一种仿真肌体结构及仿真人偶的制作方法
1.本实用新型涉及玩具与仿真人偶领域,尤其是仿真人偶领域。
背景技术:
2.随着3d动画影视与游戏产业的发展,以及元宇宙概念的推进与演化,与之对应的各类虚拟角色小型与等身人偶产品也越来越普及。而目前的相关产品大多为硬质材料浇注或3d打印制作的小型硬质人偶,已经不能满足用户对相关产品的形态、动态与质感高仿真度的要求。现有部分采用热塑体tpe或硅胶材料制作的人偶产品虽然外形仿真度较高,但由于初始结构设计与制作工艺的原因,存在着内部骨架结构设计不合理、肢体动态失真、重量沉重、涂妆一致性差、表皮易裂且无法长时站立展示与储置等问题。因此,一种重量轻,肌体、骨架与关节结构仿真度高、灵活性好,且易于日常使用与维护的仿真人偶产品,作为相关作品与元空间的高端衍生产品,进行同期的市场拓展宣传与销售增收,就成为相关行业的一种现实需求。
技术实现要素:
3.本实用新型的目的是提供一种仿真肌体结构,以解决现有仿真人偶重量较重,触感与表面涂妆失真的问题。
4.本实用新型提出的技术方案如下:
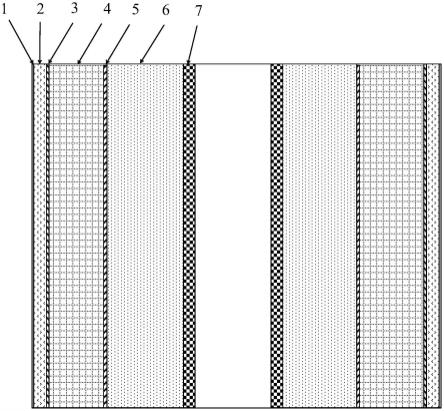
5.1.一种仿真肌体结构,其特征在于,包括:拟表皮层(2)、拟皮下脂肪层(4)、拟肌肉层(6)、骨架(7),
6.所述拟皮下脂肪层(4)为微发泡弹性体材料,所述微发泡弹性体材料为内部为闭合微泡填充结构的硅胶、tpe、tpr、sebs、乳胶、eva、tpu中的任一种;
7.自外向内的所述拟皮下脂肪层(4)位于所述拟表皮层(2)的内侧与所述拟肌肉层(6)外侧之间的位置。
8.2.进一步的,所述拟表皮层(2)为硅胶或tpe材料制作。
9.3.进一步的,所述拟皮下脂肪层(4)内部包含半导体发热材料粉末,并通过位于所述拟皮下脂肪层(4)内表面与外表面的导电薄膜电极,实现低压自控温加热。
10.4.进一步的,所述拟肌肉层(6)为低密度弹性材料,所述低密度弹性材料为密度0.05-0.25g/cm3,具有回弹能力的固态、无毒害、软性结构发泡材料和/或纤维棉类材料。
11.5.进一步的,所述骨架(7)为使用常规可加工金属和/或非金属材料制作的,位于所述拟肌肉层(6)内部起到类动物骨骼作用的支架。
12.6.进一步的,仿真肌体结构还包括:复合桥接层一(3),所述复合桥接层一(3)为纤维纺织材料,所述复合桥接层一(3)位于所述拟表皮层(2)与所述拟皮下脂肪层(4)之间。
13.7.进一步的,所述复合桥接层一(3)与所述拟表皮层(2)接触的一面印制和/或绘制有类皮下血管网路分布的图案。
14.8.进一步的,仿真肌体结构还包括:复合桥接层二(5),所述复合桥接层二(5)为纤
维纺织材料;所述复合桥接层二(5)位于所述拟皮下脂肪层(4)与所述拟肌肉层(6)之间。
15.9.进一步的,仿真肌体结构还包括:拟表皮角质层(1),所述拟表皮角质层(1)为所述拟表皮层(2)经喷涂表面处理剂固化后得到的表面增韧层。
16.本实用新型还提出了以下技术方案:
17.一种仿真人偶,其特征在于:包括本节1至9中任一项所述的仿真肌体结构。
18.本实用新型的有益效果为:
19.本实用新型提供的仿真肌体结构模拟人体肌体组织的多层结构,并利用复合桥接层将多种不同材质、硬度与密度的材料进行复合,兼顾了各材料的优点;在实现各部位组织硬度、涂妆和触感更加逼真与耐用的同时,减轻了产品的总体重量,降低了材料的使用量与材料成本。
附图说明
20.下面结合附图和实施例对本实用新型进一步说明。
21.图1为本实用新型仿真肌体结构示意图;
22.图中:1.拟表皮角质层,2.拟表皮层,3.复合桥接层一,4.拟皮下脂肪层,5.复合桥接层二,6.拟肌肉层,7.骨架。
23.图2为本实用新型骨架结构示意图;
24.图3为本实用新型各分层结构应用示意图;
