链锯的制作方法
1.本披露总体上涉及链锯,更具体地涉及链锯张紧器。
背景技术:
2.链锯典型地使用包括一串链节的切割链,每个链节具有一个或多个锋 利边缘。这一串链节连接而形成连续刀片,该刀片放到表面上并由驱动马 达驱动时可以切入表面中以切穿表面。
3.长时间使用后,连续刀片可能会伸长。即,这一串链节的长度可能会 变得更大。结果,连续刀片可能会下垂。连续刀片的下垂可能会导致性能 下降,连续刀片从下面的杆跳跃,操作安全性降低。为了防止下垂,操作 者典型地必须调节下面的杆相对于驱动马达的位置。由于部件磨损,此操 作可能是困难的。此外,这种手动操作耗时且需要操作者携带特殊工具, 比如扳手。并且,在杆与驱动马达之间形成的接口典型地是杆与壳体之间 的开槽接合的形式。这种开槽接合方式可能降低杆与壳体之间的连接强 度。
4.相应地,本领域期望改进的链锯。特别地,提供改进的张紧系统的链 锯将是有利的。
技术实现要素:
5.根据本披露,本发明的各方面和优点将在下面的描述中部分地阐述, 或者可以从该描述中显现,或者可以通过本技术的实践而获知。
6.根据一个实施例,提供了一种链锯。该链锯包括:壳体;马达;杆, 该杆固定地联接到该壳体并且被配置为形成切割轨道;切割工具,该切割 工具被配置为沿着该切割轨道移动并可由该马达驱动;以及张紧系统,该 张紧系统被配置为调节该切割工具中的张力。
7.根据另一个实施例,提供了一种链锯。该链锯包括:壳体;马达;切 割轨道;切割工具,该切割工具被配置为沿着该切割轨道移动并可由该马 达驱动;以及张紧系统,该张紧系统被配置为调节该切割工具中的张力, 其中,该张紧系统包括离合器,该离合器被配置为在该切割工具超过阈值 张力之前打滑。
8.根据另一个实施例,提供了一种调节链锯的切割工具中的张力的方 法。该方法包括:调节驱动链轮相对于该链锯的杆的相对位置,其中,该 杆相对于该链锯的壳体是静止的,并且其中,该驱动链轮被配置为驱动该 切割工具;以及在达到该切割工具中的期望张力后,终止对该驱动链轮的 位置的进一步调节。
9.参考以下描述和所附权利要求,将更好地理解本发明的这些和其他特 征、方面和优点。结合到本说明书中并且构成本说明书一部分的附图图示 了本技术的实施例,并且与描述一起用于解释本技术的原理。
附图说明
10.参考附图,在说明书中针对本领域普通技术人员阐述了本发明的全面 且授权的
披露内容、包括制造和使用本发明系统和方法的最佳模式,在附 图中:
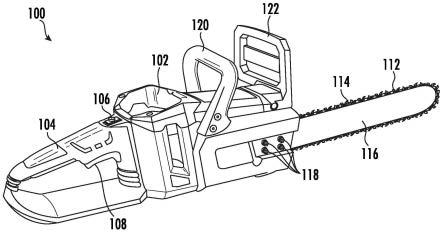
11.图1是根据本披露的实施例的链锯的立体图;
12.图2是根据本披露的实施例的链锯杆的立体图;
13.图3是根据本披露的实施例的链锯张紧系统的局部分解立体图;
14.图4是根据本披露的实施例的链锯张紧系统的局部分解立体图;
15.图5是根据本披露的实施例的张紧曲线图,描绘了在由张紧系统执行 的张紧操作期间对切割工具的张紧;
16.图6是根据本披露的实施例的链锯张紧系统的局部分解立体图;以及
17.图7是根据本披露的实施例的包括离合器的链锯张紧系统的示意性视 图。
具体实施方式
18.现在将详细参考本发明的实施例,在附图中展示了本发明的实施例的 一个或多个示例。“示例性”一词在本文中用于意指“用作示例、实例或 说明”。本文中描述为“示例性”的任何实施方式不必解释为比其他实施 方式优选或有利。此外,每个示例都是通过解释而非限制技术的方式提供 的。实际上,对于本领域技术人员将清楚的是,在不脱离所要求保护的技 术的范围或精神的情况下,可以对本发明技术进行修改和变型。例如,作 为一个实施例的一部分而展示或描述的特征可以与另一个实施例一起使 用以产生又一实施例。因此,预期的是本披露涵盖了落入所附权利要求及 其等同物的范围内的此类修改和变型。具体实施方式中使用数字和字母标 记来指代图中的特征。附图和说明书中相同或类似的标记已用于指代本发 明的相同或类似部分。
