一种射频超声刀具及其钳头的制备方法与流程
本发明涉及射频超声刀头,具体为一种射频超声刀具及钳头的制备方法。
背景技术:
1、随着科技的发展出现了射频超声刀,射频超声刀一般由射频发生器和射频超声刀头两部分组成,是一种用于手术和治疗的医疗器械。它结合了射频和超声技术,可以在治疗过程中实现局部高温灼烧和组织切割。射频超声刀通常使用在美容整形手术、神经外科手术、肿瘤治疗等领域。其优点包括手术创伤小、恢复快、出血量少等。在使用射频超声刀时,医生需要根据具体的病情和手术需求来选择不同的功率和操作模式。
2、目前超声刀、射频双极手术器械在手术领域应用广泛,但是现有的射频超声刀使用时一般通过使用者手持射频超声刀头,进行手术,但是在手持进行手术的过程中存在以下缺点,存在钳头垫切穿及脱落、射频电子打火带来组织损伤、钳头垫不牢固易脱落、射频能量效率不高、射频凝闭延迟后出血过多等情况。
技术实现思路
1、针对现有技术的不足,本发明的目的是在于提供了一种射频超声刀具,结构简单,使用方便,避免了钳头垫脱落;钳头垫寿命延长,在寿命期内切不穿;不出现射频电子打火;射频能量为上下垂直方向+左右方向,导电有垂直水平方向,钳头垫这个面全部射频能量覆盖,提升了射频能量的应用,切的更快并凝闭的效果更好;对钳头垫要求更低,可配套导电的四氟钳头垫和不导电的四氟钳头垫,均能起到加强射频凝闭效果。
2、本发明的另一个目的是在于提供了一种射频超声刀具的钳头制备方法,通过模具成型并组装拼接降低了四氟钳头的制造成本,能够在高温环境下保持其物理和化学特性,表面非常光滑,摩擦系数极低,在操作过程中更加顺畅,减少磨损和能量损失,超声刀杆易磨损,通过拼接的方式能够实现快速更换损坏的超声刀杆,进而无需更换整个射频超声刀头,整体上降低了生产成本与使用成本。
3、为实现以上目的,本发明通过以下技术方案予以实现:
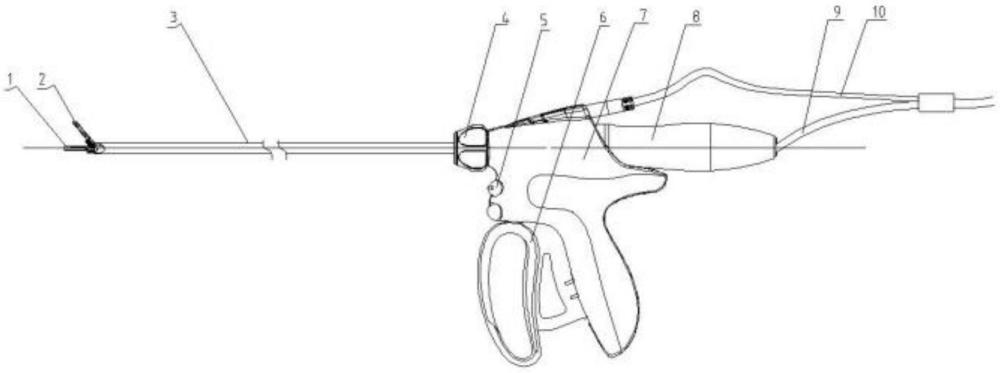
4、一种射频超声刀具,由刀杆、钳头、外管、花旋柄、开关按钮、抠手、操作手柄、换能器、超声电源连接线和射频线组成;所述刀杆外套装外管,所述刀杆一侧安装钳头,另一侧连接花旋柄,所述花旋柄安装在操作手柄与刀杆的连接处,引导刀杆旋转;所述操作手柄在靠近刀杆一侧的下方设置开关按钮和抠手,所述操作手柄的另一侧设置超声电源连接线和换能器,所述换能器尾部设置射频线;
5、所述钳头由钳头框、钳头垫、聚酰亚胺pi垫三部分组成,所述钳头框有上下两个框架,所述钳头框的两个框架的一端卡在刀杆的前部,所述钳头框的两个框架之间靠近刀杆的部分安装聚酰亚胺pi垫,所述钳头框的另一端、两个框架之间设置钳头垫;
6、所述钳头框由医用不锈钢材质一体浇筑而成,所述医用不锈钢为06cr19ni10,包括以下质量百分比成分c:0.9-1.2%、cr:16-18%、nb:≤3.5%、其余为铁;
7、所述钳头框包括以下结构:所述刀杆可以卡在刀杆的前部的连接部和钳头边框;所述钳头边框中间设置的的钳头框pi垫卡槽、钳头框燕尾卡槽;所述钳头边框尾部设置的钳头框防滑齿;所述钳头框防滑齿的数量为1-6个;
