泽,在口腔修复领域的应用日益广泛。
2、氧化锆义齿切削运用了当今最先进的计算机辅助设计,再由计算机程序控制五轴切削研磨制作而成,保证了模内冠的精确性和优良的边缘密闭性,使做出来的瓷牙与患者口内基牙非常贴合,降低医生安装难度,氧化锆全瓷牙已成为目前国内国际最成功的产品。
3、最近几年来,随着人们对美的需求和想法的不断提高,彩色氧化锆陶瓷也随之出现,颜色可多选,渐变自然过渡,与自然牙齿的颈部到切端颜色递减的趋势相匹配,从美学角度来说更接近自然牙的视觉效果。在彩色氧化锆切削时,需要频繁的更换不同色号的氧化锆锆盘,需要24小时人工值守,增加人工成本和人为的失误率。
技术实现思路
1、针对上述不足,本发明的目的是提供一种一托二模式自动换盘五轴义齿雕铣机。
2、本发明提供了如下的技术方案:
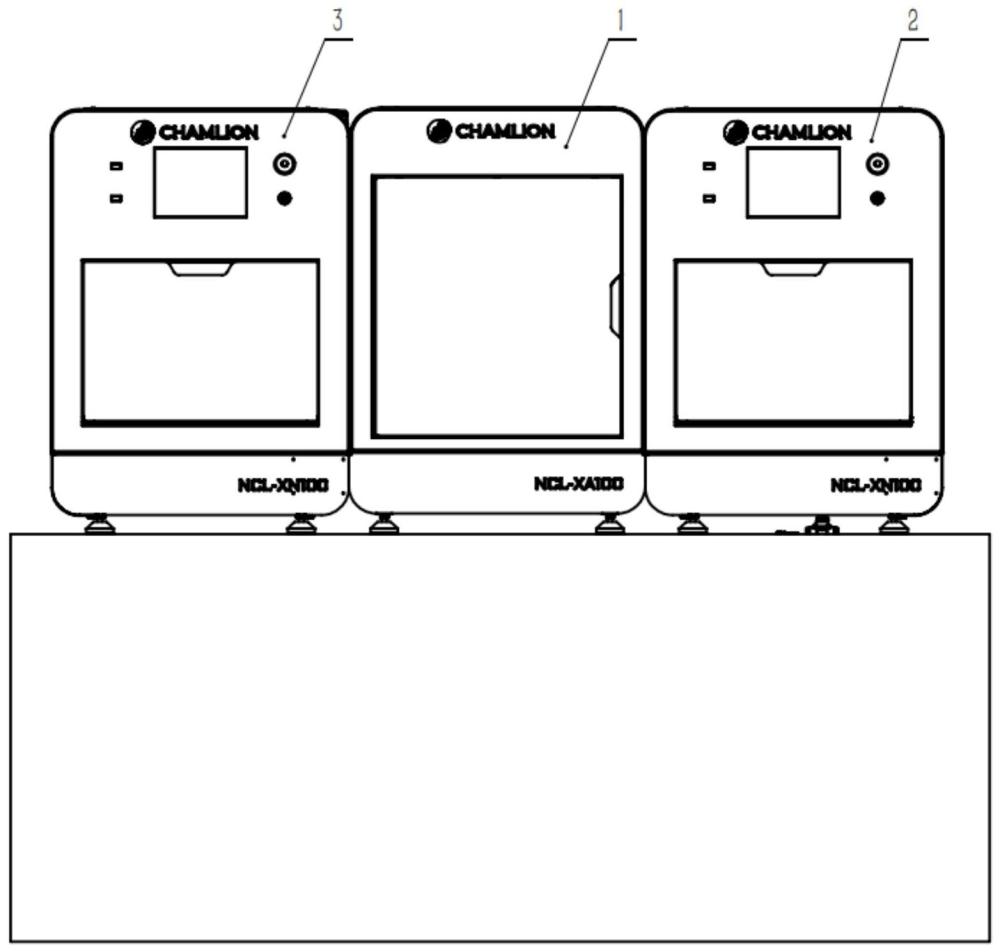
3、一种一托二模式自动换盘五轴义齿雕铣机,包括自动换盘机、五轴义齿雕铣机一以及五轴义齿雕铣机二,所述五轴义齿雕铣机一和所述五轴义齿雕铣机二以自动换盘机中心进行镜像设置,并且所述五轴义齿雕铣机一和所述五轴义齿雕铣机二可拆卸的安装于所述自动换盘机的两侧。
4、优选的,所述自动换盘机包括自动换盘y轴直线模组、自动换盘x轴直线模组、自动换盘摆臂、伸长气缸、自动换盘z轴直线模组、夹爪气缸以及盘库;所述自动换盘y轴直线模组设置在所述五轴义齿雕铣机一和所述五轴义齿雕铣机二之间,所述自动换盘x轴直线模组与所述自动换盘y轴直线模组垂直设置,并且设置在所述所述自动换盘y轴直线模组上,所述自动换盘z轴直线模组竖直设置在所述自动换盘y轴直线模组上,所述伸长气缸通过所述自动换盘摆臂连接于所述自动换盘z轴直线模组,所述盘库和所述夹爪气缸呈相对设置。
5、优选的,所述五轴义齿雕铣机一包括切削模块一、雕铣机x轴直线模组一、雕铣机y轴直线模组一、雕铣机z轴直线模组一以及雕铣机旋转组件一;所述雕铣机x轴直线模组一平行于所述自动换盘x轴直线模组设置,所述雕铣机y轴直线模组一垂直于所述雕铣机x轴直线模组一,并且所述雕铣机y轴直线模组一垂直于所述雕铣机x轴直线模组一,所述雕铣机z轴直线模组一竖直的设置在所述雕铣机y轴直线模组一上,所述切削模块一配置在所述雕铣机z轴直线模组一上,所述切削模块一的下方配置有所述雕铣机旋转组件一;
6、所述雕铣机旋转组件一包括a轴旋转组件一和b轴旋转组件一,所述b轴旋转一包括b轴电机一和b轴固定座一,所述的b轴电机一固定在b轴固定座一上,所述的b轴电机一通过连接臂一带动a轴旋转组件一做90°摆动;所述的a轴旋转组件一包括a轴电机一和料盘夹具一,所述a轴电机一带动料盘夹具一做360°旋转。
7、优选的,所述五轴义齿雕铣机二包括切削模块二、雕铣机x轴直线模组二、雕铣机y轴直线模组二、雕铣机z轴直线模组二以及雕铣机旋转组件二;所述雕铣机x轴直线模组二平行于所述自动换盘x轴直线模组设置,所述雕铣机y轴直线模组二垂直于所述雕铣机x轴直线模组二,并且所述雕铣机y轴直线模组二垂直于所述雕铣机x轴直线模组二,所述雕铣机z轴直线模组二竖直的设置在所述雕铣机y轴直线模组二上,所述切削模块二配置在所述雕铣机z轴直线模组二上,所述切削模块二的下方配置有所述雕铣机旋转组件二。