19.如本文中所使用的,术语“第一”、“第二”和“第三”可以互换使 用以将一个部件与另一部件区分开,而不旨在指明各个部件的顺序或重要 性。除非上下文另外明确指示,否则单数形式的“一个”、“一种”和
ꢀ“
该”包括复数个指代物。本文中除非另有指定,否则术语“联接”、“固 定”、“附接到”等既指直接联接、固定或附接,也指通过一个或多个中 间部件或特征而间接联接、固定或附接。如本文中所使用的,术语“包 括”、“包含”、“具有”或其任何其他变体旨在涵盖非排他性包含。例 如,包括特征列表的过程、方法、物品或设备不必仅限于那些特征,而是 可以包含未明确列出的或这些过程、方法、物品或设备固有的其他特征。 进一步,除非有相反的明确说明,否则“或”是指包含性的或而非排他性 的或。例如,以下任一情况满足条件a或b:a为真(或存在)而b为假 (或不存在),a为假(或不存在)而b为真(或存在),以及a和b皆 为真(或存在)。
20.比如“约”、“总体上”、“大致”或“基本上”等近似术语包括比 所陈述的值大或小百分之十以内的值。当在角度或方向的背景下使用时, 此类术语包括比所陈述的角度或方向大或小十度以内。例如,“总体上竖 直的”包括在任何方向上(例如,顺时针或逆时针地)竖直十度以内的方 向。
21.下文就特定实施例来描述益处、其他优点、以及问题的解决方案。然 而,益处、优点、问题的解决方案、以及可以使任何益处、优点或解决方 案出现或变得更加明显的任何特征不应解释为任何或所有权利要求的关 键、必需或本质特征。
22.一般地,根据本文所述的一个或多个实施例的链锯可以包括切割工具 (比如链锯链),该切割工具被配置为沿着由链锯杆限定的切割轨道移动。 链锯可以被配置为在不移
动链锯杆的情况下调节切割工具中的张力。代替 地,链锯杆可以静态地联接到链锯的壳体。为了调节切割工具中的张力, 张紧系统可以移动在马达与切割工具之间的接口连接的驱动链轮。为了增 加张力,驱动链轮可以在总体上背离切割工具的方向上移动。相反,为了 减小张力,驱动链轮可以在总体上朝向切割工具的方向上移动。张力的调 节可以手动地或通过使用一个或多个张力调节元件来执行,比如通过被配 置为使驱动链轮移动的一个或多个马达或弹簧来执行。在某些情况下,该 一个或多个马达可以由处理器控制以控制切割工具中的张力。使用适当的 切割工具中的张力可以延长切割工具的有效使用寿命,增加链锯的安全性 以及甚至性能。
23.在某些情况下,调节链锯切割工具中的张力可以通过将张力调节超过 期望张力至阈值张力来执行。然后可以使张力从阈值张力退回到期望张 力。使张力退回可以进一步延长切割工具的有效使用寿命,增加链锯的安 全性以及甚至性能。
24.在某些情况下,可以在切割工具在与链锯的操作方向相比相反的方向 上移动的同时发生对切割工具的张力的调节。在调节张力时使用相反的方 向可以防止操作者在切割操作中主动使用链锯时意外调节切割工具的张 力。在某些实施例中,与使用链锯进行切割操作的情况相比,在张力调节 操作期间,切割工具的绝对速度可能更小。即,与使用链锯的切割能力时 相比,当执行张紧时,由切割工具形成的连续刀片可能以更慢的速度移动。 现在将在下面更详细地描述链锯的这些和其他优点和特征。
25.现在参考附图,图1展示了根据本文描述的实施例的示例性链锯100 的立体图。链锯100可以包括限定手柄104的壳体102。一个或多个动力 特征106可以用于控制链锯100。例如,一个或多个动力特征106可以限 定用于链锯100的开/关按钮。控制特征108可以控制马达110(图3)的 相对速度。当操作者使用控制特征108增加马达110的速度时,切割工具 112可以在形成于链锯100的杆116中的切割轨道114中以增加的速度移 动。在所展示的实施例中,杆116通过紧固件(比如螺栓118)联接到壳 体102。如在下文中更详细描述的,杆116与壳体102之间的联接点可以 是固定的。即,联接点可以是静态的,使得杆116和壳体102不相对于彼 此移动。以这种方式,调节切割工具112的张力可以通过下面描述的张紧 系统来执行。