8、所述钳头垫包括钳头垫作用面、钳头垫燕尾卡槽、钳头垫背面镂空部三部分,所述钳头垫作用面的表面为中间镂空的布满锯齿状结构的长方形,所述钳头垫燕尾卡槽与钳头框燕尾卡槽对应。
9、所述钳头垫包括钳头垫作用面、钳头垫燕尾卡槽、钳头垫背面镂空部。
10、所述超声电源连接线通过换能器引入,换能器与超声刀杆相连并共同套接在操作手柄上端;操作手柄上端并有射频线连接入口,引入射频能量,花旋柄套在操作手柄前端,可以引导刀杆旋转,钳头连接在外管前端,超声能量和射频能量开关按钮在操作手柄前方和抠手上方,方便医生上手操作。
11、所述钳头垫卡入钳头框燕尾卡槽,聚酰亚胺pi垫沿燕尾槽方向插入钳口并与钳头垫压紧,聚酰亚胺pi垫的高度水平面与钳头垫在一个水平面上且连接处无缝隙,其共同组成一个完整的射频超声刀具的钳头部件,该部件的钳头边框的高度高于组装好的钳头垫的平面0.05-2cm。
12、上述部件中钳头框和钳头垫是关键部件,1)通过钳头框燕尾卡槽凹部、钳头垫的燕尾卡槽凸部紧密结合套牢钳头垫部件,这两个关键部件相连解决了钳头垫不牢靠,易脱落的问题;2)由于钳头边框的高度高于组装好的钳头垫平面0.05-2cm,增强了垂直钳头垫平面的射频能量辐射效率,提升了射频凝闭效率,并起到了凝闭时间缩短的效果;3)钳头框底部(钳头垫卡住部分)镂空,增大了钳头垫直接接触空气面积,增强了钳头垫散热面积,提升了器械使用中的散热效果,增加了钳头垫使用寿命;4)钳头框头部防滑设计,增强了钳头夹闭组织的牢靠性,便利手术的施展。5)通过上述钳头框的设计,可以兼容不导电的聚四氟钳头垫和导电的聚四氟钳头垫,均能提升使用效果;特别在本发明介绍的导电聚四氟钳头垫情况下,提升凝闭效果更明显,手术风险更小。
13、一种射频超声刀具的钳头制备方法,包括钳头框的制备方法、钳头垫的制备和安装方法:
14、其中,钳头框的制备方法包括如下步骤:将06cr19ni10粉末与粘结剂(工业级通用瞬干胶)通过调配(28%体积分数)做成原料,混合熔炼后注射至成型模具成型中,经催化脱脂、烧结、时效处理、磁力抛光制成。
15、所述催化脱脂包括机械去污、酸洗和高压水洗去污。
16、所述烧结温度为2300~2350℃,烧结时间80~100分钟。
17、所述时效处理方法为:将钳头框胚料加热到850℃,在空气中冷却。
18、所述磁力抛光时,先选择磨料,之后将选定的磨料放入磁力抛光机的抛光容器内,在磁力抛光机的容器内添加适量的抛光液,并提供表面活性剂,将钳头框胚料放入磁力抛光机中,启动机器,产生旋转磁场,使磨料与切割刀胚料表面摩擦,控制抛光时间为5-15分钟;抛光结束后,取出钳头框胚料进行检查,清洁表面,以备下一步使用。
19、其中,钳头垫的制备方法包括如下步骤:塑料粉末混合均匀,塑料粉末由50~75wt%聚四氟乙烯、0~25wt%金属、5~25wt%陶瓷,且金属为金、银、铜、不锈钢中的任意一种或多种不同比例混合组成;注塑成型;采用的压力大小为80mpa~160mpa;采用的温度为300~400℃。
