一种利用可食性壳聚糖水性胶制备木质吸管的方法
1.本发明涉及一种制备木质吸管的方法。
背景技术:
2.一次性吸管因使用便携被广泛应用于饮品中。在所有的吸管制品中,塑料吸管因性价比最高,使用占比最大。然而,塑料是由稳定的碳-碳化学键组成,具有高耐久性,属于不可降解物质。当作为一次性使用品,由于不可循环利用和回收,累积数量巨大的塑料垃圾会造成严重的城市“白色污染”,土壤、海洋和空气的污染,进一步,当塑料分解成微塑料后容易通过食物链的方式被吸入动植物体内,最终在人体中微塑料的含量将不断增加,给生态环境和人的健康带来了极大的威胁和危害系列问题。针对上述问题,人们正在加速开发、利用可降解及可持续的纸吸管和聚乳酸(pla)吸管作为塑料吸管的替代品。
3.纸吸管是以纸浆料为主要原料,由三层或四层纸经涂胶、卷管、分切和干燥等步骤加工而成。纸浆主要来源木材中的纤维素,木质资源利用率仅为40~50%左右,其他另外两大组分木质素和半纤维未被利用,利用率不高。此外,纸浆制造工艺比较复杂,生产过程也会产生高污染“黑液”、“红液”和“白水”等废液,如果未进行处理,对生态环境,尤其是水和土壤造成极大的威胁和危害。另外,纸吸管产品在使用过程中被浸湿后易变软,尤其是接触温度较高的饮品或者碳酸性饮品就会有发软严重、甚至出现开胶的现象,限制了在上述饮品中的使用。进一步,纸吸管在使用过程中,由于其力学性能低,对热封饮料很难直接刺破封皮,同时其成本约是塑料吸管的20倍。pla吸管是采用可再生的植物资源乳酸为原料,通过挤出成型工艺制造而成,产品可降解、绿色安全、有较好抗溶剂性,其产品光泽度、透明性、手感性能于塑料吸管相近,是目前相对成功的替代品。然而,当温度高于60℃时,pla开始自动分解,受pla原料本身耐热性差的缺点,pla吸管仅适用在冷饮中,无法在热饮中使用,极大限制了其应用范围。此外,pla吸管的成本约为塑料吸管的10倍。鉴于上述问题,研究出一种兼具可降解、机械性能优异,尤其是耐沸水性能和成本低廉的新型吸管具有重要价值和实用意义。
4.木材作为一种天然材料,具有资源丰富、可再生、轻质高强和易于加工等独特优势,自古以来就广泛应用于建筑、家具和装饰等各个领域。木材在干燥环境条件下,因具有硬而脆且具有疏水性的结壳物质木质素的存在,在卷管弯曲过程中,容易破裂。此外,木材表面的活性羟基基团远少于纸浆表面羟基基团,即使成功卷管后也无法在结合界面层通过氢键结合在一起。为了实现良好的结合界面,使用胶粘剂是最有效的方法,然而由于木质吸管应用场景需求,使用的胶粘剂必须为可食性环保胶粘剂。而可食性胶粘剂的原料来源一般来源于植物蛋白和动物蛋白,淀粉和纤维素和壳聚糖等。使用生物质胶粘剂进行粘接,其耐水性能,尤其是耐沸水一直是一个亟待解决的难题。
技术实现要素:
5.本发明要解决现有木材作为吸管在卷管弯曲过程中容易破裂,粘接所用的可食性
胶粘剂耐水性不佳,尤其是无法耐沸水的问题,进而提供一种利用可食性壳聚糖水性胶制备木质吸管的方法。
6.一种利用可食性壳聚糖水性胶制备木质吸管的方法,它是按以下步骤进行的:
7.一、塑化并涂胶:
8.将木材旋切得到薄单板,对薄单板进行水软化至绝对含水率为10%~230%,按液体胶施胶量为0.1g/cm2~10g/cm2,将水软化后的薄单板一端涂覆可食性壳聚糖水性胶,得到软化及涂胶的薄单板;
9.所述的可食性壳聚糖水性胶由壳聚糖、可食用醋酸和水组成;所述的可食性壳聚糖水性胶中壳聚糖的质量百分数为0.5%~15%;所述的可食性壳聚糖水性胶中乙酸的质量百分数为0.1%~20%;
10.二、卷管并热压:
11.将软化及涂胶的薄单板卷一层至芯棒上且首尾叠压,得到卷有单层薄单板的芯棒,将卷有单层薄单板的芯棒置于模具中,最后热压胶接,胶接界面宽度为2mm~20mm,得到木质吸管。