26.链锯100可以另外包括一个或多个辅助手柄120和一个或多个防护装 置122,这些防护装置被配置为保护操作者免受在链锯的操作过程中可能 由例如切割工具112散溅的飞屑、木屑等。
27.图2展示了与链锯100一起使用的杆116的示例性视图。杆116沿其 周边的至少一部分限定切割轨道114。当用于执行切割操作时,切割工具 112可以在操作方向上相对于切割轨道114移动。杆116可以包括一个或 多个固定点,比如多个孔124,这些孔允许杆116(直接或通过中间构件) 联接到壳体104。如图2所描绘的,孔124可以被配置为将杆116静态地 联接到壳体104。例如,孔124可以是单位置孔(即非长形孔),这些单位 置孔防止杆116相对于壳体104移动。杆116与壳体104之间的静态联接 可以增加链锯100的结构完整性,延长切割工具112或链锯100的另一部 件的使用寿命,或者另外增加链锯100的安全性或性能。相比之下,传统 的杆通过长形槽安装到壳体,这些长形槽允许通过使杆相对于壳体松开并 且然后将杆滑离壳体来调节张力。
28.为了调节切割工具112的张力,可以使用张紧系统。参照图3,根据 本披露的示例
性实施例,张紧系统126总体上可以包括托架128和被配置 为使托架128移位的张力调节元件130。托架128可以支撑形成在马达110 与切割工具112之间的接口132。接口132可以包括例如与马达110联接 的驱动链轮134。在实施例中,驱动链轮134可以由托架128支撑。马达 110可以安装到托架128上,使得驱动链轮134与托架128一起移动。更 具体地,作为非限制性示例,在马达110与驱动链轮134之间延伸的轴136 可以延伸穿过托架128的开口138。相应地,当托架128被张力调节元件 130移位时,驱动链轮134可以相对于杆116移位。因为由杆116和张紧 系统126的组合对切割工具112进行张紧,使驱动链轮134相对于杆116 移位可以改变切割工具112内的张力。
29.图3中描绘的示例性张力调节元件130包括弹簧140和142,这些弹 簧被配置为调节(例如,保持)切割工具112中的张力。托架128可以被 配置为在与线144相对应的两方向上移动。在实施例中,杆116可以沿着 与线144平行或总体上平行的平面放置。
30.弹簧140和142可以被配置为在线144的方向上沿托架128施加力。 特别地,弹簧140和142可以使托架128朝将增加的张力施加在切割工具 112上的方向偏置。即,当托架128例如通过弹簧140和142向后移动时, 驱动链轮134可以向后移动(即,总体上背离切割工具112移动)以增加 切割工具112中的张力。相反,当托架128向前移动或切割工具112由于 使用而伸长时,切割工具112中的张力可能会减小。因此,可以通过弹簧 140和142沿托架128保持压力来执行对切割工具112中的张力的控制。
31.在实施例中,弹簧140和142可以被配置为与托架128的背板146接 合。背板146可以与托架128的设置有开口138的部分148联接。在某些 情况下,背板146可以设置在马达110的后方,使得弹簧140和142背离 马达110推背板146。在其他情况下,背板146可以设置在马达110的前 方,使得弹簧140和142在朝向马达110的方向上推背板146。在又一些 情况下,弹簧140和142可以直接安装到设置有开口138的部分148上。 在不脱离本披露的范围的情况下,可以使用其他设计和构思。
32.在一个或多个实施例中,可以预先确定弹簧140和142中的至少一者 的弹簧刚度以保持切割工具112中的期望张力或张力范围。在某些情况下, 弹簧140和142可以限定彼此相比不同的弹簧刚度。在其他情况下,弹簧 140和142可以具有彼此相比相同或总体上相同的弹簧刚度。弹簧140和 142的有效长度可以彼此相比相同或不同。在另外其他实施例中,托架128 可以仅由一个弹簧(比如仅弹簧140或仅弹簧142)偏置。在不脱离本披 露的范围的情况下,本文设想了弹簧的其他替代布置和特性。