20、所述塑料粉末为聚四氟乙烯粉末(平均粒径为300μm,市售);所述金属粉末为银粉(银粉末的平均直径为300μm);所述陶瓷粉末为锆钛酸铅压电陶瓷(纯度99.99%,平均直径为300μm);
21、优选地,塑料为70wt%聚四氟乙烯、金属为20wt%银、10wt%锆钛酸铅压电陶瓷;
22、其中,所述钳头垫的安装方法,包括以下步骤:
23、a通过组装卡入钳头框燕尾卡槽,将聚酰亚胺pi垫沿燕尾槽方向插入钳口并与钳头垫压紧;
24、b聚酰亚胺pi垫的高度水平面与钳头垫在一个水平面上,聚酰亚胺pi垫和钳头垫连接处无缝隙;
25、c共同组成一个完整的射频超声刀具用的钳头,该钳头的钳头边框的高度高于组装好的钳头垫的平面0.1-1cm。
26、所述聚酰亚胺pi垫23采用聚酰亚胺pi材质,且采用模压工艺进行制备,模压的压力为110~145mpa,模压的温度为430~450℃,模压的时间为10~26min。
27、本发明与现有技术相比,具有以下优点和效果:
28、1、通过模具成型并组装拼接降低了四氟钳头的制造成本,同时聚四氟乙烯材料具有极高的耐热性能,能够在高温环境下保持其物理和化学特性,表面非常光滑,摩擦系数极低,使得四氟钳头在操作过程中更加顺畅,减少磨损和能量损失,聚四氟乙烯材料对大多数化学试剂、溶剂以及腐蚀性物质具有极强的抵抗力,聚四氟乙烯具有优异的生物相容性,其惰性和低反应性减少对人体组织的刺激和反应,超声刀杆易磨损,通过拼接的方式能够实现快速更换损坏的超声刀杆,进而无需更换整个射频超声刀头,整体上降低了生产成本与使用成本。
29、2、本专利提供了一种优化设计的钳头框,通过燕尾卡槽、钳头框背部镂空设计(钳头垫卡槽部分)、钳头边框高出0.05-2cm及边框头部防滑设计,并介绍了一种钳头框混合熔炼后注射至成型模具成型的方法,经催化脱脂、烧结、时效处理、磁力抛光而制成,通过上述设计及方法制备的钳头框,使钳头垫稳固,射频辐射和散热效率提升,夹闭组织牢靠,增强了使用寿命从而降低成本。
30、3、本发明通过钳头框竖起的边框,以及钳头垫增加导电的金属元素,大幅度增加了钳头的导电性能,射频辐射效率明显提升,缩短了一半以上手术凝闭作用时间。
31、4、通过优化钳头垫的材质塑料、金属、陶瓷的混合重量比例,大幅度降低了整个钳头的电阻率,为此降低了发热效率,避免温度过高烧断钳头垫,增加了钳头垫的使用寿命,降低了使用成本。
32、5、钳头框背部镂空及燕尾卡槽设计,增加了钳头垫散热面积,提升了散热效率,同时,燕尾卡槽设计使钳头垫卡在钳头框中,通过聚酰亚胺pi垫压实,避免了钳头垫脱落,增强了牢固性。
33、6、本发明介绍一个钳头框、钳头垫、pi垫的优化组合装配钳头的工艺方法,通过此设计方法设计和加工的射频超声钳头,此钳头整体性能性能得到大幅度提升,增强了钳头的凝闭效率,缩短凝闭时间,特别是凝闭大血管效果明显;增强了钳头垫的牢固性,减少了手术中钳头垫脱落的可能,从而降低了临床手术中的风险;提高了钳头垫的使用寿命,延长了使用时间;从而总体达到降低了成本且提升质量目的。
- 还没有人留言评论。精彩留言会获得点赞!