25.图中:1.拟表皮角质层,2.拟表皮层,3.复合桥接层一,4.拟皮下脂肪层,5.复合桥接层二,6.拟肌肉层,7.骨架。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所提供的实施例仅为本实用新型一部分实施例,而非全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.本实用新型的目的是提供一种仿真肌体结构,以解决现有仿真人偶重量较重,触感与表面涂妆失真的问题。
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
29.【实施例1】
30.如图1所示本实用新型仿真肌体结构从外到内由拟表皮角质层(1)、拟表皮层(2)、复合桥接层一(3)、拟皮下脂肪层(4)、复合桥接层二(5)、拟肌肉层(6)、骨架(7)等多层与多种不同材质、密度与弹性的材料复合而成。
31.1、拟表皮角质层(1)为所述拟表皮层(2)外表面经表面处理剂处理后得到的增韧层,厚度为0.1-0.15mm;
32.2、拟表皮层(2)由硅胶或tpe制作;
33.3、复合桥接层一(3)为纤维纺织材料,起到增强所述拟表皮层(2)抗撕裂强度,防止所述拟皮下脂肪层(4)位移与涂妆衬底的作用;
34.由于所述拟表皮层(2)与所述拟皮下脂肪层(4)二者之间的材质、硬度、密度均或有所不同,二者之间的直接复合存在很大的难度。尤其是当所述拟表皮层(2)材质为硅胶时,由于该材料属于表面惰性材料具有不粘性,因此更难于将其与其他材料直接进行有效的复合。因此,必须选择一种对二者都具有一定相容性的材料作为媒介,利用三者之间的耐温性、渗透性、自粘接性与固化和凝结温度间的差异,同步或异步的地将二者进行间接复合。
35.此外,所述复合桥接层一(3)除了起到复合桥接作用外,还有起到作为人偶表皮底色与皮下内涂妆衬底的作用,现有产品由于工艺的问题普遍采用表面涂色与血管纹理描画的方法进行人偶的后期装饰,效果不够生动自然,近距离的观察效果更为不好。但限于制作工艺而无法加以解决。本实用新型利用了本仿真肌体结构的特点,利用所述复合桥接层一(3)作为基底,将人偶底色与血管网路在表皮层下呈现,使得整体更加逼真自然,且永不掉色,增加了产品的耐用与易维护性。
36.4、拟皮下脂肪层(4)由微发泡弹性体材料制作;
37.减重作为本实用新型重点解决的任务与目的,经对现有表皮与肌肉两层结构中的各产品调研发现,现有两层结构产品受人偶形体胖瘦的影响,表皮层重量约占总重量的65-85%。因此,通过对大量实物及材料的对比测试、筛选与分析后,本实用新型将现有表皮与肌肉两层结构中的表皮层拆分为所述拟表皮层(2)与所述拟皮下脂肪层(4),使之更为接近人体的肌体组织结构。在通过增设所述复合桥接层一(3)来保证所述拟表皮层(2)强度,并减小所述拟表皮层(2)厚度后,选定以所述拟皮下脂肪层(4)为重点,使用弹性体材料微发泡技术和相关工艺,作为减重问题的核心解决方案。
38.微发泡技术与普通结构发泡技术的技术原理与工艺之间的区别,简单来说普通结构发泡技术制成品内部为非均匀蜂窝状开放孔隙结构,孔隙大小不均且不可控,发泡后和发泡前的材料形态与力学性能存在巨大差异,二者除分子结构相同外,完全可以看做两种不同属性的材料,且材料制成品普遍具有很强的吸水性;使用微发泡技术在制成品内部形成的则为直径大小可控均匀分布的闭合微泡填充结构,微发泡后的材料除体积与密度外,材料属性、形态与力学性能与原始材料没有明显的差异,而且微发泡的材料制成品普遍不具有吸水性。微发泡技术在材料内部产生或植入的微泡通常为直径40-200微米、壁厚1-4微米,微泡自体就具有一定回弹能力,当硬度较低的微发泡材料受外力变形时微泡同时形变,外力取消后微泡受内部气压与壁厚影响会自行恢复为初始状态。所需微泡的直径大小与回弹能力,可根据发泡微球的类型与耐温性能进行选择适配。将微发泡技术与工艺应用于硬度25ha以下的超低硬度弹性体材料中时,选择发泡微球微泡直径较大,壁厚较薄回弹能力与原弹性体材料接近的发泡微球类型,可使原弹性体材料在体积与密度大幅改变,热传导率降低的同时,在限定的膨胀比范围内不对原弹性体材料的形态和力学性能如硬度、拉伸率产生明显的影响,且有助于增强原弹性体材料的形变复原与防永久变形能力。并可根据原弹性体材料数量与发泡微球的添加比例,将微发泡后弹性体材料的体积与密度精确的计算出来,反之亦然。