8、优选的,所述雕铣机旋转组件二包括a轴旋转组件二和b轴旋转组件二,所述b轴旋转二包括b轴电机二和b轴固定座二,所述的b轴电机二固定在b轴固定座二上,所述的b轴电机二通过连接臂二带动a轴旋转组件二做90°摆动;所述的a轴旋转组件二包括a轴电机二和料盘夹具二,所述a轴电机二带动料盘夹具二做360°旋转。
9、本发明的另一个发明点:一种一托二模式自动换盘五轴义齿雕铣机的工作方法,包括如下步骤:
10、s1:cam软件自动将待切削的义齿进行分类;
11、s2:cam软件里料盘的盘号与盘库里实际料盘号相对应,排好版后由cam软件导出对应的程序;
12、s3:cam软件导出的程序发送到自动换盘五轴义齿雕铣机的控制系统,控制系统按顺序依次调取程序;
13、s4:控制系统调取程序后,优先安排五轴义齿雕铣机工作,自动换盘机自动调取对应的料盘;
14、s5:自动换盘机将待切削料盘从盘库取出,送至五轴义齿雕铣机,待切料盘与五轴义齿雕铣机连接,完成装载料盘;
15、s6:五轴义齿雕铣机根据运行可以热误差补偿的切削程序,完成义齿的切削;
16、s7:自动换盘机将切削好的料盘从五轴义齿雕铣机上卸载,送回至盘库;
17、s8:料盘卸载完毕,反馈完成信号给控制系统,重复s4到s7,直至所有导入程序切削完毕;
18、在步骤s6中,五轴义齿雕铣机切削过程中误差补偿方法包括如下步骤:
19、s61.通过模糊聚类分析方法和灰色关联度方法分析出五轴义齿雕铣机中的最适发热点:通过模糊聚类分析方法对五轴义齿雕铣机上选取的若干个监测发热点进行划分,让具有相同类别的监测发热点划分在一起,再通过灰色关联度方法对不同类别的监测发热点进行判别,然后选取出轴义齿雕铣机中的最适发热点,将选取出的最适发热点应用在五轴义齿雕铣机的误差补偿模型中,不仅可以保证误差补偿模型的精确度,而且还可以降低误差补偿模型解析过程;
20、s62.粒子群算法-向量机算法模型的建立:将选取出的最适发热点当做自变量,发热误差当做因变量,利用粒子群算法改进向量机算法;
21、s63.热误差主动补偿系统的设计:利用粒子群算法-向量机算法模型、原点偏移补偿方法以及半闭环前馈控制系统设计了热误差主动补偿系统。
22、优选的,s61具体为:将a个监测发热点的热量数值qn(n=1,2,...a),对每个监测发热点进行a次监测获取到b组数值,则qnm(qn1,qn2...qnm),形成一个a行b列的热量数值矩阵:
23、其中,n=1,2,...a;m=1,2,...b;
24、对热量数值矩阵中第m列的压缩化处理得到:
25、其中,n=1,2,...a;m=1,2,...b;
26、式中:μm为第m列数据的方差,qnm(n=1,2,...a;m=1,2,...b)为第n个监测发热点的热量数值,第m次监测的数值形成的数值矩阵,q'nm为qnm标准化的值,并且q'nm∈[0,1];
