一种弦槌的切割装置的制作方法
1.本技术涉及钢琴加工技术领域,尤其是涉及一种弦槌的切割装置。
背景技术:
2.钢琴声音的产生依靠于弦槌敲击琴弦,使琴弦产生振动,并通过弦码将振动能量传递给起共鸣作用的音板上,音板的振动在空气中产生疏密的波,发出我们所听到的钢琴的声音。弦槌的质量对钢琴的音色有着较大的影响,即钢琴弦槌的设计不同,所呈现的音色就不同。弦槌的加工需要用到切割装置,将包覆了毛毡的木条切割成一个个弦槌。
3.参考图1,相关的弦槌的切割装置,包括支架9,支架9上铰接有驱动杆91;驱动杆91周向焊接有传动杆92;传动杆92连接有切割组件93;支架9上固定连接有操作台面90;切割组件93固定连接于操作台面90;驱动杆91周向固定连接有复位弹簧94,复位弹簧94一端固定连接于驱动杆91周向,且复位弹簧94另一端固定连接于操作台面90的下表面,使得进行切割操作后,传动杆92能在复位弹簧94作用下恢复原位。切割组件93包括固定连接于操作台面90的支柱931,支柱931同轴开设有第一滑槽932,支柱931周向沿支柱931的轴向开设有第二滑槽933;支柱931周向焊接有连接件934,连接件934贯穿上下表面开设有第三滑槽935,连接件934侧面开设有第四滑槽936,第四滑槽936与第二滑槽933和第三滑槽935相连通,第四滑槽936内滑动连接有刀头937;刀头937一侧固定连接有连接块938,连接块938可在第四滑槽936和第二滑槽933内上下滑动,连接块938固定连接于传动杆92背向驱动杆91一端周向。
4.上述中的相关技术方案存在以下缺陷:采用人工踩压,驱动刀头进行切割,需要较大的力量才能切断木条,存在切割操作较为费力,影响生产效率的问题。
技术实现要素:
5.为了解决现有技术切割操作较为费力,生产效率较低的问题,本技术目的在于提供一种弦槌的切割装置。
6.本技术的申请目的是通过以下技术方案得以实现的:
7.一种弦槌的切割装置,包括支架和设置于支架上表面的操作台面,其特征在于:所述操作台面上表面固定连接有起到切割作用的切割件;操作台面下表面固定连接有用于驱动切割件上下运动的气缸驱动组件;切割件包括竖直方柱、l形滑动件、切割刀主体、限位板,l形滑动件包括竖向滑动板和一体成型于竖向滑动板一端的横板,竖向滑动板滑动连接于竖直方柱内;竖向滑动板背向横板的一端与气缸驱动组件相连接;横板背向竖向滑动板的一端与切割刀主体可拆卸连接;切割刀主体滑动连接于限位板内;限位板垂直固定连接于竖直方柱的周向。
8.通过采用上述技术方案,气缸驱动组件驱动l形滑动件沿竖直方柱的高度方向向下运动,带动切割刀主体沿限位板的高度方向向下运动,对放置于操作台面上的待切割木条进行切割操作,本技术中运用到了气缸驱动组件代替了人工踩踏驱动,降低了操作人员
的劳动强度,提升了弦槌的切割效率,从而提升整体的生产效率。
9.优选的,所述气缸驱动组件包括第一连杆、气缸、两根第一复位弹簧、复位板,第一连杆一端固定连接于竖向滑动板且另一端固定连接于复位板;气缸固定连接于操作台面下表面;气缸的推杆垂直朝向复位板的上表面;复位板上表面固定连接有位于气缸的推杆正下方的海绵块;第一复位弹簧一端铰接于操作台面下表面且另一端铰接于复位板;两根第一复位弹簧关于复位板的竖直平分面对称设置。
10.通过采用上述技术方案,气缸的推杆向下运动,抵接于复位板后,带动复位板向下运动,使得第一连杆带动l形滑动件沿竖直方柱的高度方向向下运动,带动切割刀主体沿限位板的高度方向向下运动,对放置于操作台面上的待切割木条进行切割操作,保证了整体的切割效率,同时在第一复位弹簧的作用下,切割完成后复位板能恢复至未切割前的状态,保证了整体的切割效率。
