一种JIS-18型刨花板制造工艺的制作方法
一种jis
‑
18型刨花板制造工艺
技术领域
1.本发明属于人造板技术领域,涉及刨花板,特别涉及一种jis
‑
18型刨花板制造工艺。
背景技术:
2.刨花板是将木材加工剩余物、木屑或非木材原料,如亚麻屑、农作物秸秆等加工成一定含水率的碎料,混以胶黏剂、防水剂热压制造而成的一类人造板。原料属于资源综合利用,同时生产过程中的能耗消耗较低,可保护生态环境可持续发展。产品可应用于定制家居、室内装饰装修、家具、包装、集装箱板等诸多领域。
3.刨花板采用表层细腻刨花,芯层为大片刨花,先干燥后施胶的加工方式,不仅有利于节约资源,同时可以兼顾表面加工效果以及提升板材的静曲强度。在家具制造中,像木门、衣柜门、书柜的隔板等,板材的静曲强度对后期家具使用过程中的变形、蠕变有重要影响。随着近年来装修风格的转变,轻奢简约深受消费者的喜爱。装饰衣柜、墙、木门等越来越多的采用一板到顶,大幅面的平面风格。然而幅面越大,对板材的形变要求越高。
4.在这种消费需求背景下,开发一种高静曲强度、低吸涨高防潮刨花板,对提升板材性能、进一步拓展刨花板的应用有重要作用。
技术实现要素:
5.针对上述现有技术中存在的不足,本发明的目的是提供一种jis
‑
18型刨花板制造工艺。
6.一种jis
‑
18型刨花板制造工艺,包括削片
→
刨片筛选
→
干燥分选
→
调施胶
→
铺装
→
预压
→
热压
→
冷却、调质
→
砂光分等,其中:
7.所述刨片筛选工序中,芯层刨花厚度0.3~0.7mm,长宽30~100mm,其中大片刨花的占比30~35%;表层细料刨花的占比34~38%;
8.所述调施胶工序中,采用酚醛
‑
三聚氰胺改性脲醛树脂胶(mupf)对表芯层分层调施胶,其中表层mupf胶水施胶量为9~12%,防水剂添加量0.4~0.8%,均相对于表层绝干刨花质量;芯层mupf胶水施胶量7~9%,熔融石蜡添加量0.5~1%,均相对于芯层绝干刨花质量比;
9.所述酚醛
‑
三聚氰胺改性脲醛树脂胶(mupf),其制备方法包括步骤如下:
10.1、进甲醛f1,加碱调节ph值至8.8~9.2;
11.2、加入尿素u1,升温至85℃反应15min,加酸调节ph为4.4~4.6,在90~92℃反应,直至在冰水中出现水雾;
12.3、调ph为6.0~6.3,加入尿素u2,在90℃反应15~20min,胶液呈透明状态;
13.4、调节ph至9.0~9.8,加入三聚氰胺后加入第二次甲醛f2,温度降至80℃,升温至90~92℃,当反应至透明后,测ph,保持ph在9.0~9.5反应;
14.5、在90℃反应10~15min,加入苯酚和第三次甲醛f3,85~90℃反应,直至水溶性
350%(水温25℃),冷却至80℃直至水溶性250%(水温25℃);
15.6、保持ph为9.0~9.5,迅速降温至70~75℃时,加入尿素u3,反应20~25min后,冷却至40℃,调节ph为8.5~9.0,出胶;
16.反应物料中,苯酚质量占总胶液的质量比例在1~3%,三聚氰胺质量占总胶液的质量比例在15~25%,f1/(u1+u2)摩尔比在2.0~2.2;总摩尔比在0.85~0.90。
17.本发明较优公开例中,所述碱为30wt%的氢氧化钠溶液,所述酸为20wt%的甲酸溶液。
18.本发明较优公开例中,所述削片工序中,所用木材原料为枝丫材、木材加工断头料等,削片后木片长度为80~100mm,厚度为1~3mm。
19.本发明较优公开例中,所述刨片筛选工序中采用超强刨花板专用刨片机,伸刀量为0.7~0.9mm,刀门间隙为1.5~2.0mm,叶轮7片,转速500~700r/min,制得较普通刨花板更大、更薄片形的刨花。
20.本发明较优公开例中,所述干燥分选工序中,将制好的刨花、锯糠进入干燥机干燥,干燥进口温度220~230℃,出口温度110~120℃,干燥后刨花含水率为1.5~2.5%。
21.本发明较优公开例中,所述调施胶工序中,所述防水剂为乳化石蜡,固含量40~45%;所述熔融石蜡为乳化石蜡56
‑
58号半精炼石蜡。
22.本发明较优公开例中,所述铺装工序中,通过调整水分添加量,使得表层刨花含水率12~15%,芯层刨花含水率6~9%;调整铺装密度,保证板坯密度在660~700kg/m3之间;同时为提高静曲强度,减少表层细料的比例,其中表层刨花与芯层刨花质量之比为34~38:62~66。
23.本发明较优公开例中,所述热压工序中,采用分区定厚热压控制法,其中1~6框架为一区,7~12框架为2区,13~18框架为3区,19~23框架为4区;一区热压温度230~240℃、二区温度200~220℃、三区温度185~200℃,四区温度160~170℃;热压因子4~6s/mm,热压压力0.5~4mpa。
