多功能智能数控建筑木模板涂胶封边机的制作方法
多功能智能数控建筑木模板涂胶封边机
1.技术领域:本发明涉及一种多功能智能数控建筑木模板涂胶封边机。
2.
背景技术:
建筑行业,由于是传统行业,早已形成行业体系,其设计、施工等都有规范的流程和国家标准。建筑工程中要大量使用模板,其中木质模板因其易加工、成本低的特点,目前在使用中仍然占大部分市场,是模板工程中的首选。木模板制作过程中首先要根据设计图纸进行切割板材和钻孔,不同形状的模板要均布钻孔,这些钻孔是为了后面穿钢筋对拉螺栓紧固模板使用。为了避免切口和钻口处在浇筑时吸收混凝土中的水而膨胀,这样的膨胀既可以造成混凝土浇筑缺陷,又影响模板的周转次数。因此,模板制作过程中另一个重要环节是在切口处和钻口处涂胶封边。
3.随着科技的发展,工业进入工业4.0时代,人工智能已经走进各个领域,在模板工程领域也有所体现。由于建筑信息化模型(bim)的应用,使得数控切开料机得到广泛应用,可以完成精准的切割、转孔,大大提高了生产效率,降低了工人劳动强度,改善了工作环境。然而,涂胶封边环节一直还需要人工操作,然后自然风干,生产效率低,与数控开料机效率不匹配,产生严重滞后,而且手工封边质量不易控制、而且封边涂料多为有机溶剂,含有有毒有害物质、多又一定挥发性,对操作工人及周边环境容易造成伤害和污染。
4.现有专利“一种环保型建筑模板封边机cn201920724518.8”主要着眼对于环保涂料的配制以及针对矩形模板侧边的涂刷,由于没有数控,对于其他几何尺寸成形模板制作困难,特别是没有考虑到钻孔的涂刷。
5.现有专利“一种建筑模板涂胶装置cn207899701u”考虑到了胶的盛放,设置有盛胶盒,同业只适用于较大规则的矩形模板,也没提及钻孔的处理。没有考虑胶的定量定组份自动配置供给以及容器内剩余尾胶的清洗、清缸处理问题,可能造成停工后胶的容器缸内凝固,给人工清理带来麻烦,不够智能实用。
6.现有专利“一种快速成型的模板涂胶机cn201820177980.6”主要针对加工板材厂生产标准化模板使用。模板的规格尺寸都是统一的,而且没有钻孔问题。应用领域不是按照设计要求制作的施工现场加工成型的模板。
7.
技术实现要素:
本发明的目的是提供一种多功能智能数控建筑木模板涂胶封边机,实现集定量配料、扫吸除尘、涂胶封边、加热烘干、清缸清洗为一体的数控智能加工机,适用性广泛,安装操作简便,节能环保,高效智能,使用成本低。
8.上述的目的通过以下的技术方案实现:一种多功能智能数控建筑木模板涂胶封边机,其特征在于,包括:机器台架、数控控制部件,所述的机器台架上顺次安装有辅助定位部件、传导动力部件、除尘扫吸部件、涂胶封边部件、热风烘干部件,所述的涂胶封边部件分别与气源动力部件、供胶循环部件、循环清洗部件连接,所述的供胶循环部件与配胶搅拌部件连接。
9.进一步地,所述辅助定位部件包括夹紧手轮、导向夹板、辅助工作台、一组红外传
感器,所述的红外传感分别按需设置在所述机器台架上;所述辅助工作台安装与所述机器台架顶端固定居中等高连接;所述导向夹板安装在所述辅助工作台上,所述导向夹板一端为固定端,所述导向夹板另一端为移动端;所述夹紧手轮安装在所述辅助工作台的一侧,所述夹紧手轮安与所述导向夹板另一端通过传动机构连接,摇动所述夹紧手轮,能使所述导向夹板水平移动。
