一种冰球上泡钉安装的辅助工装的制作方法
1.本实用新型涉及体育器械领域,具体涉及一种冰球上泡钉安装的辅助工装。
背景技术:
2.冰球运动(ice hockey)是以冰刀和冰球杆为工具在冰上进行的一种相互对抗的集体性竞技运动,冰球运动员通过不断地用冰球杆对冰球进行打击,盘带等动作,完成将冰球打进球门进行得分。
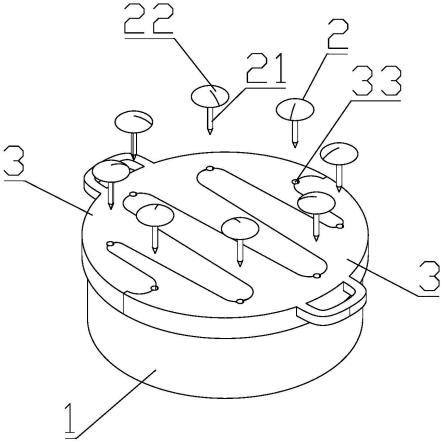
3.冰球运动中的冰球,是一种圆柱形的物体,冰球一般由橡胶材料制成,在冰面上滑行时摩擦阻力很小,但有些冰球运动会在普通硬质地板上进行,比如木地板、瓷砖、水泥地面上时,冰球滑行时摩擦阻力较大,做非冰面运球训练的时候体验很差。因此会在冰球体的底面安装泡钉,参见附图1所示,利用泡钉的顶帽部的圆球面在地面上行走,可以减少摩擦阻力,做非冰面运球训练时,得到类似冰面的体验。但安装泡钉有以下要求:1.要尽量靠近冰球圆面的边缘,可以最大限度避免冰球翻滚;2.不能使泡钉的圆球面超出冰球圆面边缘,否则会破坏冰球的碰撞效果;3.泡钉要尽量均匀分布,可以平衡支撑。如何简单快速确定安装的位置并安装好泡钉,是目前亟需解决的问题。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本实用新型要解决的技术问题在于提供一种冰球上泡钉安装的辅助工装,能够快速地完成泡钉在冰球底面的定位安装,结构简单,使用灵活。
5.为实现上述目的,本实用新型提供一种冰球上泡钉安装的辅助工装,用于安放在冰球上将泡钉定位安装在冰球底面,包括定位件,所述定位件包括侧定位板和底定位板,所述侧定位板上设有圆弧定位面,所述圆弧定位面的半径等于冰球圆周半径,且圆弧定位面的圆心角小于等于180
°
,所述底定位板与侧定位板固定连接,所述底定位板上设有多个定位缺口,所述定位缺口一侧为开口,所述定位缺口用于容纳泡钉的钉杆部,并且其开口能够允许钉杆部出入定位缺口;所述定位件安装在冰球上时圆弧定位面贴靠于冰球圆周面,且底定位板位于冰球底面,并且定位件在冰球上能够相对运动,使所有位于定位缺口中的钉杆部都能够从定位缺口的开口中脱离出来。
6.进一步地,所述定位缺口侧面为圆弧面,且圆弧面半径等于泡钉的钉杆部半径。
7.进一步地,所述底定位板上定位缺口都位于一个定位基圆上,且定位基圆与圆弧定位面同心。
8.进一步地,所述冰球上安装的泡钉数量为n,所述定位件上设有n个定位缺口,所述底定位板包括间隔交替设置的条形指部和条形槽部,所述侧定位板位于条形指部的根部一侧,所述定位缺口设置在条形指部头部和条形槽部底部。
9.进一步地,包括两个定位件,两个定位件相对安放在冰球两侧,当两个定位件的圆弧定位面都贴靠在冰球外周面上时两个定位件保持相抵靠,且其中一个定位件的条形指部
插入到另一个定位件的条形槽部中,并且条形指部顶部的定位缺口与条形槽部底部的定位缺口相对准。
10.进一步地,所述冰球上安装的泡钉数量为n,所述定位件为多个,且所有定位件上的定位缺口共为n个,所有定位件围绕冰球周面安放在不同位置处,且当圆弧定位面都贴靠在冰球外周面上时相邻两个定位件保持相抵靠或相连接,使定位件之间相对位置固定。
11.进一步地,所述定位件为两个,两个定位件相对称地安放在冰球两侧并保持相抵靠。
12.进一步地,所述定位件为两个并铰接连接,两个定位件能够相对转动至张开或者靠拢。
13.进一步地,所述定位件包括连接部,两个定位件的连接部通过铰接轴连接。
14.进一步地,,所述定位件在定位缺口的开口处设有延伸弧形槽,所述延伸弧形槽的圆心位于两个定位件的铰接中心。
15.如上所述,本实用新型涉及的辅助工装,具有以下有益效果:
16.通过设置定位件,使用时,采用单个或者多个定位件进行,将定位件安装在冰球上,圆弧定位面贴靠于冰球圆周面,底定位板贴靠冰球底面,定位缺口相对圆弧定位面的位置、以及各个定位缺口之间的相对位置,根据泡钉在冰球底面上的安装位置确定,使得圆弧定位面贴靠于冰球圆周面时定位缺口正好对应位于泡钉的安装点;然后将泡钉的钉杆部插入到定位缺口,钉杆部贴靠定位缺口侧面,完成定位,然后将钉杆部部分插入到冰球底面内,预固定好,再使定位件在冰球相对运动至离开冰球,最后将泡钉的钉杆部全部装入冰球底面即可。本实用新型的辅助工具,通过定位件能够快速地完成泡钉在冰球底面的定位和安装,结构简单,使用灵活,制造和使用成本低。