12.本发明的有益效果是:
13.(1)该木质吸管原料来自可再生木材,原料无毒,来源广泛,价格低廉,可降解;
14.(2)该木质吸管制备工艺简单,利用特制模具即可压成,适用于大规模生产,制备过程无污染;
15.(3)该木质吸管具有各向异性、压缩强度高(可达32.2mpa)、水稳定性好,甚至可耐沸水煮1天,吸管仍保持形状不变,结合界面不开胶;
16.(4)自制的可食性壳聚糖水性胶黏剂,无毒安全,且实现水性胶胶接固化界面达到耐沸水高粘接性能。
附图说明
[0017][0018]
图1为本发明利用可食性壳聚糖水性胶制备木质吸管的流程示意图,1为旋切,2为薄单板,3为水,4为水软化后的薄单板,5为壳聚糖,6为可食用醋酸,7为可食性壳聚糖水性胶,8为施胶,9为施胶界面,10为卷管,11为模压,12为木质吸管;
[0019]
图2为本发明芯棒及模具的结构示意图,1为芯棒,2为模具;
[0020]
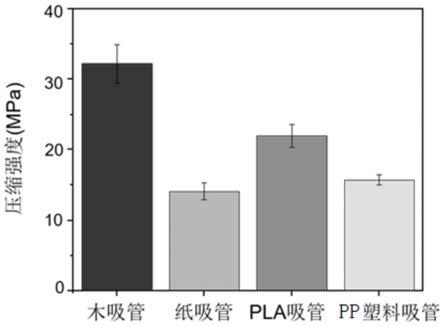
图3为吸管压缩强度的对比图;
[0021]
图4为实施例一制备的木质吸管沸水蒸煮1天前后的实物图,1为蒸煮前,2为蒸煮后;
[0022]
图5为实施例一制备的木质吸管降解7天的质量变化图;
[0023]
图6为四种吸管降解7天的质量变化图;
[0024]
图7为不同尺寸及不同材质制备的木质吸管实物图,a为实施例一制备的木质吸管, 1为长度为19.65cm,2为长度为14.10cm,3为长度为12.60cm,4为长度为10.00cm,b 为实施例三制备的木质吸管,5为直径为10.7mm,6为直径为9.2mm,7为直径为7.7mm, c为不同材质制备的木质吸管,8为实施例一制备的木质吸管,9为实施例四制备的木质吸管,10为实施例五制备的木质吸管;
[0025]
图8为四种吸管的综合性能比较图,
■
为实施例一制备的木质吸管,
●
为纸吸管,
▲
为pla吸管,
▼
为塑料吸管;
[0026]
图9为实施例一步骤一中水软化后的薄单板直接热压处理后的电镜图。
具体实施方式
[0027]
具体实施方式一:结合图1和图2具体说明,本实施方式一种利用可食性壳聚糖水性胶制备木质吸管的方法,它是按以下步骤进行的:
[0028]
一、塑化并涂胶:
[0029]
将木材旋切得到薄单板,对薄单板进行水软化至绝对含水率为10%~230%,按液体胶施胶量为0.1g/cm2~10g/cm2,将水软化后的薄单板一端涂覆可食性壳聚糖水性胶,得到软化及涂胶的薄单板;
[0030]
所述的可食性壳聚糖水性胶由壳聚糖、可食用醋酸和水组成;所述的可食性壳聚糖水性胶中壳聚糖的质量百分数为0.5%~15%;所述的可食性壳聚糖水性胶中乙酸的质量百分数为0.1%~20%;
[0031]
二、卷管并热压:
[0032]
将软化及涂胶的薄单板卷一层至芯棒上且首尾叠压,得到卷有单层薄单板的芯棒,将卷有单层薄单板的芯棒置于模具中,最后热压胶接,胶接界面宽度为2mm~20mm,得到木质吸管。
[0033]
本实施方式采用资源丰富可再生的木材为原料,开发了一种通过旋切木单板获得预先设定尺寸厚度的薄单板、水软化以提高其塑性、均匀涂上自制的可在高湿环境下使用的水性可食性壳聚糖胶黏剂、卷管、分切、热模压干燥定型等步骤加工而成的工艺。吸管壁的厚度由薄单板厚度及热压而定,吸管的口径由芯棒的尺寸来调节。利用水对薄单板起着增塑作用,实现卷管操作,并在此基础上创新开发出了可在高湿单板环境下使用的水性可食性壳聚糖胶黏剂,采用简单的热模压工艺制造了木质吸管。
[0034]