33.在某些情况下,弹簧140和142可以通过非锁定接口保持或试图保持 切割工具中的张力恒定或总体上恒定,由此通过弹簧140和142在托架128 上产生的恒定或总体上恒定的弹簧压力控制张力。在另一个未展示的实施 例中,托架128可以包括锁定机构(未示出),该锁定机构被配置为相对 于杆116、壳体102或两者锁定托架128。锁定机构可以被选择性地启用 以选择性地在托架128上引起弹簧140和142的偏置力。当锁定机构被锁 定时,弹簧140和142不会使托架128移位。相反,当锁定机构被解锁时, 弹簧140和142可以致使托架128移位。因此,操作者可以通过使锁定机 构在锁定状态与解锁状态之间选择性地移动来控制张力。
34.图4展示了链锯100的实施例,其中张紧系统126包括被配置为调节 切割工具112的张力的动力元件150。图4中描绘的动力元件150是电动 马达。动力元件150可以被配置为
在与箭头144相对应的方向上偏置驱动 链轮134。在实施例中,托架128可以包括引导件152,这些引导件沿着 壳体102、杆116或另一构件的对应引导件(未示出)移动。动力元件150 因此可以通过沿着引导件152移动托架128来移动驱动链轮134。
35.动力元件150可以由联接到存储器的处理器控制,该存储器被配置为 存储可执行指令。这些可执行指令可以由处理器运行以控制切割工具112 中的张力。作为第一示例,处理器可以接收关于马达110、动力元件150、 驱动链轮134或链锯100的另一元件的信息,并确定当前状况,比如切割 工具112的当前张力。处理器可以进一步确定达到期望张力所需的校正调 节。处理器然后可以致使动力元件150相应地使驱动链轮134移位以达到 期望张力。在某些实施例中,驱动链轮134的初始位移可以致使切割工具 112超过期望张力。代替地,切割工具112可以被偏置到大于期望张力的 阈值张力,然后退回到期望张力。这可以防止预加载问题,如果在收紧后, 链张力没有退回,则可能发生预加载问题。在这方面,张紧操作可以最初 使切割工具112过紧,然后减小张力以达到期望张力。
36.参考图5,描绘了张紧曲线图154。张紧曲线图154展示了随时间t 而变的切割工具112中的张力。在直到时间t1的第一时间段内,切割工 具112中的张力由于使用而减小。例如,当用新刀片切割大树时,由于相 邻链节之间或甚至每个单独链节内可能发生的沉降(settling),张力可能 减小。在时间t1处,调节切割工具112中的张力。在某些情况下,t1可 能因操作者的选择而发生。即,例如,操作者可以选择性地控制用户可致 动的接口以接合张紧系统126。在其他情况下,t1可能因所检测到的切割 工具112中的张力而发生。例如,当处理器接收到指示切割工具112中的 张力低于规定水平或范围的信息时,张紧可以自动发生。即,t1可以因自 动化信息而发生。此自动化信息可以通过手动输入阈值、持续确定理想张 力的机器学习逻辑等来确定。
37.在时间t1处,张紧系统126可以增加切割工具112中的张力。在某 些情况下,张力可以线性地增加。在其他情况下,张力可以以非线性方式 (比如渐近)增加。张力可以增加直到时间t2。时间t2可以因达到切割 工具的阈值张力而发生。此阈值张力可以手动输入或通过机器学习逻辑确 定。张紧系统126然后可以使张力退回到如虚线156所示的期望张力。在 其他实施例中,张紧系统126可以立即达到期望张力,而不是在时间t2 处达到阈值张力。此外,图5所展示的曲线图仅仅是示例性的。在不偏离 本披露的范围的情况下,可以使用其他张紧廓线。在继续使用后,切割工 具内的张力可能再次减小。然后可以重复从t1起将张力恢复到期望张力 156的过程,可选地包括将张力增加到t2处的阈值张力。