11.优选的,所述支架包括四根可形成矩形框体的竖直杆和固定连接于竖直杆之间的横向杆;横向杆位于竖直杆的下部;横向杆上设置有预校准组件。
12.通过采用上述技术方案,预校准组件可对切割位置进行预对准,从而保证切割的精确性,保证切割生产的弦槌的质量。
13.优选的,所述预校准组件包括铰接于横向杆的驱动板件、第二复位弹簧、联动件和联动杆,第二复位弹簧一端铰接于操作台面下表面且另一端铰接于驱动板件上表面;联动件固定连接于复位板下表面;联动杆一端可拆卸连接于联动件且另一端周向可拆卸连接有限位片;限位片位于驱动板件下部;驱动板件贯穿上下表面开设有第一通孔;第一通孔的直径大于联动杆的直径且小于限位片长度;联动杆背向联动件的一端穿设第一通孔伸直至下驱动板件下部;限位片可拆卸连接于伸直至下驱动板件下部的联动杆的周向。
14.通过采用上述技术方案,操作人员先将待切割的木条放置操作台面处,踩动驱动板件背向横向杆的一端上表面处,使得驱动板件绕横向杆向下运动,驱动板件运动过程中下表面与限位片上表面抵接,带动联动杆向下运动,使得复位板向下运动,第一连杆带动l形滑动件沿竖直方柱的高度方向向下运动,带动切割刀主体沿限位板的高度方向向下运动,切割刀主体运动至与待切割木条的切割处相对准且预切入部分,从而保证了整体的切割准确性和整体切割效率。
15.优选的,所述横向杆上设置有用于限定驱动板件的初始位置的限位件;限位件包括限位横板、限位螺栓,限位横板固定连接于横向杆;限位螺栓螺纹连接于限位横板背向横向杆一端表面;限位螺栓螺纹贯穿限位横板伸直至限位横板下部,且限位螺栓底端与驱动板件上表面相抵接。
16.通过采用上述技术方案,限位螺栓可限定被第二复位弹簧拉伸的驱动板件的初始位置,使得驱动板件倾斜向上且位于横向杆上部,且保证背向横向杆的驱动板件一端面距离地面高度适中,便于进行预定位操作。
17.优选的,所述操作台面上固定连接有用于防止切割刀主体冲撞操作台面的防撞组件;防撞组件包括第三复位弹簧、防撞块,第三复位弹簧一端固定连接于操作台面且另一端固定连接于防撞块下表面;防撞块上表面竖直向下开设有滑动槽;滑动槽贯穿防撞块两侧面;切割刀主体可在滑动槽内上下滑动。
18.通过采用上述技术方案,防撞组件可对切割刀主体的刀头进行保护,避免刀头冲
撞操作台面造成损毁,保证了本技术的切割安全性。
19.优选的,所述操作台面上固定连接有用于提升切割稳定性的定位组件;定位组件包括两块定位块,两块定位块之间预留有切割缝;定位块下表面固定连接于操作台面,定位块上表面沿定位块的宽度方向开设有半圆形槽。
20.通过采用上述技术方案,定位组件便于待切割木条进行较为快速的定位,从而提升整体的切割效率。
21.优选的,所述操作台面上设置有导向件;导向件包括导向木块、弧形连接片和导向片,导向木块固定连接于操作台面且位于定位组件的弦槌传输方向一侧;弧形连接片一端螺钉连接于导向木块周向,弧形连接片固定连接于弧形连接片另一端周向;导向片之间形成有导向通道;导向通道的宽度沿弦槌传输方向先线性缩小,后线性增大;导向通道的宽度线性缩小至导向片与弧形连接片连接处时,导向通道的宽度最小。
22.通过采用上述技术方案,导向件可对进入定位组件的待切割木条进行初步限位,便于操作人员快速找到切割位置,切割完成后导向通道可将切割好的弦槌较为整齐导出,提升整体的切割效率。
23.综上所述,本技术具有以下优点:
24.1、本技术可降低劳动强度同时提升切割效率,提升钢琴的生产效率。