本实施方式一种基于薄单板-水塑化-湿环境胶接定型工艺,开发出了高性能新型木质吸管。即首先根据木材塑性原理,水可作为木材最经济有效的增塑剂使用。此外,木材的曲率半径与其厚度密切相关,木材越薄,越易进行弯曲。通过选取适宜的薄单板,并通过用适量的水对薄单板进行塑化,即可实现卷曲。随后,木质吸管选用特定的可食性水性壳聚糖胶粘剂,并在预设的胶接界面上涂上适量的胶粘剂,通过模压实现卷管定型和胶接固化,即可制备出了高性能木质吸管。
[0035]
木质吸管直接利用木材,属于全组分利用,利用率高达100%,实现木质资源的高效高附加值利用。木质吸管原料单板不涉及任何化学药液处理,仅用水进行塑化处理,所使用的自制可食性壳聚糖胶黏剂、均不涉及任何毒性,属于清洁制造,产品绿色无毒。该制备策略对不同的木材具有普适性,工艺简单,易扩大化生产,拓宽了木材的高效高附加值利用。该木质吸管保留木材本身骨架结构,保留了木材优异的机械性能和硬度,其压缩强度甚至高于现有商用纸吸管、pla吸管和塑料吸管,容易直接刺破饮品封皮。尤其是在耐水性能方面,与纸吸管和pla吸管相比,木质吸管甚至可耐沸水,因此可在冷、温、热饮料中使用,耐水、耐酸和耐碱性优异,可在所有场景的饮品中使用,极大拓宽了其应用范围。最后木质吸管的成本低廉,甚至低于当前塑料吸管。木质吸管保留了木材天然色泽和纹理,具有美光
性。综上,制得的木质吸管可生物降解、环保无毒、成本低、水稳定性和热稳定性好的高性能新型木质吸管,有望成为替代塑料吸管的优质产品。
[0036]
本实施方式所述的模具由两块中间设置半圆柱形凹槽的不锈钢板材(长宽可为 1mm~300mm)组成以及一根不锈钢柱组成。不锈钢柱可以放入模具中间的凹槽中。改变模具凹槽直径大小或改变不锈钢铁柱的直径可以压制出不同长度、不同孔径的吸管。也可以将木材原材料裁减成有不同角度的尖头吸管,将其放入模具再热压后,即可获得尖头吸管,通过裁剪后木材的尖头角度可以压出不同尖头角度的吸管。模具所用材质为不锈钢或者铁等金属材料。模具板材的形状包括正方形、长方形、圆形、椭圆形、三角形和平行四边形等各种形状,且半圆柱形凹槽个数为1~100。
[0037]
本实施方式步骤一中所述的水为蒸馏水、自来水、白开水或超纯水。
[0038]
本实施方式的有益效果是:
[0039]
(1)该木质吸管原料来自可再生木材,原料无毒,来源广泛,价格低廉,可降解;
[0040]
(2)该木质吸管制备工艺简单,利用特制模具即可压成,适用于大规模生产,制备过程无污染;
[0041]
(3)该木质吸管具有各向异性、压缩强度高(可达32.2mpa)、水稳定性好,甚至可耐沸水煮1天,吸管仍保持形状不变,结合界面不开胶;
[0042]
(4)自制的可食性壳聚糖水性胶黏剂,无毒安全,且实现水性胶胶接固化界面达到耐沸水高粘接性能。
[0043]
具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一中所述的木材材质为针叶材或阔叶材。其它与具体实施方式一相同。
[0044]
具体实施方式三:本实施方式与具体实施方式一或二之一不同的是:步骤一中所述的薄单板厚度为0.1mm~20mm。其它与具体实施方式一或二相同。
[0045]
具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:步骤一中水软化具体为冷水或常温水浸泡、在温度为30℃~100℃的条件下水煮或蒸汽喷蒸。其它与具体实施方式一至三相同。
[0046]
本具体实施方式如果木质吸管直径很小,厚度较小,则需要水软化效果会更好,用热水或蒸汽来对其进行软化。如果木质吸管直径比较大,厚度较大,则只需用冷水或常温水进行水软化。