10.进一步地,所述传导动力部件包括动力导辊组件、导向导轮组件,所述的动力导辊组件包括上下排列的2个动力导辊,2个所述的动力导辊组成使用,所述的导向导轮组件包括上下排列的2个导向导轮,2个导向导轮组合使用;位于上方的所述的动力导辊、所述的导向导论安装在弹簧上支架上,位于上方的所述的动力导辊、所述的导向导论安装在弹簧下支座上;所述弹簧下支座安装于所述机器台架上,所述弹簧下支座水平中线安装在相同水平高度上;所述弹簧上支架上部与动力气缸连接,所述弹簧上支架下部与上部轴连接,所述动力气缸开合由控制电磁阀通断高压气体进行控制,所述的控制电磁阀与气管连接,位于下部的所述动力导辊的下部轴与伺服电机连接。
11.进一步地,所述除尘扫吸部件包括壳体上盖、壳体下盖,所述的壳体上盖、所述的壳体下盖之间安装有上部毛刷帘、吸尘风机、下部毛刷帘,所述的壳体下盖通过除尘管路与吸尘回收器连接。
12.进一步地,所述涂胶封边部件包括涂胶仓上壳、涂胶仓下壳,所述的涂胶仓上壳、涂胶仓下壳之间安装有涂胶封边主机、夹紧胶辊组件、外侧刮板、内侧刮板,所述胶仓壳体上壳内安装有辅助温控设备;所述的涂胶仓主机包括外侧胶帘、内侧胶帘,所述的外侧胶帘比所述的内侧胶帘长,所述的外侧胶帘、所述的内侧胶帘均包括胶帘仓管、胶帘控制泵,所述的胶帘仓管顶部竖直安装有胶帘胶路管路,所述胶帘仓管中下部安装有有倾斜向上的胶帘水/气路管路,所述胶帘仓管下部连通胶帘头;所述喷胶头组件包括水平喷胶头、纵向喷胶头、孔位喷胶头,所述的水平喷胶头、所述的纵向喷胶头、所述的孔位喷胶头连接分别与喷胶头控制泵、喷头胶路管路、喷胶头水/气路管路连接;一组所述水平喷胶头安装在横梁上,所述的横梁安装在可垂直上下运动的运动丝杠一上,所述水平喷胶头沿水平坐标x轴左右移动;所述纵向喷胶头安装在纵向可移动的运动丝杠二上;所述孔位喷胶头为双排排列,每排所述孔位喷胶头为2个,所述的孔位喷胶头均安装在横向可水平运动的运动丝杠三上;所述的运动丝杠一、运动丝杠二、运动丝杠三由伺服电机驱动;所述的夹紧胶辊组件包括水平夹紧胶辊、纵向夹紧胶辊,所述的水平夹紧胶辊安装在所述水平喷胶头后方,所述的纵向夹紧胶辊安装在所述的纵向喷胶头后方;2组所述纵向喷胶头、所述纵向夹紧胶辊相对位置不变共同分别与伺服转轴一、伺服转轴二连接,所述伺服转轴一、所述的伺服转轴二安装在伺服转轴底座上,所述伺服转轴
底座固定在所述机器台架上。
13.进一步地,所述热风烘干部件包括导热风扇组,所述导热风扇组安装在壳体内侧顶部,水平加热器安装在所述导热风扇组下方,竖直加热器安装在壳体内侧竖直立面处,所述的壳体内部还安装有一组温度传感器。
14.进一步地,所述气源动力部件由气源空压机、油水分离器阀门、气路管路构成,所述气源空压机通过所述的胶帘水/气路管路与胶帘仓管连接,所述气源空压机通过所述的喷胶头水/气路管路与水平喷胶头、纵向喷胶头、孔位喷胶头连接。
15.进一步地,所述供胶循环部件包括单位量胶罐,所述的单位量胶罐与循环管路之间安装有定量计量泵,所述的循环管路上安装有循环胶泵,所述的循环管路的接口处分别安装有单向止回阀一、单向止回阀二;所述单位量胶罐通过胶帘胶路管路与胶帘仓管联通。
16.进一步地,所述循环清洗部件由清洗液机、循环清洗泵、清洗管路、排污处理器构成;胶帘仓管通过胶帘水/气路管路与所述循环清洗部件联通;水平喷胶头、纵向喷胶头、孔位喷胶头通过所述的喷胶头水/气路管路与与所述循环清洗部件联通。
17.进一步地,所述配胶搅拌部件包括a组份胶罐、b组份胶罐,所述的a组份胶罐通过管路与定量计量泵一连接,所述的b组份胶罐通过管路与定量计量泵二连接,所述定量计量泵一、所述的定量计量泵二与配料罐连接,配料搅拌器安装在所述配料罐中心底部位,所述的配料搅拌器由直流电机驱动,所述配料罐经过胶路管路与所述供胶循环部件中的单向止回阀一、单向止回阀二连接。
