一种光固化打印仿生梯度氧化锆陶瓷/树脂复合材料及其制备方法
本发明涉及一种光固化打印仿生梯度氧化锆陶瓷/树脂复合材料及其制备方法,属于口腔修复。
背景技术:
1、全瓷修复体在口腔临床广泛运用,但临床使用的全瓷冠大部分均为单一成分的zro2陶瓷材料,这就导致修复体力学性能与天然牙不匹配,容易造成对颌牙的不均等磨耗。此外,双层全瓷冠的饰瓷与核瓷、核瓷与牙本质间弹性模量差异较大,易在界面处产生应力集中,从而导致剩余牙体组织损伤现象的发生。因此,亟需保护剩余牙体组织,提高全冠其力学性能及服役寿命。近年来,通过陶瓷和树脂复合的方法,成为一个有效解决全瓷冠应力集中的策略。
2、3d打印是能够对材料结构进行自由的设计和精准制造,为复合材料的力学性能的优化提供了新的契机,在口腔修复领域有极大的应用前景。liu等人通过将环氧树脂浸渍到预成型的、多孔的、表面功能化的三维氧化铝陶瓷骨架中,制备了具有高抗弯强度的环氧树脂复合材料,这是由于相互连接的各向同性3d框架有效地传递了外部应力。li等人通过3d打印技术制造了具有合理设计的结构的玻璃/橡胶互穿相复合材料,其断裂韧性是传统结构复合。最近,这种方法也被应用于牙科复合材料的制造。sun等人生产了氧化锆/树脂互穿复合材料,通过实验,他们证明了氧化锆/树脂互穿复合材料相较于纯陶瓷有显著的机械性能的提高,从而表现出出色的能量吸收并避免灾难性损坏,这可以归因于两相的双连续性。硬质无机相提供高断裂强度,软质有机相保持结构完整性,能够提供高能量吸收。
3、在临床常用的氧化锆全冠中,牙冠的弹性模量与牙本质不匹配容易导致剩余牙体组织损伤,氧化锆的弹性模量远远高于牙本质,降低弹性模量成为了研发氧化锆全冠的新问题。例如vita enamic融合了主导陶瓷网络结构和增强聚合物网络结构,将弹性模量降低至30gpa。然而,这些传统方法无法对复合材料的结构进行精准的设计和制造,限制了其力学性能的进一步优化和提升。
4、为此亟需研发一种新型低弹性模量的氧化锆陶瓷/树脂复合材料与人体牙本质相匹配。
技术实现思路
1、针对现有技术的不足,本发明提供一种光固化打印仿生梯度氧化锆陶瓷/树脂复合材料及其制备方法。
2、本发明的技术方案如下:
3、一种光固化打印仿生梯度氧化锆陶瓷/树脂复合材料,是将氧化锆陶瓷/光引发树脂复合浆料以仿生冠模型为标准,通过3d打印制备得到;
4、所述氧化锆陶瓷/光引发树脂复合浆料按照重量份计,包括:钇稳定氧化锆45~55份、1,6-己二醇二丙烯酸酯15~20份、含有稳定剂mehq的季戊四醇四丙烯酸酯5~10份、乙醇3~5份,分散剂2~3份,引发剂0.1~0.5份;