附图说明
17.图1为冰球上安装泡钉的结构示意图。
18.图2为本实用新型的辅助工装实施例一中的定位件的结构示意图。
19.图3为图2的俯视图。
20.图4为本实用新型的辅助工装实施例一进行泡钉安装工作时状态一的示意图。
21.图5为本实用新型的辅助工装实施例一进行泡钉安装工作时状态二的示意图。
22.图6为本实用新型的辅助工装实施例一进行泡钉安装工作时状态三的示意图。
23.图7为本实用新型的辅助工装实施例一进行泡钉安装工作时状态四的示意图。
24.图8为本实用新型的辅助工装实施例一进行泡钉安装工作时状态五的示意图。
25.图9为本实用新型的辅助工装实施例二的结构示意图。
26.图10为本实用新型的辅助工装实施例二中的定位件的结构示意图。
27.图11为本实用新型的辅助工装实施例二进行泡钉安装工作时状态一的示意图。
28.图12为本实用新型的辅助工装实施例二进行泡钉安装工作时状态二的示意图。
29.图13为本实用新型的辅助工装实施例二进行泡钉安装工作时状态三的示意图。
30.图14为本实用新型的辅助工装实施例二进行泡钉安装工作时状态四的示意图。
31.图15为本实用新型的辅助工装实施例二进行泡钉安装工作时状态五的示意图。
32.图16为本实用新型的辅助工装实施例三的结构示意图。
33.图17为图16的俯视图。
34.图18为本实用新型的辅助工装实施例三进行泡钉安装工作时状态一的示意图。
35.图19为本实用新型的辅助工装实施例三进行泡钉安装工作时状态二的示意图。
36.图20为本实用新型的辅助工装实施例三进行泡钉安装工作时状态三的示意图。
37.图21为本实用新型的辅助工装实施例三进行泡钉安装工作时状态四的示意图。
38.图22为本实用新型的辅助工装实施例三进行泡钉安装工作时状态五的示意图。
39.元件标号说明
[0040]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
冰球
[0041]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
泡钉
[0042]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钉杆部
[0043]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
顶帽部
[0044]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
定位件
[0045]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
侧定位板
[0046]
311
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
圆弧定位面
[0047]
32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
底定位板
[0048]
321
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
条形指部
[0049]
322
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
条形槽部
[0050]
33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
定位缺口
[0051]
34
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
把手
[0052]
35
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抵接面