[0047]
具体实施方式五:本实施方式与具体实施方式一至四之一不同的是:步骤一中所述的壳聚糖脱乙酰度为50%~100%;步骤一中所述的可食用醋酸为食品级冰乙酸、醋精或食醋;所述的食品级冰乙酸中乙酸的质量百分数为99.5%~100%,所述的醋精中乙酸的质量百分数为10%~100%,所述的食醋中乙酸的质量百分数为2.5%~9%。其它与具体实施方式一至四相同。
[0048]
具体实施方式六:本实施方式与具体实施方式一至五之一不同的是:步骤二中所述的木质吸管厚度为0.05mm~5mm,且木质吸管厚度小于薄单板厚度。其它与具体实施方式一至五相同。
[0049]
具体实施方式七:本实施方式与具体实施方式一至六之一不同的是:步骤二中所述的芯棒直径为0.5mm~30mm;步骤二中所述的模具由两块中间设置半圆柱形凹槽的板材组成,且半圆柱形凹槽直径大于芯棒直径。其它与具体实施方式一至六相同。
[0050]
具体实施方式八:本实施方式与具体实施方式一至七之一不同的是:步骤二中所述的热压胶接具体是在温度为65℃~300℃及压力为0.1mpa~10mpa的条件下,热压胶接1s~24h。其它与具体实施方式一至七相同。
[0051]
具体实施方式九:本实施方式与具体实施方式一至八之一不同的是:步骤二中所述的木质吸管的一侧端部为平口或斜口;所述的斜口角度为1
°
~89
°
。其它与具体实施方式一至八相同。
[0052]
具体实施方式十:本实施方式与具体实施方式一至九之一不同的是:步骤二中对木质吸管进行后处理,所述的后处理为染色和防水处理中的一种或两种的组合。其它与具体实施方式一至九相同。
[0053]
本具体实施方式所述的染色为利用食用色素和天然果蔬汁为染料染色。
[0054]
本具体实施方式所述的防水处理为利用可食性疏水剂、木蜡油和食用油等进行防水处理。
[0055]
采用以下实施例验证本发明的有益效果:
[0056]
实施例一:
[0057]
一种利用可食性壳聚糖水性胶制备木质吸管的方法,它是按以下步骤进行的:
[0058]
一、塑化并涂胶:
[0059]
将椴木旋切得到薄单板,对薄单板进行水软化至绝对含水率为40%,按液体胶施胶量为1g/cm2,将水软化后的薄单板一端涂覆可食性壳聚糖水性胶,得到软化及涂胶的薄单板;
[0060]
所述的可食性壳聚糖水性胶由壳聚糖、可食用醋酸和水组成;所述的可食性壳聚糖水性胶中壳聚糖的质量百分数为2%;所述的可食性壳聚糖水性胶中乙酸的质量百分数为 2%;步骤一中所述的壳聚糖脱乙酰度为85%;步骤一中所述的可食用醋酸为食醋;所述的食醋中乙酸的质量百分数为9%;
[0061]
二、卷管并热压:
[0062]
将软化及涂胶的薄单板卷一层至芯棒上且首尾叠压,得到卷有单层薄单板的芯棒,将卷有单层薄单板的芯棒置于模具中,最后在温度为135℃及压力为3mpa的条件下,热压胶接3min,胶接界面宽度为3mm,得到木质吸管。
[0063]
步骤一中所述的薄单板厚度为0.5mm。
[0064]
步骤一中水软化具体为常温水浸泡。
[0065]
步骤二中所述的木质吸管厚度为0.45mm。
[0066]
步骤二中所述的芯棒直径为10.7mm,材质为不锈钢;步骤二中所述的模具由两块中间设置半圆柱形凹槽的板材组成,材质为不锈钢,且半圆柱形凹槽直径为11mm。由于木材是轻质高强的多孔结构材料及热压过程中施加的压力也有一定的影响,从而使得未经处理的原始薄单板在热压后,未达到完全致密化,仍保留一定孔隙,(如图9所示,图9 为实施例一步骤一中水软化后的薄单板直接热压处理后的电镜图),所以压制出来的吸管厚度一般会大于芯棒与凹槽之间的间隙。一般木质吸管的厚度为(0.45
±
0.05)mm。