18.本发明的有益效果:本发明适用性广泛,国标木质模板均能适用。可与数控开料机数据互通对接,可数控实施批量相同裁切尺寸的模板,也可手动控制加工小量或单个的特殊要求裁切尺寸的模板。可精准控制水平、纵向、孔位喷头、内外侧胶帘的各项参数,精准涂刷,图层厚度均匀且可控减少材料使用。
19.本发明结构简单,结实耐用,安装调试简单,搬运方便,特别适用于建筑施工现场环境。功能集成度高,除尘、涂胶封边、烘干一体化实现,质量稳定。对于锯边和钻孔一次性流程就能全部完成涂胶封边,单个模板加工效率高。智能化程度高,适合工人简单培训后上岗,操作易学易懂。
20.本发明能实现单组份或双组份涂料剂的定量配比,定量供给,循环使用,日常缸内剩余尾胶量小,节约材料成本。有清洗盛胶缸体、管路的功能,能实现水溶性或对应有机溶剂的清洗刷缸,解决日常下班,长时间停工的设备清洁和保养问题。
21.本发明闭环控制设计、多传感器反馈信息,设备安全性、稳定性高。耗材少,日常维护成本低,便于广泛推广和长时间使用。
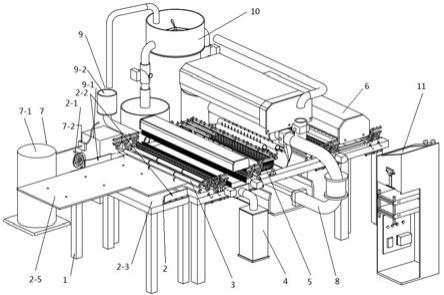
22.附图说明:附图1是本发明的结构示意图。
23.附图2是本发明传导动力部件的结构示意图。
24.附图3是本发明除尘扫吸部件的结构示意图。
25.附图4是本发明供胶循环部件的结构示意图。
26.附图5是本发明配胶搅拌部件的结构示意图。
27.附图6是本发明热风烘干部件的结构示意图。
28.附图7是本发明涂胶封边部件的结构示意图。
29.附图8是本发明多孔伞状喷头嘴的结构示意图。
30.附图9是本发明附图7中a的局部放大图。
31.附图10是附图9中竖直向下胶管路的结构示意图。
32.附图11是胶帘头间隙缝结构喷头嘴的结构示意图。
33.附图12是本发明扁平间隙缝喷头嘴的结构示意图。
34.附图13是本发明数控控制部件的结构示意图。
35.附图14是本发明人机交互界面的示意图。
36.具体实施方式:为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例1:本发明提供了一种多功能智能数控建筑木模板涂胶封边机,主要分为主体部分和辅助部分两部分组成,所述主体部分主要由机器台架1、辅助定位部件2、供胶循环部件8、除尘扫吸部件4、涂胶封边部件5、热风烘干部件6、传导动力部件3构成,是实现涂胶封边主功能必不可少的组成部分,所有部件均纵向排列按规定顺序安装在所述机器台架上,且部件水平中心线处于相同标高,满足加工模板顺序通过要求。辅助部分主要由配胶搅拌部件10、气源动力部件7、循环清洗部件9、数控控制部件11构成,辅助部分是为实现主体功能所需的配套部件,但是却是提高设备智能化、数字化的关键,确保机器能稳定高效长时间循环使用。
38.实施例2:根据实施例1所述的多功能智能数控建筑木模板涂胶封边机,下面从操作人员使用流程的角度将各部件功能相结合,进行综合阐述。
39.首先,数控控制部件如图13所示,由数控机柜11-1、工控机11-2、集成plc控制器11-3、触摸控制屏11-4、条码扫描枪11-5、整机启动按钮11-6、整机急停按钮11-7构成。所述工控机11-2安装在所述数控机柜11-1内,作为整机指令中心。所述主控程序存储和运行在所述工控机11-2上,通过所述触摸控制屏4进行人机交互界面如图14所示,所述工控机11-2通过数据线与所述plc控制器11-3通信,给所述plc控制器11-3发出指令。所述plc控制器接收所述各传感器的信号,按主程序指令控制所述伺服电机、所述电磁阀启闭、所述加热器、风扇启闭、所述定量计量泵动作,控制整个设备各部件协调联动,完成各项工作。
