一种家装防霉碳化竹板智能化多层热压装置的制作方法
1.本实用新型涉及板材加工技术领域,具体为一种家装防霉碳化竹板智能化多层热压装置。
背景技术:
2.目前市场上存在的大部分板材在加工过程中需要使用到热压装置,现有的热压装置,热压板在热压时温度加热效率慢,因此,针对上述问题提出一种家装防霉碳化竹板智能化多层热压装置。
技术实现要素:
3.本实用新型的目的在于提供一种家装防霉碳化竹板智能化多层热压装置,通过是由电磁加热线圈作为导热介质的加热工具,可实现对导热介质的快速加热,设置的循环泵作为热压板、金属加热筒之间导热介质循环流动的驱动装置,可将加热口的导热介质快速导流到各热压板内,实现对热压板温度的快速提升,通过在热压室底部的安装槽内设置承压板,该承压板受力后,设置在承压板与安装槽之间的压力传感器检测到压力信息,将电信号传送到plc控制器,plc控制器控制电磁加热线圈加热的同时,控制循环泵运行,实现板材热压自动化,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种家装防霉碳化竹板智能化多层热压装置,包括机架、机架内部热压室内设置的升降机构、驱动升降机构升降的驱动机构、设置在升降机构内的热压机构、设置在机架左侧设备安装槽内连接热压机构的供热机构和设置在机架左侧面板上的控制机构,驱动机构包括设置在热压室顶部面板上的液压油缸和液压油缸底部固定设置的下压板,升降机构包括设置有下压板左右两侧的伸缩架。
6.作为一种优选方案,伸缩架底部与热压室底板连接,伸缩架上于每个转动节点位置均设置有安装环。
7.作为一种优选方案,热压机构包括热压板,热压板左右两端均设置有连接安装环的连接杆。
8.作为一种优选方案,供热机构包括设置在热压室左侧侧架上的出料管、设置在设备安装槽左侧面板上的进料管、设置在热压室内部的金属加热筒、套在金属加热筒外的电磁加热线圈和设置在设备安装槽顶板上的循环泵,循环泵的供料管连接进料管,进料管上设置连接各热压板进料口的管道,出料管上设置连接各热压板进料口的管道,出料管底部设置有连接金属加热筒的金属管道,循环泵的抽水管连接金属加热筒的出水管口。
9.作为一种优选方案,控制机构包括设置在机架左侧面板上的控制箱,控制箱内部的底板上设置有控制器组,控制箱的右侧内壁上从上往下依次设置有plc控制器和液压控制器,控制器组包括一组电磁加热控制器和一组继电器,液压控制器、电磁加热控制器和继电器的控制线路分别连接plc控制器。
10.作为一种优选方案,液压油缸通过线路连接液压控制器。
11.作为一种优选方案,供热机构中的电磁加热线圈通过线路连接电磁加热控制器,供热机构中的循环泵通过线路连接继电器。
12.作为一种优选方案,热压室内部的底板上设置有安装槽,安装槽内设置有承压板,承压板位于热压板正下方。
13.作为一种优选方案,承压板底部四角均设置有连接安装槽底板的压力传感器,压力传感器通过线路连接plc控制器。
14.由上述本实用新型提供的技术方案可以看出,本实用新型提供的一种家装防霉碳化竹板智能化多层热压装置,有益效果是:通过是由电磁加热线圈作为导热介质的加热工具,可实现对导热介质的快速加热,设置的循环泵作为热压板、金属加热筒之间导热介质循环流动的驱动装置,可将加热口的导热介质快速导流到各热压板内,实现对热压板温度的快速提升,通过在热压室底部的安装槽内设置承压板,该承压板受力后,设置在承压板与安装槽之间的压力传感器检测到压力信息,将电信号传送到plc控制器,plc控制器控制电磁加热线圈加热的同时,控制循环泵运行,实现板材热压自动化,适宜推广使用。
附图说明
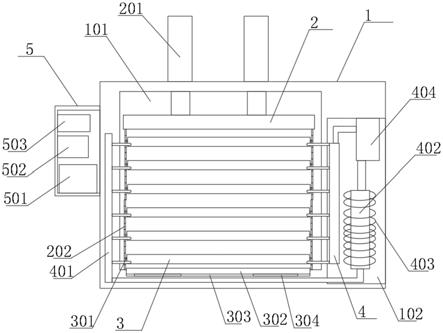
15.图1为本实用新型一种家装防霉碳化竹板智能化多层热压装置整体结构示意图;
16.图2为本实用新型一种家装防霉碳化竹板智能化多层热压装置伸缩架局部结构示意图。
17.图中:1、机架;101、热压室;102、设备安装槽;2、下压板; 201、液压油缸;202、伸缩架;203、安装环;3、热压板;301、连接杆;302、承压板;303、安装槽;304、压力传感器;4、进料管; 401、出料管;402、金属加热筒;403、电磁加热线圈;404、循环泵;5、控制箱;501、控制器组;502、液压控制器;503、plc控制器。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
20.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,
除非另有明确具体的限定。
22.为了更好地理解上述技术方案,下面将结合说明书附图以及具体实施方式对上述技术方案进行详细的说明。
23.如图1-2所示,本实用新型实施例提供一种家装防霉碳化竹板智能化多层热压装置,包括机架1、机架1内部热压室101内设置的升降机构、驱动升降机构升降的驱动机构、设置在升降机构内的热压机构、设置在机架1左侧设备安装槽102内连接热压机构的供热机构和设置在机架1左侧面板上的控制机构;