24.jis
‑
18型刨花板需要通过耐水煮浸泡试验,胶水需要有高防潮性能,本发明将疏水性的三嗪环(三聚氰胺)和苯环(苯酚)结构通过羟甲基化和共缩聚反应引入到脲醛树脂中,有利于提高脲醛树脂固化后的交联密度,同时封闭尿素结构单元中亲水性酰胺结构,降低水解反应的可及性,提高树脂的耐水性、交联强度。此外,树脂中游离的酚羟基可以清除树脂老化过程中产生的自由基,达到增强树脂耐候耐用性的作用。通过提升自身胶黏剂的耐水解性,可以提高刨花板的耐水性、交联度。
25.本发明所制备的刨花板力学性能达到日本工业标准jis a 5908:2015中素面刨花板18型质量要求,甲醛释放量达到日本f
☆☆☆☆
级。
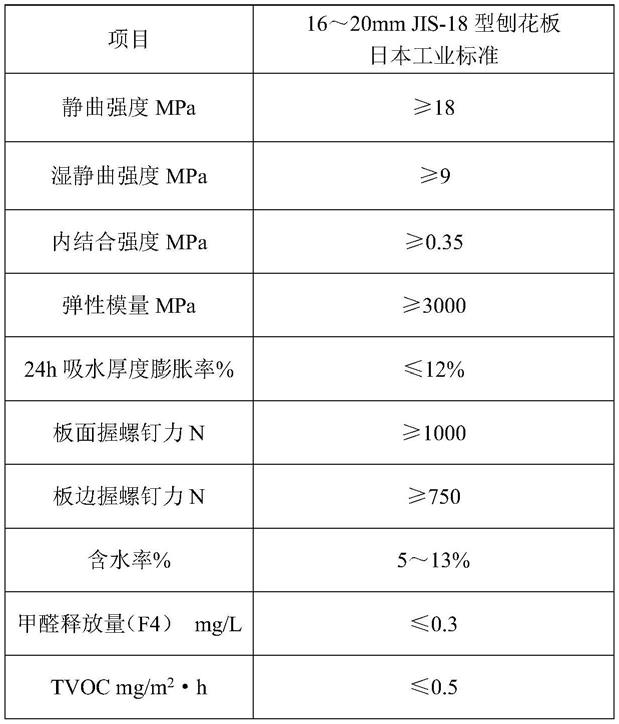
26.jis
‑
18型刨花板考虑使用特性和使用环境,与普通刨花板相比,关键点在于:1、芯层刨花形态更大更薄;2、铺装更均匀,表层细料尽可能少;3、更好的防水性和更高的防潮性能。板材的高静曲强度、低吸涨、高防潮是关键性能数据。
27.以16~20mm厚度为例,jis
‑
18型刨花板的性能指标满足jis a 5908:2015,如下表:
[0028][0029]
有益效果
[0030]
本发明采用苯酚、三聚氰胺改性脲醛树脂作为胶黏剂,制成的刨花板具有很好的力学强度、防潮及耐冷热循环效果。对刨片工段进行改进,获得一定比例大片刨花形态,可提升刨花板的静曲强度。不仅提升刨花板的形变稳定性,同时进一步提升了刨花板在结构用材的比例,拓展其在更多高要求领域的应用。
具体实施方式
[0031]
下面结合实施例对本发明进行详细说明,以使本领域技术人员更好地理解本发明,但本发明并不局限于以下实施例。
[0032]
实施例
[0033]
一、mupf胶水制备工艺如下:
[0034]
投料量:f1=1000kg(37%),u1=340kg,u2=340kg,m=2000kg,f2=2000kg(37%),phenol=100kg,f3=1000kg(37%),u3=1300kg;
[0035]
操作步骤:
[0036]
1、进甲醛f1,加碱调节ph值至9.2;
[0037]
2、加入尿素u1,开蒸汽升温至85℃,在85℃反应15min,加酸调节ph为4.5,在90~92℃反应,直至在冰水中出现水雾;
[0038]
3、调ph为6.03,加入尿素u2,在90℃下反应20min,胶液呈透明状态;
[0039]
4、调节ph至9.5,加入三聚氰胺m后加入第二次甲醛f2,温度降至80℃,升温至90~
92℃,当反应至透明后,保持体系的ph在9.2~9.5反应;
[0040]
5、在90℃下反应12min,加入苯酚phenol和第三次甲醛f3,85~90℃反应,直至水溶性350%(在水温25℃下),冷却至80℃直至水溶性250%(在水温25℃下);
[0041]
6、保持ph为9.0~9.5,迅速降温至70~75℃时,加入尿素u3,反应20~25min后,冷却至40℃,调节ph为8.5~9.0,出胶。
[0042]
二、刨花板制造工艺:
[0043]
采用枝丫材,通过削片机,获得长宽为80~100mm,厚度为1~3mm的木片;采用超强刨花板专用刨片机,刨片机伸刀量为0.7~0.9mm,刀门间隙为1.5~2.0mm,叶轮7片,转速在600转。制备出厚度为0.3~0.7mm,长宽在30~100mm的芯层薄刨花。添加砂光粉、锯糠等细料。控制刨片后大片刨花的占比在30~35%。将制好的刨花、细料等进入干燥机干燥,干燥进口温度控制在220~230℃,出口温度控制在110~120℃,干燥后刨花含水率为1.5~2.0%;表芯层分别施加mupf胶水,其中表层胶水的添加比例为12%,表层乳化石蜡的添加比例在0.5%;芯层胶水的添加比例为9%,熔融石蜡的比例在0.7%。采用表芯层分层铺装,其中表层与芯层施胶后刨花的重量比为36:64,表层施胶后细刨花的含水率在13%,芯层施胶后刨花的含水率在7%。热压温度设定为235、215、195、168℃,热压因子控制在5.7s/mm之间,热压压力范围在0.5~4mpa之间。
[0044]
所制得的jis
‑
18型刨花板检测数据见表1。
[0045]
表1 jis
‑
18型刨花板检测数据
[0046][0047]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1