27、将qnm(n=1,2,...a;m=1,2,...b)压缩话处理之后,通过确立qn(qn1,qn2,qn3...qnb)和qm(qm1,qm2,qm3...qmb)之间的相同类别值λnm=ψ(xm,xn)∈[0,1];
28、通过对模糊相似矩阵ψ=(λnm)ab进行运算,再进行模糊合成运算解析得到r;
29、为了达到动然划分的目的,r等于区间[0,1]中截取的水平值,若ψnm≥r,ψnm取值为1;若ψnm<r,ψnm取值为0;
30、定义r截矩阵ψr,也就是ψr={(u,v)∈u×v:ψ(u,v)≥r}r∈[0,1]
31、最后,根据求解出t(ψ)的截矩阵t(ψ)r将一系列相同的性质的监测发热点划分到一组,得到模糊等价矩阵;
32、再根据灰色关联度方法对各组的监测发热点进行分析:
33、
34、
35、其中,θ为分辨系数,θ∈[0,1];
36、根据上式计算出各组中监测发热点与热误差之间的关联度,关联度越大,说明五轴义齿雕铣机这点的温度对误差影响越大。
37、优选的,s62具体为:
38、选取各组中最适发热点的测试数据并将其标准化在[0,1]范围内;
39、
40、通过粒子群算法寻找支持向量机算法模型中最佳惩罚系数c以及核函数g;初始的学习因子参数e1=1.5,e2=1.7,惯性权重o=0.3-0.8;
41、粒子群算法具体为:
42、
43、其中,t为进化代数,o为惯性权重,pbm为粒子飞行过的最佳位置,gbm为该粒子在这个组中的最好位置,e1和e2为学习因子;
44、支持向量机算法函数为:
45、其中,ζ∈qnm为权重,b∈qnm为阈值,υ(q)为将qnm中的数值映射到高维空间的映射函数;
46、通过寻找ζ,b后,寻找最小置信范围,解析得到最佳支持向量机算法函数:
47、
48、优选的,s63具体为:打开五轴义齿雕铣机,机床中的数控系统首先进行初始化设置,并且对机床中各个位置的热量和位置坐标进行采集;
49、将读取的数据传输到粒子群算法-向量机算法模型中进行解析,解析出所需要的热误差补偿值;
50、通过接口将与热误差补偿值相等、方向相反的数据输送给机床,从而使加工精度变好的作用。
51、本发明的有益效果:本发明提供了一种一托二模式自动换盘五轴义齿雕铣机,应用于齿科自动化五轴切削领域,在批量义齿切削的生产中,一个料盘对应的程序完成后,由自动换盘机将五轴义齿雕铣机已切削好的料盘转移走,并换上下一组切削程序对应的新料盘,避免人工重复上下料盘,实现了自动化、连续化生产义齿切削;
52、一托二模式有如下好处:一、使得自动换盘机的利用率翻倍,降低使用成本,提高生产效率;二、支持灵活组合,可以单独使用五轴义齿雕铣机,可以使用一台五轴义齿雕铣机+一台自动换盘机,也可以一托二模式均使用;三、各模块结构相对独立,可以分开运输和搬运,每个模块体积相对较小,降低运输和安装难度;
- 还没有人留言评论。精彩留言会获得点赞!