25.2、本技术采用定位组件可提升切割稳定性,同时可保证生产安全性。
26.3、本技术采用导向件可将切割好的弦槌较为整齐导出,提升整体的切割效率。
附图说明
27.图1是相关技术中切割装置的整体结构示意图。
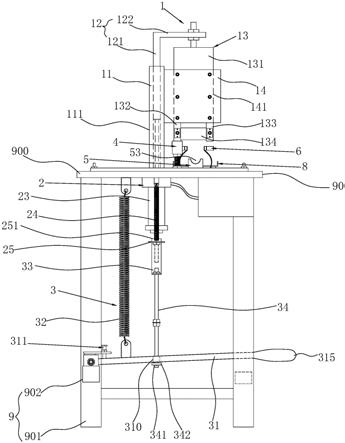
28.图2是本技术实施例的整体侧视图。
29.图3是本技术实施例中的切割件的侧视图。
30.图4是本技术实施例中的切割件的主视图。
31.图5是本技术实施例中的导向件的俯视图。
32.图6是本技术实施例的整体主视图。
33.图7是本技术实施例中的限位件、驱动板件的连接机构示意图。
34.图中,1、切割件;11、竖直方柱;111、第一滑动槽;1111、矩形槽;1112、圆形槽;12、l形滑动件;121、竖向滑动板;122、横板;13、切割刀主体;131、切割滑动板;132、第一安装板;133、第二安装板;134、切割刀;14、限位板;141、第二滑动槽;2、气缸驱动组件;21、第一连杆;23、气缸;24、第一复位弹簧;25、复位板;251、海绵块;3、预校准组件;31、驱动板件;310、第一通孔;311、限位件;312、限位横板;313、限位螺栓;314、圆环体;315、踏板;32、第二复位弹簧;33、联动件;34、联动杆;341、限位片;342、限位螺帽;4、防撞组件;40、垫钢片;41、第三复位弹簧;42、防撞块;43、滑动槽;5、定位组件;51、定位块;52、切割缝;53、半圆形槽;6、导向件;60、导向通道;61、导向木块;62、弧形连接片;63、导向片;7、外壳体;71、铰接杆;8、收集槽;9、支架;90、操作台面;900、垫木板;901、竖直杆;902、横向杆;91、驱动杆;92、传动杆;93、切割组件;931、支柱;932、第一滑槽;933、第二滑槽;934、连接件;935、第三滑槽;936、第四滑槽;937、刀头;938、连接块;94、复位弹簧。
具体实施方式
35.以下结合附图2
‑
7对本技术作进一步详细说明。
36.参照图2,为本技术公开的一种弦槌的切割装置,包括支架9,支架9包括四根竖直杆901和四根横向杆902,四根竖直杆901可形成矩形框体,横向杆902垂直焊接于相邻竖直杆901之间,横向杆902与竖直杆901的连接处位于竖直杆901的下部。支架9上表面焊接薄钢板形成有操作台面90。操作台面90上螺栓连接有垫木板900。垫木板900上固定连接有起到切割作用的切割件1。操作台面90下表面固定连接有用于驱动切割件1上下运动的气缸驱动组件2。横向杆902上设置有预校准组件3,预校准组件3与气缸驱动组件2相连接,可驱动切割件1对待切割木条进行预校准。
37.参照图2,切割件1包括竖直方柱11、l形滑动件12、切割刀主体13、限位板14。竖直方柱11螺栓固定连接于垫木板900上,竖直方柱11贯穿上下表面开设有第一滑动槽111。
38.参照图3,结合图2,第一滑动槽111是由矩形槽1111和圆形槽1112构成,圆形槽1112位于矩形槽1111中部。l形滑动件12包括竖向滑动板121和一体成型于竖向滑动板121一端的横板122,竖向滑动板121横截面为矩形,且可沿矩形槽1111上下滑动。竖向滑动板121背向横板122的一端与气缸驱动组件2相连接,实现了气缸驱动组件2驱动竖向滑动板121在第一滑动槽111内上下滑动。横板122背向竖向滑动板121的一端竖直向下螺栓连接于切割刀主体13上表面。