39.因此,利用上述微发泡技术和工艺,即可根据所选用的所述拟皮下脂肪层(4)制作材料,以及对人偶重量和触感仿真度要求。通过相关微发泡工艺将所选制作材料如:硅胶、tpe、tpr、sebs、乳胶、tpu中的任一种,处理成为微发泡弹性体材料。并根据重量要求在保证
其原有力学性能不发生明显改变的前提下,调整发泡微球的添加比例,将微发泡弹性体材料的密度在0.1-0.9g/cm3之间进行调整,进而实现所述拟皮下脂肪层(4)减重的目的。虽然使用该技术与工艺在使发泡微球均化操作时,会对部分制作材料最终得到的制品表面整洁度产生一定的影响,不能满足细小与高精度表面的制作要求。但因所述拟皮下脂肪层(4)处于仿真肌体结构内部,并不会对最终外观产生任何的影响。且因其可增强超低硬度弹性体材料的复原与防永久变形能力,并具有较低的热传导率,制成品重量轻、柔韧且不凉手,触感较原制作材料更加真实。因此,完全能够满足设定的减重与提高触感仿真度的需求,且工艺简单,可操作性强。
40.同时,为进一步增强触感仿真度,在所述拟皮下脂肪层(4)制作材料进行微发泡处理时,将半导体发热材料粉末一起添加并进行均化处理,利用半导体发热材料电阻热敏性强的特点,通过位于所述拟皮下脂肪层(4)内表面与外表面排布的导电薄膜电极,实现低压自控温加热。其原理为接通电源后(两导电薄膜电极间无接触),电流由所述拟皮下脂肪层(4)一侧薄膜电极经过所述拟皮下脂肪层(4)中导电的半导体发热材料粉末到另一侧薄膜电极而形成回路。电能使半导体发热材料升温,其电阻随即增加,当温度升至某设定值之后,电阻大到几乎阻断电流的程度,其温度即不再升高,与此同时热量向温度较低的区域传递。其功率主要受传热过程影响,随被加热区域的温度自动调节输出功率,因此,在无控温装置的情况下也能自动有效地控制温度。同时,因微发泡材料具有较低导热率和一定的保温性能,因此除初始升温外,所需的设定温度维持功耗也较低,配合安装在人偶胸腔内部的感应线圈与体外的无线感应供电电路,即可实现一定感应范围区域内的感应供电低压自控温加热功能,从而进一步提高和增强人偶的触感以及整体仿真度。
41.5、复合桥接层二(5)使用纤维纺织材料制作,其作用与所述复合桥接层一(3)类似,不同点在于其旨在使所述拟皮下脂肪层(4)与所述拟肌肉层(6)通过所述复合桥接层二(5)的内外表面,间接实现一体化复合。同时,当所述拟皮下脂肪层(4)使用tpe、tpr等热塑类材料制作时,通过所述复合桥接层二(5)的包裹,起到保护和减小所述拟肌肉层(6)材料的受热变形与防止热塑类材料的浸渍,避免产生不必要的材料浪费与增加产品重量。还可使用热熔膜利用tpe、tpr等热塑类材料浇注时的热量,起到粘接所述复合桥接层二(5)内表面与所述拟肌肉层(6)的作用。
42.6、拟肌肉层(6)使用所述低密度弹性材料制作,如:发泡聚氨酯、发泡乳胶、发泡硅胶、海绵、3d直立棉中的一种或几种的组合;其中3d直立棉由于结构为纤维棉类具有较好的申拉复原性能,且不会发生碎裂问题,因此多用于关节附近,其作用为对内部所述骨架(7)的包裹定位与外部所述拟脂肪层(4)的支撑与缓冲,并通过二者之间不同厚度的搭配起到调节肢体软硬度与手感的作用。根据所选用的材料,可独立制作,也可采用模压和或模发的方法批量预制成型,然后使用粘合和/或捆扎固定的方法,将其与组装好的所述骨架(7)紧密结合,同时,需对大的关节部位进行必要的休整与加固,避免关节在做屈伸运动时所述拟肌肉层(6)发生滑移、鼓包和关节外漏等问题的出现。
43.7、骨架(7)根据各部位受力和承重情况,可选用钢材、铝合金、工程塑料、尼龙、碳纤维、轻质黏土等金属和/或非金属材料中的几种组合加工制作。同时,如图2所示所述骨架(7)结构上必须依照人体的结构进行仿真设计与制作,使各关节的结合方式与屈伸范围与实际人体保持一致,满足关节结构仿真度高、灵活性好、动作动态不易变形的要求(因骨架