[0053]
36
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
延伸直槽
[0054]
37
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
延伸弧形槽
[0055]
38
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接部
[0056]
39
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
按压部
[0057]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
铰接轴
具体实施方式
[0058]
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
[0059]
须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0060]
参见图1至图22,本实用新型提供了一种用于冰球1上泡钉2安装的辅助工装,用于安放在冰球1上将泡钉2定位安装在冰球1底面,参见图1,冰球1底面安装泡钉2的具体数量n根据实现需要设置。
[0061]
本实用新型的辅助工装包括定位件3,定位件3包括侧定位板31和底定位板32,侧定位板31上设有圆弧定位面311,圆弧定位面311的半径等于冰球1圆周半径,且圆弧定位面311的圆心角小于等于180
°
,底定位板32与侧定位板31固定连接,底定位板32上设有多个定位缺口33,定位缺口33一侧为开口,定位缺口33用于容纳泡钉2的钉杆部21,并且其开口能够允许钉杆部21出入定位缺口33;定位件3安装在冰球1上时,圆弧定位面311贴靠于冰球1圆周面,底定位板32位于冰球1底面,并且定位件3在冰球1上能够相对运动,使所有位于定位缺口33中的钉杆部21都能够从定位缺口33的开口中脱离出来。
[0062]
本实用新型的辅助工装的基本工作原理为:使用时,采用单个或者多个定位件3进行,先将定位件3安装在冰球1上时,利用圆弧定位面311贴靠于冰球1圆周面,底定位板32贴靠冰球1底面,其中定位缺口33相对圆弧定位面311的位置、以及各个定位缺口33之间的相对位置,根据泡钉2在冰球1底面上的安装位置确定,使得圆弧定位面311贴靠于冰球1圆周面时定位缺口33正好对应位于泡钉2的安装点;然后将泡钉2的钉杆部21插入到定位缺口33,钉杆部21贴靠定位缺口33侧面,完成定位,然后将钉杆部21部分插入到冰球1底面内,预固定好,再使定位件3在冰球1相对运动至离开冰球1,定位件3相对冰球1底面做平行运动,由于圆弧定位面311的圆心角小于等于180
°
,能够顺利与冰球1周面分开,同时可根据定位件3实际运动情况,设置定位缺口33的开口大小和朝向,使所有位于定位缺口33中的钉杆部21都能够从定位缺口33的开口中脱离出来;最后将泡钉2的钉杆部21全部装入冰球1底面即可。本实用新型的辅助工具,通过定位件3能够快速地完成泡钉2在冰球1底面的定位和安装,结构简单,使用灵活。
[0063]
参见图2至图22,以下以几个具体实施例对本实用新型做进一步说明:
[0064]
实施例一:
[0065]
参见图2至图8,为实施例一的结构和工作示意图。在本实施例中,冰球1上泡钉2数量n为8,定位件3上具有8个定位缺口33,分别用于8个泡钉2的定位安装,参见图2和图3,定位缺口33的侧面为圆弧面,且该圆弧面半径等于泡钉2的钉杆部21半径,这样钉杆部21插入定位缺口33中时与定位缺口33的圆弧侧面贴合即可,定位更加方便。其中,定位缺口33的圆弧形侧面的圆心角小于等于180
°
,这样能够确保泡钉2的钉杆部21能够从定位缺口33的开口脱出,在本实施例中,定位缺口33的圆弧形侧的圆心角为180
°
