自动扣箱机的制作方法
1.本发明涉及扣箱设备技术领域,具体为自动扣箱机。
背景技术:
2.木质包装箱作为常用的组装式箱体在产品运输中被广泛应用。市场上的包装箱的各箱板之间以及箱板和底座之间通常采用扣子进行连接固定,在组装木质包装箱时,现有的方式是采用人工方式进行拼箱,人工拼箱完成后仍然通过人工进行折扣和钉扣完成连接固定,每个包装箱的拼装需用多个扣子连接固定,人工方式折扣和钉扣劳动强度大,工作效率低。
技术实现要素:
3.本发明的目的是克服上述现有技术的缺点,提供一种可降低劳动强度、提高生产效率、适用于多种尺寸的木箱的自动扣箱机。
4.本发明是通过以下技术方案来实现的:自动扣箱机,包括拼箱输送线、折扣工作台、顶升装置、下压装置、折扣装置,所述拼箱输送线设置在所述折扣工作台的下方,所述折扣工作台上开设有用于供箱体穿过的通孔,所述顶升装置设置在所述拼箱输送线的输出端,且所述顶升装置和所述通孔相对应,所述下压装置设置在所述通孔的正上方,所述通孔的四周设置有所述折扣装置。
5.进一步地:所述通孔呈矩形状,且所述通孔相对的两侧分别设置有镜像对称的所述折扣装置。
6.进一步地:所述折扣装置包括长边定位折扣机构和短边定位折扣机构,所述长边定位折扣机构位于所述通孔的长边侧,所述短边定位折扣机构位于所述通孔的短边侧。
7.进一步地:所述长边定位折扣机构包括长边进给气缸、第一长边滑轨、长边定位支架、长边定位块、长边折扣气缸、长边折扣支架、长边折扣组件,所述长边进给气缸和所述第一长边滑轨分别设置在所述折扣工作台上,所述长边进给气缸的输出端和所述长边定位支架连接,且所述长边定位支架通过第一长边滑块设置在所述第一长边滑轨上,所述长边定位块和所述长边折扣气缸分别设置在所述长边定位支架上,所述长边定位支架内设置有第二长边滑轨,所述长边折扣支架通过第二长边滑块设置在所述第二长边滑轨上,所述长边折扣气缸的输出端和所述长边折扣支架连接,所述长边折扣支架上设置有多组呈直线间隔分布的所述长边折扣组件。
8.进一步地:所述短边折扣机构包括短边进给气缸、第一短边滑轨、短边定位支架、短边定位块、短边折扣气缸、短边折扣支架、短边折扣组件,所述短边进给气缸和所述第一短边滑轨分别设置在所述折扣工作台上,所述短边进给气缸的输出端和所述短边定位支架连接,且所述短边定位支架通过第一短边滑块设置在所述第一短边滑轨上,所述短边定位块和所述短边折扣气缸分别设置在所述短边定位支架上,所述短边定位支架内设置有第二短边滑轨,所述短边折扣支架通过第二短边滑块设置在所述第二短边滑轨上,所述短边折
扣气缸的输出端和所述短边折扣支架连接,所述短边折扣支架上设置有多组所述短边折扣组件,多组所述短边折扣组件呈u型分布。
9.进一步地:所述长边折扣支架上设置有四组呈直线间隔分布的所述长边折扣组件。
10.进一步地:所述短边折扣支架上设置有七组所述短边折扣组件,七组所述短边折扣组件呈u型分布。
11.进一步地:所述长边折扣组件和所述短边折扣组件的结构相同,分别包括安装座、折扣气缸、折扣件、钉扣气缸、钉扣件,所述折扣气缸和钉扣气缸分别设置在所述安装座上,且所述折扣气缸和钉扣气缸之间的夹角为钝角,所述折扣件设置在所述折扣气缸的输出端,所述钉扣件设置在所述钉扣气缸的输出端。
12.进一步地:所述下压装置包括两个相互对称设置的支撑架,两个所述支撑架之间连接有支撑杆,所述支撑杆上设置有下压气缸,所述下压气缸的输出端连接有下压架。
13.进一步地:所述顶升装置包括安装架、顶升柱、顶升板、顶升气缸,所述安装架位于所述拼箱输送线的下方,所述顶升柱的一端活动贯穿所述安装架并与所述顶升板连接,且所述顶升板位于所述安装架的上方,所述顶升气缸设置在所述安装架上,且所述顶升气缸的输出端轴贯穿所述安装架与所述顶升板连接。
14.本发明的有益效果:
15.1.与现有技术相比,通过在折扣工作台上开设通孔,在通孔的正下方设置顶升装置,在通孔的正上方设置下压装置,在通孔的四周设置折扣装置,人工对包装箱进行拼箱后,拼好的包装箱经拼箱输送线输送至顶升装置,顶升装置将包装箱从通孔顶升至折扣工作台的上方,然后下压装置下降压住包装箱的顶部,同时,折扣装置将包装箱的侧面压住定位,并对包装箱上的扣子进行折扣和钉扣,从而完成对包装箱的连接固定,最后顶升装置将包装箱下降回落至流水线,实现了对包装箱上的扣子进行折扣和钉扣,减轻了劳动强度,提高了工作效率。