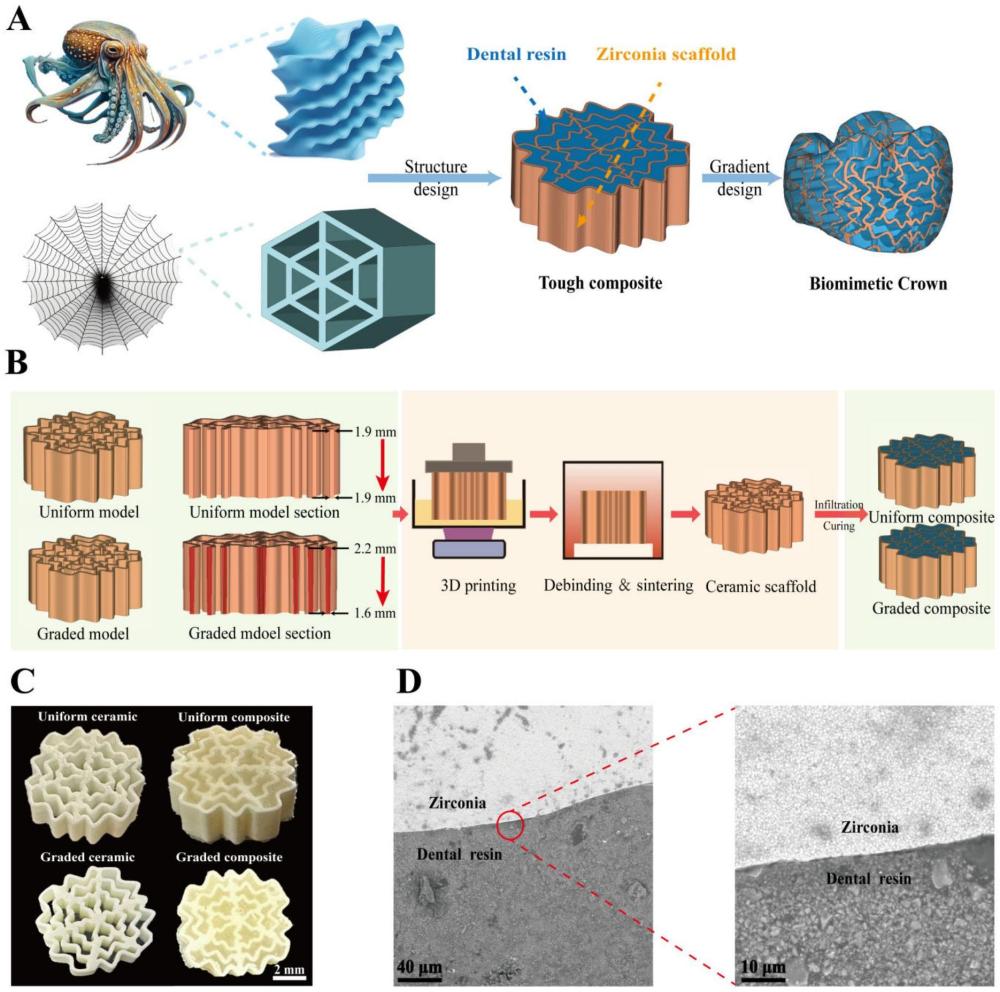
5、所述仿生冠模型为蜘蛛网六边形-墨鱼骨骼s形复合结构。
6、根据本发明优选的,所述氧化锆陶瓷/光引发树脂复合浆料按照重量份计,包括:钇稳定氧化锆50份、1,6-己二醇二丙烯酸酯17.5份、含有稳定剂mehq的季戊四醇四丙烯酸酯7.5份、乙醇4份,分散剂2.5份,引发剂0.25份。
7、根据本发明优选的,所述钇稳定氧化锆中钇的掺杂量为2~4mol%,d50=200nm。
8、根据本发明优选的,所述分散剂为丙烯酸酯共聚物的铵盐溶液byk-154。
9、根据本发明优选的,所述引发剂为光引发剂tpo或光引发剂(2,4,6-三甲基苯甲酰基)二苯基氧化膦。
10、根据本发明优选的,所述氧化锆陶瓷/光引发树脂复合浆料按照如下方法制备:
11、按配比,将钇稳定氧化锆与分散剂加入到乙醇溶液中,得到氧化锆溶液;然后将氧化锆溶液在55~65℃下磁力水浴搅拌0.5~1.5h,于125~135℃下干燥80~100min,得到改性氧化锆粉末;接着向改性氧化锆粉末中加入1,6-己二醇二丙烯酸酯、含有稳定剂mehq的季戊四醇四丙烯酸酯和引发剂,以90000~110000rpm/s的速度混合4~5min,再以450~550rpm/s的速度磁力搅拌20~30h,得到氧化锆陶瓷/光引发树脂复合浆料。
12、根据本发明优选的,所述蜘蛛网六边形-墨鱼骨骼s形复合结构的尺寸为11×11×3.8mm;所述蜘蛛网六边形-墨鱼骨骼s形复合结构的壁厚由上到下从1.6mm线性均匀增加到2.2mm。
13、根据本发明优选的,所述光固化打印仿生梯度氧化锆陶瓷/树脂复合材料的孔隙率为25~40vol%;
14、进一步优选的,所述光固化打印仿生梯度氧化锆陶瓷/树脂复合材料的孔隙率为33.56vol%;
15、所述孔隙率=1-体积分数,体积分数是指氧化锆陶瓷体积相对于光固化打印仿生梯度氧化锆陶瓷/树脂复合材料总体积的百分比。
16、上述光固化打印仿生梯度氧化锆陶瓷/树脂复合材料的制备方法,具体包括以下步骤:
17、(1)将氧化锆陶瓷/光引发树脂复合浆料沉积到3d打印机的料槽中,按照仿生冠模型进行3d打印,得到氧化锆陶瓷支架;
18、(2)将步骤(1)所得氧化锆陶瓷支架的光引发树脂和氧化锆层分离,于牙科光固化灯下固化3~5min,清洗后进行脱脂烧结;将脱脂烧结后的氧化锆陶瓷支架于食人鱼溶液中酸蚀25~35min,清洗后将10-(膦酰氧基)甲基丙烯酸癸酯涂布于酸蚀后的氧化锆陶瓷支架表面,再于负压条件下向孔隙内灌注牙科流体树脂,光固化灯下固化8~12min,经抛光打磨后,得到光固化打印仿生梯度氧化锆陶瓷/树脂复合材料。