,也即此时定位缺口33为半圆孔,参见图3。并且,定位缺口33的中心与圆弧定位面311的距离大于泡钉2的钉帽部22的半径,这样能够确保安装好后泡钉2的头部不会伸出于冰球1底面边缘,具体地,当泡钉2在冰球1底面上的安装点与边缘之间距离有特定要求距离时,定位缺口33的中心与圆弧定位面311的距离设置为该特定要求距离,即可满足安装要求。
[0066]
在本实施例中,参见图2和图3,作为优选设计,底定位板32上定位缺口33都位于一个定位基圆上,且该定位基圆与圆弧定位面311同轴,这样当圆弧定位面311贴靠于冰球1的周面时,定位缺口33在冰球1底面上都位于一个与冰球1同轴心的圆上,这样泡钉2安装后在冰球1底面位于一个圆上。优选地,定位缺口33在定位基圆上等距离均匀布置一圈,这样泡钉2在冰球1底面就是环形均匀布置。当然,在某些情况,若泡钉2在冰球1底面是非等距离布置的,对应地定位缺口33在定位基圆上也为非等距的。
[0067]
在本实施例中,参见图2和图3,作为优选设计,定位件3上设有八个定位缺口33,底定位板32包括间隔交替设置的条形指部321和条形槽部322,也即整个底定位板32的形状类
似于手掌形状,条形指部321相当于手指,条形槽部322为手指间隙,侧定位板31位于条形指部321的根部一侧(也即条形槽部322底部一侧),在本实施例中,条形指部321和条形槽部322都为四个,八个定位缺口33分别设置在四个条形指部321头部和四个条形槽部322底部。
[0068]
本实施例中的定位件3,在使用时,可以是一个定位件3完成所有泡钉2的安装,也可以采用两个定位件3配合进行,采用两个定位件3配合进行时,参见图4和图5,两个定位件3分别设置在冰球1的两侧,当两个定位件3的圆弧定位面311都贴靠在冰球1外周面上时两个定位件3保持相抵靠,其中一个定位件3的条形指部321插入到另一个定位件3的条形槽部322中,两个定位件3中相对应的条形指部321和条形槽部322的形状向适配,并且条形指部321顶部的定位缺口33与条形槽部322底部的定位缺口33相对准,形成一个完整的圆心孔,以此在安装泡钉2时,顶杆部位于定位缺口33中不会出现偏移,能够更好地进行定位。
[0069]
在本实施例中,所有定位缺口33的开口都朝向一侧,参见图3,当泡钉2在定位缺口33中安装好后,定位件3采用直线移动的方式从冰球1上抽离,定位缺口33的开口对应的圆心角较大时,定位缺口33的开口只需要大致朝向一侧可以不完全朝向同一方向,能够做到定位件3顺利直线移动抽出即可,参见图3所示,以图3的图面中的方向为例,定位缺口33都大致朝向右侧,但是部分开口偏上,部分偏下,这样定位件3在向右侧直线移动时,所有定位缺口33中的钉杆部21从能够顺利从开口处脱出。此外,底定位板32可采用具有一定弹性的塑料材料制成,在抽离定位件3时定位缺口33也允许轻微的变形,这样能够使泡钉2从定位缺口33中脱出,特别是在定位缺口33的开口朝向不完全相同时。
[0070]
在本实施例中,参见图3,定位件3还包括一个把手34,把手34固定连接在侧定位板31上,用于手持操作定位件3。
[0071]
采用本实施例的辅助工装进行安装的过程为:(1)将冰球1底面朝上,将两个定位件3从冰球1相对两侧水平直线移动靠拢,其中一个定位件3的条形指部321插入到另一个定位件3的条形槽部322中,直到两个定位件3的圆弧定位面311都贴靠冰球1周面,参见图5和图6;(2)将八个泡钉2分别插入到定位件3的八个定位缺口33中,其钉杆部21两侧分别被两个定位件3的定位缺口33约束定位好,钉杆部21部分的插入到冰球1底面中,参见图6;(3)将两个定位件3以水平直线运动方式抽离冰球1,泡钉2从定位缺口33中脱出,参见图7;(4)将所有泡钉2的钉杆部21全部压入到冰球1中,参见图8,安装完成。
[0072]
实施例二:
[0073]
参见图9至图15,为实施例二的结构和工作示意图。在本实施例中,冰球1上泡钉2数量n为8,辅助工装由两个定位件3构成,参见图9,每个定位件3上都设有4个定位缺口33,分别用于4个泡钉2的定位安装。在本实施例中定位件3的底定位板32大致呈半环形板,定位缺口33设置在内侧边缘上,在底定位板32的两端面都设有抵接面35,侧定位板31为半圆弧板,也即其内侧的圆弧定位面311的圆心角为180