16.2.将长边折扣组件设置在长边折扣支架上,长边折扣支架通过第二长边滑块和第二长边滑轨设置在长边定位支架上,长边定位块设置在长边定位支架上,长边定位支架通过第一长边滑块和第一长边滑轨设置在折扣工作台上,将短边折扣组件设置在短边折扣支架上,短边折扣支架通过第二短边滑块和第二短边滑轨设置在短边定位支架上,短边定位块设置在短边定位支架上,短边定位支架通过第一短边滑块和第一短边滑轨设置在折扣工作台上,通过滑轨滑块的方式可根据包装箱尺寸大小调节两长边定位块间的距离、两短边定位块间的距离,以及长边折扣组件、短边折扣组件的位置,从而使本发明可适应多种尺寸大小的包装箱,适用性高。
17.3.通过长边折扣组件和短边折扣组件对扣子进行折扣和钉扣,可调高钉扣的稳定性和提高钉扣效果。
附图说明
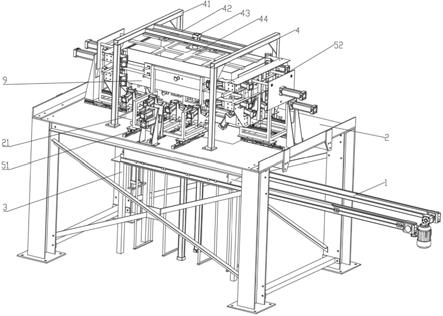
18.图1为本发明的结构示意图一;
19.图2为本发明的结构示意图二;
20.图3为本发明顶升装置和拼箱输送线的结构示意图;
21.图4为本发明短边定位折扣机构的结构示意图一;
22.图5为本发明短边定位折扣机构的结构示意图二;
23.图6为本发明长边定位折扣机构的结构示意图一;
24.图7为本发明短边定位折扣机构的结构示意图二;
25.图8为本发明长边折扣组件的结构示意图。
26.附图标记说明:1-拼箱输送线,2-折扣工作台,21-通孔,3-顶升装置,31
‑ꢀ
安装架,32-顶升柱,33-顶升板,34-顶升气缸,4-下压装置,41-支撑架,42
‑ꢀ
支撑杆,43-下压气缸,44-下压架,51-长边定位折扣机构,52-短边定位折扣机构,60-长边进给气缸,61-第一长边滑轨,62-长边定位支架,63-长边定位块,64-长边折扣气缸,65-长边折扣支架,66-长边折扣组件,67-第一长边滑块,68-第二长边滑轨,69-第二长边滑块,70-短边进给气缸,71-第一短边滑轨,72-短边定位支架,73-短边定位块,74-短边折扣气缸,75-短边折扣支架, 76-短边折扣组件,77-第一短边滑块,78-第二短边滑轨,79-第二短边滑块,81-安装座,82-折扣气缸,83-折扣件,84-钉扣气缸,85-钉扣件,9-包装箱。
具体实施方式
27.图1至图8为本发明提供的自动扣箱机实施例结构示意图,包括拼箱输送线1、折扣工作台2、顶升装置3、下压装置4、折扣装置,拼箱输送线1设置在折扣工作台2的下方,折扣工作台2上开设有用于供箱体穿过的通孔21,顶升装置3设置在拼箱输送线1的输出端,且顶升装置3和通孔21相对应,下压装置4设置在通孔21的正上方,通孔21的四周设置有折扣装置。
28.工作时,首先人工对包装箱9进行拼箱,拼好的包装箱9经拼箱输送线1 输送至顶升装置3,顶升装置3将包装箱9从通孔21顶升至折扣工作台2上方,下压装置4下降压住包装箱9的顶部,同时,折扣装置将包装箱9的侧面压住定位,并对包装箱9上的扣子进行折扣和钉扣,从而完成包装箱9的连接固定,最后顶升装置3将包装箱9下降回落至流水线(图未示)上,实现了对包装箱9 上的扣子进行自动折扣和自动钉扣,减轻了劳动强度,提高了工作效率,且从拼箱至到包装箱9下降回落至流水线所需时间预计为15秒,生产效率高。
29.通孔21呈矩形状,且通孔21相对的两侧分别设置有镜像对称的折扣装置。
30.折扣装置包括长边定位折扣机构51和短边定位折扣机构52,长边定位折扣机构51位于通孔21的长边侧,短边定位折扣机构52位于通孔21的短边侧。
31.长边定位折扣机构51包括长边进给气缸60、第一长边滑轨61、长边定位支架62、长边定位块63、长边折扣气缸64、长边折扣支架65、长边折扣组件 66,长边进给气缸60和第一长边滑轨61分别设置在折扣工作台2上,长边进给气缸60的输出端和长边定位支架62连接,且长边定位支架62通过第一长边滑块67设置在第一长边滑轨61上,长边定位块63和长边折扣气缸64分别设置在长边定位支架62上,长边定位支架62内设置有第二长边滑轨68,长边折扣支架65通过第二长边滑块69设置在第二长边滑轨68上,长边折扣气缸64 的输出端和长边折扣支架65连接,长边折扣支架65上设置有多组呈直线间隔分布的长边折扣组件66。