40.所述条码扫描枪11-5与所述工控机11-2进行连接,可作为快速信息录入设备,可通过扫描模板上的条码,直接获取加工模板的几何尺寸及空间坐标信息,实现控制坐标的快速生成。所述数控机柜11-1上部设置所述整机启动按钮11-6和整机急停按钮11-7。所述人机交互操作界面中标题栏11-8主要包括:加工生产、配料供料、清洗、气源、设备控制、报
栏中输入本批次加工模板地数量,后点击所述“数据生成”按钮,程序将在所述模型预览框11-10中仿真呈现本批次加工模板的几何尺寸模型,包括边、孔位置坐标,并呈现基准边示意图形11-11,并生成批量生产控制程序。所述基准边示意框11-11是操作人员加工模板时的上料基准。
47.操作人员分别依次将待加工模板端点坐标,圆心坐标,直径等数据输入后点击所述数据生成按钮,程序将在所述模型预览框11-12中仿真呈现本批次加工模板的几何尺寸模型,包括边、孔位置坐标,根据程序算法测算显示出最佳基准边示意11-11,并生成生产控制程序。
48.实施例6:根据实施例5所述的多功能智能数控建筑木模板涂胶封边机,如附图1所示,所述辅助定位部件由夹紧手轮2-1、导向夹板2-2、辅助工作台2-3和按需要设置在所述机器台架1各处的红外传感器2-4构成,实现加工模板初始基准点定位以及各步工序间传导定位的信号反馈。所述辅助工作台安装与所述机器台架顶端固定居中等高连接。所述导向夹板安装在所述辅助工作台上,左端为固定端,右端为移动端。所述夹紧手轮2-1安装在所述辅助工作台的左2-3侧,与所述导向夹板2-2右端有传动机构连接,摇动所述夹紧手轮2-1,能使所述导向夹板2-2的右端水平向左移动。
49.操作人员将所述待加工模板2-5放置在所述辅助工作台2-3上,根据所述基准示意边将该边靠近所述导向夹板2-2的左边内侧,摇动所述夹紧手轮2-1使所述导向夹板2-3右侧向左移动夹紧所述待加工模板2-5。以所述导向夹板3左侧为靠尺向前推动所述待加工模板2-5沿y轴方向移动,直至触发所述红外传感器2-4,触发信号反馈给所述集成plc控制器控制所述传导动力部件动作。
50.实施例6:根据实施例5所述的多功能智能数控建筑木模板涂胶封边机,如图2所示,所述传导动力部件由动力导辊组件3-1、导向导轮3-2、伺服电机3-3、弹簧上支架3-4、弹簧下支座3-5、动力气缸3-6、控制电磁阀3-7、气管3-8、上部轴3-9、下部轴3-10构成。所述动力导辊3-1导向导轮3-2安装在压力弹簧上支架3-4、下支座3-5上,所述弹簧下支座3-4安装于所述机器台架1上,水平中线安装在相同标高上,所述伺服3-3电机与所述动力导辊1下部轴3-10连接,所述弹簧上支架3-4上部与所述动力气缸3-6相连接,下部与上部轴3-9连接,所述动力气缸3-6由所述高压空气驱动。所述集成plc控制器通过控制所述控制电磁阀3-7通断高压气体进行控制所述动力气缸闭合,对中夹紧所述待加工模板2-5。所述伺服电机3-3通过下部轴3-10动力导辊3-1将动力传导给所述待加工模板2-5带动其向前运动。所述集成plc控制器通过控制所述伺服3-3电机转动量,精准控制所述待加工模板2-5向前行进的距离。