°
。在使用时,两个定位件3分别设置在冰球1的两侧,其圆弧定位面311与冰球1圆周面贴靠时,两个定位件3上的抵接面35保持相抵,这样两个定位件3之间的相对位置不会发生变化,两个定位件3上的八个定位缺口33的相对位置也相对固定下来。当然,基于相同原理,辅助工装也可以由三个或四个等其他数量的定位件3组合构成,且所有定位件3上的定位缺口33共为n个,使用时,所有定位件3围绕冰球1周面安放在不同位置处,且当圆弧定位面311都贴靠在冰球1外周面上时相邻两个定位件3保持相抵靠,这样所有定位件3之间的相对位置就固定好了,也即所有定位件3中的定位缺口
33的相对位置固定好了。
[0074]
在实施例中,参见图9,底定位板32上定位缺口33也都位于一个定位基圆上,且该定位基圆与圆弧定位面311同心,每个定位件3中的定位缺口33间距相等,同时两个定位件3在冰球1上安装好并相抵时,所有定位缺口33位于一个定位基圆上,这样用于泡钉2在冰球1底面上的环形阵列式安装。
[0075]
在实施例中,参见图9,定位缺口33的侧面也为圆弧形,也即定位缺口33为半圆孔,其中心与圆弧定位面311的距离大于泡钉2的钉帽部22的半径,具体地,定位缺口33的中心与圆弧定位面311的距离设置根据泡钉2安装点到冰球1周面之间距离确定。
[0076]
在本实施例中,由于两个定位件3上的定位缺口33数量一致,两个定位件3的结构可以完全相同,使用时对称设置在冰球1两侧,参见图9。当然,在其他实施例中,在冰球1上泡钉2数量n为奇数时,两个定位件3上的定位缺口33数量不同,两个定位件3的主要结构可以相同,其上定位缺口33数量不同即可,其中一个定位件3上定位缺口33数量比另一个定位件3上的多一个。
[0077]
在本实施例中,定位件3上所有的定位缺口33的开口都朝向同一方向,在泡钉2位于定位缺口33并插入冰球1底面后,定位件3采用直线移动的方式抽离冰球1。作为优选设计,参见图9和图10,定位缺口33的开口处都设有一个延伸直槽36,所有延伸直槽36的相互平行,并沿着定位缺口33的开口方向延伸,在将泡钉2插入定位缺口33中时,延伸直槽36能够更好地将泡钉2稳定在呈半圆孔的定位缺口33中,并且不会影响定位件3抽离冰球1。
[0078]
在本实施例中,定位件3也包括一个把手34,把手34固定连接在侧定位板31上,用于手持操作定位件3。
[0079]
采用本实施例的辅助工装进行安装的过程为:(1)将冰球1底面朝上,将两个定位件3从冰球1相对两侧水平直线运动靠拢,直到两个定位件3的圆弧定位面311都贴靠冰球1周面,且两个定位件3的抵接面35相抵靠,参见图11和图12;(2)将八个泡钉2分别插入到定位件3的八个定位缺口33中,并与定位缺口33的侧面贴紧,完成定位,钉杆部21部分的插入到冰球1底面中,参见图13;(3)将两个定位件3以水平直线运动方式抽离冰球1,泡钉2从定位缺口33中脱出,参见图14;(4)将所有泡钉2的钉杆部21全部装入到冰球1中,参见图15,安装完成。
[0080]
实施例三:
[0081]
参见图16至图22,为实施例三的结构和工作示意图。在本实施例中,冰球1上泡钉2数量n为8,辅助工装由两个定位件3构成,参见图9,每个定位件3上都设有4个定位缺口33,分别用于4个泡钉2的定位安装。两个定位件3通过铰接方式连接好,能够相对转动至张开或者靠拢,在泡钉2部分插入在冰球1底面后,两个定位件3采用转动的方式抽离冰球1至分开。通过铰接连接的方式,使得两个定位件3在冰球1上安放好后,两者的相对位置固定,不会再发生变化,两个定位件3上的定位缺口33相对位置也被固定住。
[0082]
在本实施例中,参见图17,定位件3包括一个连接部38,连接部38连接在侧定位板31一端侧,两个定位件3的连接部38通过一个铰接轴4连接,能够绕着铰接轴4相对转动至合拢或分开。优选地,定位件3还包括一个按压部39,按压部39与连接部38连接,并且按压部39和侧定位板31分别位于铰接轴4两侧,按压部39用于方便操作两个定位件3转动,通过操作两个定位件3上的按压部39靠拢或分开,即可操作两个定位件3转动分开或靠拢,其结构和