24.上述装置中,驱动机构包括设置在热压室101顶部面板上的液压油缸201和液压油缸201底部固定设置的下压板2,升降机构包括设置有下压板2左右两侧的伸缩架202,伸缩架202底部与热压室101 底板连接,伸缩架202上于每个转动节点位置均设置有安装环203;
25.上述装置中,热压机构包括热压板3,热压板3左右两端均设置有连接安装环203的连接杆301,热压室101内部的底板上设置有安装槽303,安装槽303内设置有承压板302,承压板302位于热压板 3正下方,承压板302底部四角均设置有连接安装槽303底板的压力传感器304,压力传感器304通过线路连接plc控制器503;
26.上述装置中,供热机构包括设置在热压室101左侧侧架上的出料管401、设置在设备安装槽102左侧面板上的进料管4、设置在热压室101内部的金属加热筒402、套在金属加热筒402外的电磁加热线圈403和设置在设备安装槽102顶板上的循环泵404,循环泵404的供料管连接进料管4,进料管4上设置连接各热压板3进料口的管道,出料管401上设置连接各热压板3进料口的管道,出料管401底部设置有连接金属加热筒402的金属管道,循环泵404的抽水管连接金属加热筒402的出水管口;
27.上述装置中,控制机构包括设置在机架1左侧面板上的控制箱5,控制箱5内部的底板上设置有控制器组501,控制箱5的右侧内壁上从上往下依次设置有plc控制器503和液压控制器502,控制器组501 包括一组电磁加热控制器和一组继电器,液压控制器502、电磁加热控制器和继电器的控制线路分别连接plc控制器503,液压油缸201 通过线路连接液压控制器502,供热机构中的电磁加热线圈403通过线路连接电磁加热控制器,供热机构中的循环泵404通过线路连接继电器。
28.本实用新型的一种家装防霉碳化竹板智能化多层热压装置,通过是由电磁加热线圈作为导热介质的加热工具,可实现对导热介质的快速加热,设置的循环泵作为热压板、金属加热筒之间导热介质循环流动的驱动装置,可将加热口的导热介质快速导流到各热压板内,实现对热压板温度的快速提升,通过在热压室底部的安装槽内设置承压板,该承压板受力后,设置在承压板与安装槽之间的压力传感器检测到压力信息,将电信号传送到plc控制器,plc控制器控制电磁加热线圈加热的同时,控制循环泵运行,实现板材热压自动化,适宜推广使用。
29.下面将结合附图对本实用新型实施例作进一步地详细描述:
30.请参阅图1-2,包括机架1,热压室101顶部面板上设置有液压油缸201,液压油缸201底部固定设置有下压板2,下压板2左右两侧均设置有伸缩架202,伸缩架202底部与热压室101底板连接,伸缩架202上于每个转动节点位置均设置有安装环203;
31.热压板3,热压板3左右两端均设置有连接安装环203的连接杆 301,热压室101内部的底板上设置有安装槽303,安装槽303内设置有承压板302,承压板302位于热压板3正下
方,承压板302底部四角均设置有连接安装槽303底板的压力传感器304,压力传感器304 通过线路连接plc控制器503,热压室101左侧侧架上设置有出料管 401,设备安装槽102左侧面板上设置有进料管4,热压室101内部设置有金属加热筒402,金属加热筒402外设置有电磁加热线圈403,设备安装槽102顶板上设置有循环泵404,循环泵404的供料管连接进料管4,进料管4上设置连接各热压板3进料口的管道,出料管401 上设置连接各热压板3进料口的管道,出料管401底部设置有连接金属加热筒402的金属管道,循环泵404的抽水管连接金属加热筒402 的出水管口;
32.其中,控制机构包括设置在机架1左侧面板上的控制箱5,控制箱5内部的底板上设置有控制器组501,控制箱5的右侧内壁上从上往下依次设置有plc控制器503和液压控制器502,控制器组501包括一组电磁加热控制器和一组继电器,液压控制器502、电磁加热控制器和继电器的控制线路分别连接plc控制器503,液压油缸201通过线路连接液压控制器502,电磁加热线圈403通过线路连接电磁加热控制器,循环泵404通过线路连接继电器。
33.本实施例的工作原理:通过是由电磁加热线圈作为导热介质的加热工具,可实现对导热介质的快速加热,设置的循环泵作为热压板、金属加热筒之间导热介质循环流动的驱动装置,可将加热口的导热介质快速导流到各热压板内,实现对热压板温度的快速提升,通过在热压室底部的安装槽内设置承压板,该承压板受力后,设置在承压板与安装槽之间的压力传感器检测到压力信息,将电信号传送到plc控制器,plc控制器控制电磁加热线圈加热的同时,控制循环泵运行,实现板材热压自动化。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1