39.参照图3,切割刀主体13包括切割滑动板131、第一安装板132、第二安装板133、切割刀134。限位板14贯穿上下表面开设有供切割滑动板131上下滑动的第二滑动槽141,且限位板14侧壁垂直焊接于竖直方柱11的周向。第一安装板132焊接于切割滑动板131下表面一端侧,第二安装板133焊接于切割滑动板131下表面另一端侧,切割刀134螺栓连接于第一安装板132、第二安装板133之间。
40.参照图4,结合图2,为了保证本技术的运行安全性,垫木板900上螺栓连接有防撞组件4,防撞组件4用于防止切割刀134刀刃冲撞垫木板900表面而出现损毁。防撞组件4包括垫钢片40、第三复位弹簧41、防撞块42,垫钢片40螺栓连接于垫木板900,第三复位弹簧41一端焊接于垫钢片40上表面且另一端固定连接于防撞块42的下表面。防撞块42上表面开设有滑动槽43,滑动槽43贯穿防撞块42两侧面。第一安装板132滑动连接于防撞块42的滑动槽43内,第一安装板132可在滑动槽43内上下运动。切割刀134的极限切割位置到垫木板900表面的直线距离等于垫钢片40的高度与第三复位弹簧41压缩至极限后的高度之和,从而起到防止切割刀134刀刃冲撞垫木板900表面的作用。
41.参照图4,为了保证本技术的切割精确性,垫木板900上螺栓连接有定位组件5和导向件6。导向件6位于定位组件5的弦槌传输方向一侧,即定位组件5和导向件6处于同一弦槌传输方向。定位组件5用于对待切割木条进行限位,提升切割稳定性。导向件6用于辅助定位组件5进行限位,更为快速找到切割位置,同时可将切割好的弦槌较为整齐导出,提升整体的切割效率。
42.参照图4,结合图2,定位组件5包括两块定位块51,两块定位块51沿弦槌传输方向相互间隔设置,两块定位块51之间预留有切割缝52,切割刀134刀刃切割时经过切割缝52对带切割木条进行切断,从而起到定位的作用。定位块51下表面螺栓固定连接于垫木板900上,且定位块51上表面沿定位块51的宽度方向开设有半圆形槽53,半圆形槽53轴向与弦槌
传输方向同方向。使用时,待切割木条上的外毛毡层定位于半圆形槽53,从而可更为快速确定切割位置,提升整体的切割效率。
43.参照图4,导向件6包括导向木块61、两片弧形连接片62和两片导向片63,导向木块61螺栓连接于垫木板900。导向木块61的长度方向与弦槌传输方向同方向,且位于定位组件5的弦槌传输方向下游处。两片弧形连接片62分别螺钉连接于导向木块61长度方向的两侧面,两片弧形连接片62处于同一竖直平面内。弧形连接片62一端螺栓连接于导向木块61侧面,且弧形连接片62另一端与导向片63相焊接。
44.参照图4和图5,两块导向片63之间形成有导向通道60,导向通道60延伸反向与弦槌传输方向同方向。导向通道60的宽度沿弦槌传输方向先线性缩小,后线性增大。导向通道60的宽度线性缩小至导向片63与弧形连接片62连接处时,导向通道60的宽度最小。即在导向片63与弧形连接片62连接处时,导向通道60的宽度沿弦槌传输方向线性增大,导向通道60的宽度沿背向弦槌传输方向线性增大。导向通道60的沿弦槌传输方向下游设置有收集槽8,收集槽8固定连接于垫木板900。
45.参考图6,结合图3,气缸驱动组件2用于驱动l形滑动件12上下运动,带动切割刀主体13完成切割操作。气缸驱动组件2包括第一连杆21、两个相互间隔的气缸23、两根第一复位弹簧24、复位板25,第一连杆21可滑动连接于第一滑动槽111的圆形槽1112,且第一连杆21焊接于竖向滑动板121底部。第一连杆21背向竖向滑动板121的一端螺纹连接于复位板25。两根第一复位弹簧24分别铰接于复位板25的两端,且关于复位板25的竖直平分面对称设置。第一复位弹簧24一端铰接于复位板25,且另一端铰接于操作台面90下表面。气缸23的电源箱固定连接于支架侧壁。