32.对包装箱9的长边侧进行定位以及折扣和钉扣时,长边进给气缸60驱动长边定位支架62沿第一长边滑轨61往靠近通孔21的方向移动,长边定位支架62 带动设置在其上的长边定位块63、长边折扣气缸64、长边折扣支架65以及长边折扣组件66移动,并使长边定位
块63压在包装箱9的长侧边对包装箱9的长侧边进行定位,然后长边折扣气缸64驱动长边折扣支架65沿第二长边滑轨 68往靠近通孔21的方向移动,长边折扣支架65带动长边折扣组件66移动至包装箱9的长侧边,对包装箱9的长侧边的扣子进行折扣和钉扣。
33.短边折扣机构包括短边进给气缸70、第一短边滑轨71、短边定位支架72、短边定位块73、短边折扣气缸74、短边折扣支架75、短边折扣组件76,短边进给气缸70和第一短边滑轨71分别设置在折扣工作台2上,短边进给气缸70 的输出端和短边定位支架72连接,且短边定位支架72通过第一短边滑块77设置在第一短边滑轨71上,短边定位块73和短边折扣气缸74分别设置在短边定位支架72上,短边定位支架72内设置有第二短边滑轨78,短边折扣支架75通过第二短边滑块79设置在第二短边滑轨78上,短边折扣气缸74的输出端和短边折扣支架75连接,短边折扣支架75上设置有多组短边折扣组件76,多组短边折扣组件76呈u型分布。
34.对包装箱9的短边侧进行定位以及折扣和钉扣时,短边进给气缸70驱动短边定位支架72沿第一短边滑轨71往靠近通孔21的方向移动,短边定位支架72 带动设置在其上的短边定位块73、短边折扣气缸74、短边折扣支架75和短边折扣组件76移动,并使短边定位块73压在包装箱9的短侧边对包装箱9的短侧边进行定位,然后短边折扣气缸74驱动短边折扣支架75沿第二短边滑轨78 往靠近通孔21的方向移动,短边折扣支架75带动短边折扣组件76移动至包装箱9的短侧边,对包装箱9的短侧边的扣子进行折扣和钉扣。
35.长边折扣支架65上设置有四组呈直线间隔分布的长边折扣组件66。
36.短边折扣支架75上设置有七组短边折扣组件76,七组短边折扣组件76呈 u型分布。
37.通过在长边折扣支架65上设置四组长边折扣组件66,在短边折扣支架75 上设置七组短边折扣组件76,可对包装箱9上二十二个扣子同时进行折扣和钉扣,进一步提高工作效率。
38.长边折扣组件66和短边折扣组件76的结构相同,分别包括安装座81、折扣气缸82、折扣件83、钉扣气缸84、钉扣件85,折扣气缸82和钉扣气缸84 分别设置在安装座81上,且折扣气缸82和钉扣气缸84之间的夹角为钝角,折扣件83设置在折扣气缸82的输出端,钉扣件85设置在钉扣气缸84的输出端。
39.进行折扣和钉扣时,首先折扣气缸82驱动折扣件83将扣子弯折,然后钉扣气缸84驱动钉扣件85将弯折的扣子钉紧贴在包装箱9表面。
40.下压装置4包括两个相互对称设置的支撑架41,两个支撑架41之间连接有支撑杆42,支撑杆42上设置有下压气缸43,下压气缸43的输出端连接有下压架44。
41.对包装箱9的顶部进行压紧定位时,下压气缸43驱动下压架44下降压紧在包装箱9的顶部。
42.顶升装置3包括安装架31、顶升柱32、顶升板33、顶升气缸34,安装架 31位于拼箱输送线1的下方,顶升柱32的一端活动贯穿安装架31并与顶升板 33连接,且顶升板33位于安装架31的上方,顶升气缸34设置在安装架31上,且顶升气缸34的输出端轴贯穿安装架31与顶升板33连接。
43.当拼箱输送线1将包装箱9输送至顶升板33上后,顶升气缸34驱动顶升板33带动包装箱9从通孔21上升至折扣工作台2上方。
44.上列详细说明是针对本发明可行实施例的具体说明,该实施例并非用以限制本发明的专利范围,凡未脱离本发明所为的等效实施或变更,均应包含于本案的专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1