[0067]
步骤二中所述的木质吸管的一侧端部为平口。
[0068]
步骤二中所述的木质吸管长度分别为19.65cm、14.10cm、12.60cm和10.00cm。
[0069]
实施例二:本实施例与实施例一不同的是:步骤一中将落叶松旋切得到薄单板,对
薄单板进行水软化至绝对含水率为50%;步骤二中在温度为150℃及压力为5mpa的条件下,热压胶接2min;步骤二中所述的芯棒直径为12mm;步骤二中半圆柱形凹槽直径为 12.3mm。其它与实施例一相同。
[0070]
实施例三:本实施例与实施例一不同的是:步骤一中将椴木旋切得到薄单板,对薄单板进行水软化至绝对含水率为45%;步骤一中所述的可食性壳聚糖水性胶中壳聚糖的质量百分数为3%;所述的可食性壳聚糖水性胶中乙酸的质量百分数为1%;步骤二中在温度为110℃及压力为5mpa的条件下,热压胶接1min;步骤二中所述的芯棒直径分别为 10.7mm、9.2mm和7.7mm;步骤二中半圆柱形凹槽直径分别为为11mm、9.5mm和8mm;步骤二中所述的木质吸管厚度分别为0.45mm、0.46mm和0.46mm。其它与实施例一相同。
[0071]
实施例四:本实施例与实施例一不同的是:步骤一中将白橡木旋切得到薄单板,对薄单板进行水软化至绝对含水率为55%;步骤一中所述的可食性壳聚糖水性胶中壳聚糖的质量百分数为1.5%;所述的可食性壳聚糖水性胶中可乙酸的质量百分数为3%;步骤二中在温度为85℃及压力为3mpa的条件下,热压胶接2min;步骤二中所述的芯棒直径为 10.7mm;步骤二中半圆柱形凹槽直径为11mm。其它与实施例一相同。
[0072]
实施例五:本实施例与实施例一不同的是:步骤一中将胡桃木旋切得到薄单板,对薄单板进行水软化至绝对含水率为52%;步骤二中在温度为165℃及压力为2mpa的条件下,热压胶接3min;步骤二中所述的芯棒直径为10.7mm;步骤二中半圆柱形凹槽直径为 11mm。其它与实施例一相同。
[0073]
实施例一至五制得的吸管无缺陷,压制成功。
[0074]
对比例一:本对比例与实施例一不同的是:取消步骤一中的施胶。其它与实施例一相同。
[0075]
对比例二:本对比例与实施例一不同的是:步骤一中对薄单板进行水软化至绝对含水率为5%。其它与实施例一相同。
[0076]
由对比例一制得的吸管水稳定性很差,不满足使用;由对比例二制得的吸管存在缺陷,由于含水率过低,其在卷管热压时就发生了吸管壁破裂,无法使用。
[0077]
以实施例一制备的木质吸管为例,对其力学性能、耐沸水性能和自然降解性能等性能进行检测。
[0078]
吸管在使用过程中有时需要刺破饮品封皮,因此,其压缩性能是值得重点关注的,将实施例一制备的木质吸管与市面上广泛应用的纸吸管、pla吸管和pp塑料吸管进行压缩试验,通过万能力学试验机,在2mm/min的速度下测试,木质吸管、纸吸管、pla吸管和pp塑料吸管试样长度为30mm,直径为10.7mm,吸管壁厚分别为0.45mm、0.7mm、 0.35mm和0.6mm。图3为吸管压缩强度的对比图,木质吸管的压缩强度为32.2mpa,高于纸吸管(14.1mpa)、pla吸管(21.9mpa)和pp塑料吸管(15.7mpa),展示出色的压缩强度,这是由于该木质吸管保留了天然木材的各向异性,木质吸管被压缩时的受力方向是沿着木材纤维方向的,该方向可承载的力最大。
[0079]
吸管常常被应用在热饮中,如热豆浆、热咖啡和热奶茶等场景,有些温度达到80℃或者更高。然而纸吸管和pla吸管应用其中时,这两种吸管一般会出现变软变形情况。因此开发出可耐热水甚至耐沸水的可降解吸管对拓宽其应用十分重要。由于木材本身是耐沸水的,因此该木质吸管耐沸水的关键在于胶接界面的耐水性能。将实施例一制备的木质吸管