原理类似于夹子,将两个定位件3转动张开后再合拢夹持在冰球1两侧,参见图19。
[0083]
在本实施例中,两个定位件3上的定位缺口33数量相同,优选地,两个定位件3的结构相对称,方便制造。在本实施例中,底定位板32主要包括几个条形板,定位缺口33设置在条形板端部,能够简化底定位板32结构。
[0084]
在本实施例中,参见图17,定位件3上的定位缺口33的开口朝向圆弧定位面311内侧(其圆心所在一侧),能够使定位件3在转动张开时能够使泡钉2的钉杆部21顺利脱出即可。优选地,定位缺口33也为半圆孔,也即定位缺口33的侧面为半圆弧面,其半径与泡钉2的钉杆部21半径相同。进一步优选地,在定位缺口33的开口处都设有一个延伸弧形槽37,延伸弧形槽37宽度等于定位缺口33直径,与定位缺口33的开口平滑衔接,所有延伸弧形槽37的圆心都位于两个定位件3的转动中心,也即以铰接轴4为圆心,在将泡钉2插入定位缺口33中时,延伸弧形槽37能够更好地将泡钉2稳定在呈半圆孔的定位缺口33中,并且当定位件3绕铰接轴4转动时,泡钉2的钉杆部21在延伸弧形槽37中能够顺利相对移动,不会影响定位件3离开冰球1。
[0085]
在本实施例中,底定位板32上定位缺口33也都位于一个定位基圆上,且该定位基圆与圆弧定位面311同轴,定位缺口33之间等距,同时,两个定位件3之间的连接尺寸也根据冰球1半径尺寸设置,使两个定位件3夹持安装在冰球1上时,所有相邻定位缺口33之间的距离相等。这样辅助工装用于泡钉2在冰球1底面上的环形阵列式安装。定位缺口33的中心与圆弧定位面311的距离大于泡钉2的头部的半径,具体设置根据泡钉2安装点到冰球1周面之间距离确定。
[0086]
采用本实施例的辅助工装进行安装的过程为:(1)将冰球1底面朝上,操作两个定位件3的按压部39,将两个定位件3转动至分开,并位于冰球1两侧,然后操作两个定位件3转动靠拢,直到两个定位件3的圆弧定位面311都贴靠冰球1周面,参见图18和图19;(2)将8个泡钉2分别插入到定位件3的8个定位缺口33中,并与定位缺口33的侧面贴紧,完成定位,钉杆部21部分的插入到冰球1底面中,参见图20;(3)操作两个定位件3转动分开,定位件3从冰球1上离开,泡钉2从定位缺口33中脱出,参见图21;(4)将所有泡钉2的钉杆部21全部装入到冰球1中,参见图22,安装完成。
[0087]
在上述三个实施例中,由于冰球1底面上的泡钉2是以冰球1中心轴线为圆心环形阵列布置的,因此冰球1底面上用于泡钉2安装的安装点位置,只需要考虑到周面的距离、以及各个安装点之间的相对距离,因此,根据上述两个尺寸,设置定位件3上的定位缺口33与圆弧定位面311之间距离、以及相邻两个定位缺口33的间距,同时对于采用由两个定位件3构成辅助工装时,还需要确定好两个定位件3在冰球1上安装好时两个定位件3上的定位缺口33相对位置,确保所有定位缺口33在冰球1底面上环形阵列布置。当然,在其他的实施例中,冰球1底面上的泡钉2也可以不按照上述所示的环形阵列方式进行布置,对应地,根据泡钉2的安装点在冰球1底面上设置来确定定位件3上的定位缺口33的位置,只要做到定位件3在在冰球1上安装好时定位缺口33都正好分别位于对应的安装点上即可。
[0088]
本实用新型中,定位件3中的定位缺口33的形状,也不限于半圆形等,也可以是方形的、三角形等其他形状,能够满足对泡钉2的钉杆部21进行定位,同时能够使钉杆部21从开口中顺利脱出即可。
[0089]
本实用新型的辅助工装,具有以下有益效果:结构简单,使用方便,制造和使用成
本低,能够快速地实现泡钉2在冰球1上的定位安装,定位准确,使泡钉2发挥最好的减小摩擦阻力的效果。
[0090]
综上所述,本实用新型有效克服了现有技术中的种种缺点而具有高度产业利用价值。
[0091]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1