51.实施例7:根据实施例6所述的多功能智能数控建筑木模板涂胶封边机,图1中,所述待加工模板2-5在所述动力导辊3-1的作用下进入除尘扫吸器18。如图3所示,所述除尘部件由壳体上盖4-1、上部毛刷帘4-2、吸尘风机4-3、下部毛刷帘4-4 、壳体下盖4-5、管路4-6 、吸尘回收器4-7构成。对模板表面残留锯末等进行扫、吸、吹除尘清洁,为下一道涂胶封边做好准备工作,所述吸尘回收器4-7起到回收锯末等颗粒废物,避免杂质污染胶仓、喷头,避免影响涂刷质量,避免扬尘对环境造成二次污染。
52.通过所述除尘部件后,所述待加工模板2-5触发到设置在所述机器台架的红外传感器,触发信号反馈给所述集成plc控制器控制所述下一组传导动力部件动作。依次类推完成所述待加工模板在可精准控制下逐级向前运动的传递传导。
53.实施例8:根据实施例7所述的多功能智能数控建筑木模板涂胶封边机,所述待加工模板在所述动力导辊的作用下进入涂胶封边部件,如附图7
‑ꢀ
12中所示:所述涂胶封边部件包括涂胶仓上壳5-26、涂胶仓下壳5-27、水平喷胶头5-1、纵向喷胶头5-2、孔位喷胶头5-3、运动丝杠5-4、外侧胶帘5-11、内侧胶帘、水平夹紧胶辊5-18、纵向夹紧胶辊5-17、各连通管路、外侧刮板5-13、内侧刮板5-14、各类传感器、竖直向下胶管路5-20、倾斜向上水/气管路5-21、胶帘头间隙缝结构5-23。
54.所述胶仓壳体5-26上壳内安装有辅助温控设备,根据所述温度传感器反馈信息以及实施环境温度的监测,自动开启可加热、可通风散热双向调节使涂装胶温度能达到最佳工况温度。上所述单位量胶罐子通过管路与所述内外侧胶帘和所述各喷头胶路连接,供给涂料胶。所述胶仓壳体地下壳与所述供胶循环部件8中所述循环管路连接,在所述循环胶泵8-4的作用下,涂料胶在所述供胶循环部件与所述涂胶封边部件5共同构成的循环胶路中循环运动。
55.进一步地,胶帘和所述喷头组件是整个机器设备的核心构件。所述胶帘分外侧胶帘5-11、内侧胶帘5-12,所述的外侧胶帘5-11比所述的内侧胶帘5-12长,所述的外侧胶帘5-11,外侧胶帘、内侧胶帘为了保证胶淋没有遗漏,行进中胶淋,双保险,可控开启,速度慢一侧即可,外侧胶帘5-11、内侧胶帘5-12是和刮板(外侧刮板5-13、内侧刮板5-14)配合使用的,胶淋范围一定是覆盖侧边的,上边的其实是无效的,后期通过刮板去除,留下侧边孔边。主要是针对无模型数据的模板,不能精准控制各边、孔位喷涂时采用的。
56.内侧胶帘、外侧胶帘开启时喷出的胶有重叠,形成一个胶面。
57.所述的内侧胶帘5-12均包括胶帘仓管5-8、胶帘控制泵5-15,所述的胶帘仓管5-8顶部竖直安装有胶帘胶路管路5-9,连通所述胶帘仓管与所述单位量胶罐,所述胶帘仓管5-8中下部安装有有倾斜向上的胶帘水/气路管路5-10,连通所述胶帘仓管与所述辅助部分中所述气源空压机部件和所述循环清洗部件管路。所述胶帘仓管5-8下部连通胶帘头5-7;所述胶帘头采用间隙缝结构,便于表面张力较大的乳浊液涂料胶能形成均匀的胶帘面,不会出现短线情况。所述内外侧胶帘均可由所述胶帘控制泵分别控制,控制因素至少应包括启停时间、压强、速度。
58.所述喷胶头组件包括水平喷胶头5-1、纵向喷胶头5-2、孔位喷胶头5-3,所述的水平喷胶头5-1、所述的纵向喷胶头5-2、所述的孔位喷胶头5-3连接分别与喷胶头控制泵5-16、喷头胶路管路5-5、喷胶头水/气路管路5-6连接;所述喷胶头控制泵是多路分控结构设计,可对水平、纵向、孔位喷胶头分别控制,对每一种喷头中能做到分组控制,控制因素至少包括启停时间、压强、速度。所述喷胶头末端均采用多孔伞状喷头嘴5-22或扁平间隙缝喷头嘴5-24,最终采取何种结构,可视实际测试结果最终确定。所述两种喷胶头嘴结构根据控制参数调节,可形成不同的锥形体面或矩形体面。