46.参考图6,两个气缸23关于复位板25的竖直平分面对称设置,气缸23背向推杆的一端固定连接于操作台面90下表面。气缸23的推杆垂直朝向复位板25的上表面。为了避免气缸23的推杆与复位板25刚性接触,损坏气缸23,复位板25上表面胶水粘结有海绵块251,海绵块251位于气缸23的推杆的正下方,气缸23的推杆向下运动时,与海绵块251接触,带动复位板25向下运动,使得第一连杆21向下运动,带动竖向滑动板121向下运动,切割刀134向下运动进行切割操作;完成切割后,气缸23的推杆收缩,在第一复位弹簧24的作用下,复位板25恢复初始位置。
47.参考图6,结合图2,预校准组件3包括铰接于横向杆902的驱动板件31、第二复位弹簧32、联动件33和联动杆34。为了更省力的踩踏驱动板件31,驱动板件31背向铰接于横向杆902的一端固定连接有踏板315。第二复位弹簧32一端铰接于操作台面90下表面且另一端铰接于驱动板件31上表面,使得驱动板件31的初始位置倾斜向上,便于进行踩踏制动。联动件33呈“u”形,开口一端焊接于复位板25下表面。联动杆34一端螺栓连接于联动件33且另一端穿设驱动板件31伸至于驱动板件31的下部。位于驱动板件31下部的联动杆34杆端周向可拆卸连接有限位片341,限位片341位于驱动板件31下部。
48.参考图2,驱动板件31贯穿上下表面开设有第一通孔310,第一通孔310的直径大于联动杆34的直径且小于限位片341长度。联动杆34背向联动件33的一端周向螺纹连接有限位螺帽342。限位片341套设于联动杆34周向且位于限位螺帽342和驱动板件31下表面之间。
49.参考图7,驱动板件31铰接于横向杆902,其具体结构为:横向杆902上表面焊接有外壳体7,外壳体7内固定连接有铰接杆71,铰接杆71的中轴线与横向杆902的长度方向同
向。驱动板件31一端焊接有圆环体314,圆环体314套设于铰接杆71周向,圆环体314可绕铰接杆71的轴向转动。
50.参考图7,为了限定驱动板件31的初始位置便于操作人员进行预校准,外壳体7上焊接有限位件311。限位件311包括限位横板312,限位横板312焊接于外壳体7的上表面,限位横板312一端延伸至外壳体7外部,延伸至外壳体7外部的限位横板312一端上表面螺纹连接有限位螺栓313。限位螺栓313的底部杆 端抵接于驱动板件31上表面实现对驱动板件31初始位置的限定。
51.本技术的实施步骤:先将待切割木条传输至与两导向片63相接触,此时切割木条的外毛毡层于两导向片63相接触进行初步定位,然后调整切割木条的位置,切割木条的外毛毡层嵌于定位块51的半圆形槽53内,调整找到切割位置;再踩踏踏板315,驱动板件31向下运动,带动联动杆34向下运动,联动杆34带动复位板25上的第一连杆21向下运动,第一连杆21带动竖向滑动板121向下运动,竖向滑动板121带动切割刀主体13的切割刀134向下运动,切割刀134对准切割位置切入部分,开启气缸23,使得第一连杆21再次向下运动,第一连杆21带动竖向滑动板121向下运动,竖向滑动板121带动切割刀主体13的切割刀134向下运动完成切割操作,切割生产的弦槌通过导向通道60较为整齐的传输至收集槽8中。
52.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1