19、根据本发明优选的,步骤(1)中,所述3d打印过程中,成型台底部暴露在紫外线照射下,使其固化成仿生冠模型形状;成型台以单层的厚度上升,允许氧化锆陶瓷/光引发树脂复合浆料继续涌入,淹没固化层下方的区域,循环一直持续到整个氧化锆陶瓷支架成型为止;
20、其中,所述3d打印的参数为5s11mw,单层的厚度为37μm。
21、根据本发明优选的,步骤(2)中,所述脱脂烧结过程:在马弗炉中按照以下温度参数进行,
22、脱脂:在120min内从20℃匀速升温至100℃,在900min内从100℃匀速升温至300℃,300℃保温1h,在900min内从300℃匀速升温至460℃,460℃保温1h,在900min内从460℃匀速升温至550℃,550℃保温1h;
23、烧结:在120min内从550℃匀速升温至1550℃,1550℃保温2h,在155min内从1550℃匀速降温至20℃。
24、根据本发明优选的,步骤(2)中,所述食人鱼溶液为硫酸和过氧化氢的混合溶液,硫酸和过氧化氢的体积比为3:1。
25、根据本发明优选的,步骤(2)中,所述牙科流体树脂为te-econom flow树脂。
26、本发明的有益效果为:
27、1、本发明利用了牙釉质强韧以及牙釉质、牙本质具有梯度变化的特点,采用综合仿生策略设计了一种蜘蛛网六边形-墨鱼骨骼s形复合结构的仿生冠模型,在此模型下制备的光固化打印仿生梯度氧化锆陶瓷/树脂复合材料具有牙本质/牙釉质的复合机械性能,同时还能保持较低的弹性模量。并且此仿生冠模型的梯度设计可以进一步起到应力缓冲的作用,提高光固化打印仿生梯度氧化锆陶瓷/树脂复合材料的韧性。
28、2、本发明提供了一种氧化锆陶瓷/光引发树脂复合浆料,通过本发明提供的复合浆料组分结合制备方法所得的浆料,极大地提升了模型打印精度,且脱脂烧结后模型无裂纹,力学性能优异。
29、3、本发明结合蜘蛛网六边形-墨鱼骨骼s形复合结构的仿生冠模型、氧化锆陶瓷/光引发树脂复合浆料与3d打印提供了一种光固化打印仿生梯度氧化锆陶瓷/树脂复合材料及其制备方法。本发明利用数字光固化打印技术实现了光固化打印仿生梯度氧化锆陶瓷/树脂复合材料的制备,所制备的光固化打印仿生梯度氧化锆陶瓷/树脂复合材料模拟天然牙从牙釉质到牙本质过渡的力学性能,使其力学性能介于最大与最小孔隙结构之间,从而实现了缓冲结构的建立,达到减少界面应力集中的效果,弹性模量明显低于商用氧化锆。
- 还没有人留言评论。精彩留言会获得点赞!