已另案申请专利且非本案重点此不详述)。
44.【实施例2】
45.如图3所示本实用新型仿真肌体结构从外到内由拟表皮角质层(1)、拟表皮层(2)、复合桥接层一(3)、拟皮下脂肪层(4)、复合桥接层二(5)、拟肌肉层(6)、骨架(7)等多层与多种不同材质、密度与弹性的材料复合而成。
46.其中所述拟皮下脂肪层(4)、所述拟肌肉层(6)与所述骨架(7)的密度、厚度以及制作材料的重量,需要参考实际人体的重心结构,根据人偶的身材与造型进行相应的模拟、测试和调整,使之与实际人体的数据相一致。然后,根据所述拟表皮层(2)的加工模具与调整后的数据及所选用的骨架部件,制作所述拟皮下脂肪层(4)与所述拟肌肉层(6)的加工模具,其中所述拟表皮层(1)模具的精度要求较高,除表皮纹理的精细度外,必须要保证对位的准确与接缝的结合紧密,减小和消除模线对产品外观的影响。
47.以下以所述拟表皮层(2)选用5-25ha硅胶,所述拟皮下脂肪层(4)选用0-25hatpe材料,所述拟肌肉层(6)选用发泡eva与3d直立棉,无加热功能为例,简述各层的加工工序:
48.1.组装选定的所述骨架(7)部件,根据角色设定的身体数据调整各部位的尺寸,使之符合所述拟肌肉层(6)模具的加工要求,关节部位加胶套捆扎进行保护。
49.2.将模发的所述拟肌肉层(6)发泡eva材料粘合固定在骨骼部件外部,主要关节部位使用3d直立棉包裹捆扎固定在部件外部,eva材料与3d直立棉结合部使用软性粘接剂粘合;
50.3.在所述拟肌肉层(6)外表面贴附热熔膜,并将根据所述拟肌肉层(6)尺寸制作的所述复合桥接层二(5)套装贴合在所述拟肌肉层(6)外部;
51.4.将贴合所述复合桥接层二(5)的半成品在所述拟皮下脂肪层(4)模具中定位、合模、热浇注已添加发泡微球的tpe材料,浇注时需按人体软硬度分区,及时切换不同硬度的材料(脚底为15-30ha或更高具体需看站立需求的高低),待其冷却固化后,即完成了所述拟肌肉层(6)、所述复合桥接层二(5)与所述拟皮下脂肪层(4)之间的复合,开模清理开模线并休整,使所述拟皮下脂肪层(4)外表面平整无明显的气泡和凸起物,外观、尺寸复合后续工序的公差要求范围。
52.5.在所述拟皮下脂肪层(4)外表面,将根据所述拟皮下脂肪层(4)尺寸制作的所述复合桥接层一(3)套装并贴合在所述拟皮下脂肪层(4)外部,并在所述复合桥接层一(3)外表面喷涂所选用硅胶型号匹配的底涂剂,并通风干燥;
53.6.将完成上述工序的半成品在所述拟表皮层(2)模具中定位、合模、浇注所述拟表皮层(2)的制作材料;由于半成品与模具之间的间隙较小,不利于材料的流动,为保证产品的表面质量,预防表面起泡和微孔的产生,宜采用插管底注的方式,将导管在合模前预先放置在模具的底部和/或肢体的末端,使用手摇泵或压力罐,将经负压抽真空处理的硅胶自模具的底部开始逐步浸漫到上部,浇注时需按人体软硬度分区,及时切换不同硬度的材料(脚底为15-30ha或更高具体需看站立需求的高低),待所述拟表皮层(2)浇注完成,按照操作要求静置后,将模具送入烘房内进行硫化复合与后续热熔复合,按前述说明完成复合后,冷却后开模清理模线。
54.7.成品修色涂生物底妆(雀斑、晒斑、黑痣等)后喷涂表面处理剂,送入烘房内进行表面固化生成表皮增韧层即所述拟表皮角质层(1)。
55.按上述工序的制成品重量轻、硬度低、体感温润、无异味,表面涂妆仿真度高、抗撕裂能力强、不染色、不掉色,肌体结构形变复原与防永久变形能力增强,兼顾了硅胶与tpe材料的优点。
56.本实用新型还提供了一种仿真人偶,其包括上述实施例中任一项所述的仿真肌体结构。
57.以上结合具体实施例描述了本实用新型的技术原理与工序。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。
58.基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1