59.一组水平喷胶头5-1安装在横梁上,所述的横梁安装在可垂直上下运动的运动丝
杠一上,所述水平喷胶头5-1沿水平坐标x轴左右移动,所述每一组喷胶头数量以所述喷头嘴喷出面叠加能形成均匀的覆盖面为宜,可视实际测试结果最终确定。
60.所述纵向喷胶头5-2安装在纵向可移动的运动丝杠二上;所述孔位喷胶头5-3为双排排列,每排所述孔位喷胶头5-3为2个,所述的孔位喷胶头均安装在横向可水平运动的运动丝杠三上;所述的运动丝杠一、运动丝杠二、运动丝杠三由伺服电机3-3驱动;综上所述各运动丝杠均由伺服电机驱动可按照相应控制指令带动喷胶头精准移动到所需空间坐标位置。
61.实施例9:根据实施例8所述的多功能智能数控建筑木模板涂胶封边机,所述的夹紧胶辊组件包括水平夹紧胶辊5-18、纵向夹紧胶辊5-17,所述的水平夹紧胶辊5-18安装在所述水平喷胶头5-1后方,所述的纵向夹紧胶辊5-17安装在所述的纵向喷胶头5-2后方;水平夹紧胶辊5-18、纵向夹紧胶辊5-17安装在可控制移动的所述运动丝杠上,所述水平夹紧胶辊可延水平坐标x轴左右移动,主要对应作用于所述加工模板的前后边,所述纵向夹紧胶辊可延水平坐标x轴相向对中移动,以便适应不同尺寸规格地模板,主要对应作用于所述加工模板的两个侧面,其作用都是将对应涂刷边的涂胶压实涂抹均匀。
62.所述纵向喷胶头5-2、所述纵向夹紧胶辊5-17相对位置不变共同与伺服转轴一5-19、伺服转轴二5-25连接,所述伺服转轴5-25安装在伺服转轴底座上,所述伺服转轴底座固定在所述机器台架1上。
63.实施例10:根据实施例9所述的多功能智能数控建筑木模板涂胶封边机,所述工控机主程序算法,将所述待加工模板的数据生成转换成所述生产控制程序,通过数据线与所述plc控制器通信,给所述plc控制器发出指令。所述集成plc控制器智能控制中,所述运动丝杠5-4、胶帘控制泵5-15、喷胶头控制泵5-16、纵向夹紧胶辊5-17、水平夹紧胶辊5-18、伺服转轴一5-19、伺服转轴二5-25按照既定程序精准联动,完成对所述待加工模板2-5切口、钻孔处的精准涂胶封边。
64.实施例11:根据实施例10所述的多功能智能数控建筑木模板涂胶封边机,所述待加工模板在所述动力导辊的作用下进入所述热风烘干部件,所述热风烘干部件由导热风扇组6-1、水平加热器6-2、竖直加热器6-3、温度传感器6-5、壳体6-4构成。所述水平竖直加热器的启停、温度设定、风扇开启数量、转速等均由所述集成plc控制器根据主控程序智能控制。
65.实施例12:根据实施例11所述的多功能智能数控建筑木模板涂胶封边机,所述模板涂胶封边机以胶路循环回路为主要回路,所述清洗液管路回路、所述气源管路回路均与胶路连通,通过相应所述气路阀门7-2、单向止回阀一8-3、单向止回阀二8-6的启闭,实现所述清洗液管路9-3及所述空气管路与胶路的导通和关闭,从而实现对整个胶路回路的循环高压吹洗、加压气体风干的功能。所述集成plc控制器可根据具体设定程序,控制所述循环清洗泵9-2、气源空压机7-1、循环胶泵8-4动作,控制所述气路阀门7-2、单向止回阀一8-3、单向止回阀二8-6的启闭,具体参数均可在所述触摸控制屏上点击标题栏中选项卡“清洗”进入操作界面
进行设定。
66.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1