放入沸水蒸煮1天,图4为实施例一制备的木质吸管沸水蒸煮1天前后的实物图,1 为蒸煮前,2为蒸煮后;由图可知,木质吸管保持原来形状,且未开胶,展示优异耐沸水性能。将将实施例一制备的木质吸管在常温下放入可乐、酸奶和豆浆中1天,吸管未开胶,可以正常使用。
[0080]
根据gb/t17657-2013人造板及饰面人造板理化性能试验方法,测试了耐沸水拉伸剪切强度,通过万能力学试验机,在5mm/min的速度下测试,对实施例一步骤一中的软化及涂胶的薄单板取消卷管,直接进行热压粘接处理,试件长10cm,宽2.5cm,厚度为 0.45mm,胶接面积为2.5cm
×
2.5cm。试件经过沸水煮4h后在烘箱50℃下干燥20h,干燥后再在沸水中煮4h后冷却至室温,最终对试件进行拉伸剪切强度的测试,其耐沸水拉伸剪切强度约为1.12mpa,高于国家标准的0.7mpa。基于上述优异的耐水性能和机械性能,木质吸管可以应用于全部饮品。
[0081]
吸管大部分都是一次性用品,所以其自然降解性能很重要。对制备出来的木质吸管和其他三种吸管进行降解性能的检测。将木质吸管、纸吸管、pla吸管和塑料吸管埋入室温土中7天;图5为实施例一制备的木质吸管降解7天的质量变化图;图6为四种吸管降解7天的质量变化图;由图可知,木质吸管质量由原来的0.7909g变为0.7750g,质量变化了0.0159g,由此可以推测木质吸管将在一年左右即可完全降解,同时由于环境温湿度等影响,有可能会更早的完全降解。纸吸管质量变化相对较大,而pla和塑料吸管的质量几乎无变化。
[0082]
图7为不同尺寸及不同材质制备的木质吸管实物图,a为实施例一制备的木质吸管, 1为长度为19.65cm,2为长度为14.10cm,3为长度为12.60cm,4为长度为10.00cm,b 为实施例三制备的木质吸管,5为直径为10.7mm,6为直径为9.2mm,7为直径为7.7mm,c为不同材质制备的木质吸管,8为实施例一制备的木质吸管,9为实施例四制备的木质吸管,10为实施例五制备的木质吸管。依据应用场景,以实施例一和三为例,通过改变模具和木质吸管的尺寸大小,容易制备出不同长度和不同孔径的木质吸管。以实施例一、四和五为例,该方法具有通用性,适用于制备不同树种的木质吸管。另外,制备出的木质吸管保留了木材原有的天然美观的纹理,具有木材天然纹理美感。进一步地,除了制作吸管材料本身的颜色之外,还可以通过染色处理赋予吸管不同颜色,提高其美观性。例如使用各种可食性染料和天然果蔬汁对木质吸管进行染色处理,得到各种颜色的木质吸管。
[0083]
将木质吸管、纸吸管、pla吸管和塑料吸管从力学性能、自然降解性、经济性、美观性、生产便捷性和耐沸水性能六方面进行比较。
[0084]
图8为四种吸管的综合性能比较图,
■
为实施例一制备的木质吸管,
●
为纸吸管,
▲
为pla吸管,
▼
为塑料吸管;在力学性能方面,木质吸管压缩强度和抗弯曲强度都高于其他三种吸管。在自然降解性方面,自然环境下,木质吸管和纸吸管可降解,pla和塑料不可降解。在经济利用性方面,木质吸管制备过程更简单,取材更方便,成本更低。在美观性方面,木材具有特殊美观的天然纹理,制备出来的木质吸管同时具备漂亮的纹理。在生产便捷性方面,木质吸管只需经过水软化卷曲,施胶热压即可成型,比起纸吸管的制备过程简单许多。在耐沸水方面,木质吸管具有良好性能,其能在沸水中蒸煮1天不开胶且保持原来的形状,纸吸管和pla吸管在沸水中会变软变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1