38.图6展示了链锯100的实施例,其中动力元件150被配置为通过托架128的旋转来调节切割工具112的张力。类似于图4所展示的实施例,动 力元件150可以包括马达。然而,图6中所示的动力元件150使托架128 围绕枢转轴线158旋转而不是使托架128如图4所示线性地平移。动力元 件150可以通过铰接的张紧器柱160等联接到托架128,从而使托架128 沿与线162相对应的方向无约束地旋转。虽然图6中所展示的枢转轴线158 示出在马达110上方,但在其他实施例中,枢转轴线158可以在马达110 下方或沿其任一侧。
39.图7展示了包括离合器164的链锯100的实施例的示意性视图,该离 合器被配置为在指示切割工具112中的指定张力的条件下打滑。在某些情 况下,离合器164可以集成在动力元件150内。在其他情况下,离合器164 可以与托架128、铰接的张紧器柱160等集成在一起。离合器164总体上 可以被配置为在达到切割工具112中的指定张力时打滑。在一些实施
例中, 指定张力可以与切割工具112的期望张力(即操作准备张力)相对应。在 其他实施例中,指定张力可以对应于切割工具112的阈值张力,即比期望 张力大的张力,之后张力可以退回到期望张力。作为非限制性示例,指示 切割工具112中的期望张力的条件可以包括由动力元件150或马达110汲 取的阈值电流、托架128的加速度、使用一个或多个传感器确定的负载等。 例如,当处理器检测到动力元件150汲取的电流超过规定值时,处理器可 以确定张力已经达到指定张力。
40.应注意,在某些情况下,当张紧系统126主动调节切割工具112的张 力时,切割工具112可以在相反的方向(例如,如箭头r所示)上移动。 在正常操作中,切割工具112可以在向前方向(例如,如箭头f所示)上 移动。
41.以下展示调节链锯的切割工具中的张力的方法。该方法包括调节驱动 链轮相对于链锯的杆的相对位置的步骤。杆相对于链锯的壳体可以是静止 的。驱动链轮可以被配置为驱动切割工具。该方法可以进一步包括步骤: 在达到切割工具中的期望张力之后终止对驱动链轮的位置的进一步调节。
42.在实施例中,调节驱动链轮的相对位置是通过线性平移、枢转旋转或 其组合中的至少一种使联接到驱动链轮的托架移位来执行的。可以手动地 或使用一个或多个张力调节元件来执行托架的移位。示例性张力调节元件 包括马达或弹簧。
43.在某些情况下,可以执行调节驱动链轮的相对位置的步骤,直到集成 到张力调节系统中的离合器打滑。当离合器经历指示切割工具中的指定张 力(比如切割工具中的阈值张力)的条件时,会发生离合器的打滑。在达 到阈值张力之后,调节驱动链轮的相对位置的步骤可以包括在终止对驱动 链轮的位置的进一步调节之前使调节从阈值张力退回。如参考图5所描述 的,使张力从阈值张力条件退回可以增加切割工具和链锯的使用寿命,同 时提高安全性和性能。
44.本披露的其他方面由以下实施例中的一个或多个提供:
45.实施例1.一种链锯,包括:壳体;马达;杆,该杆固定地联接到该 壳体并且被配置为形成切割轨道;切割工具,该切割工具被配置为沿着该 切割轨道移动并可由该马达驱动;以及张紧系统,该张紧系统被配置为调 节该切割工具中的张力。
46.实施例2.如实施例中的任何一个或多个所述的链锯,其中,该张紧 系统包括驱动链轮,该驱动链轮联接到该马达并且被配置为驱动该切割工 具,并且其中,该驱动链轮被配置为相对于该杆移位。
47.实施例3.如实施例中的任何一个或多个所述的链锯,其中,该张紧 系统包括:托架;张力调节元件,该张力调节元件被配置为使该托架移位; 以及接口,该接口位于该马达与该切割工具之间,该接口被配置为在该托 架移位时调节该切割工具的张力。
48.实施例4.如实施例中的任何一个或多个所述的链锯,其中,该张力 调节元件包括弹簧或马达中的至少一种。
49.实施例5.如实施例中的任何一个或多个所述的链锯,其中,该杆沿 着平面放置,并且其中,该托架被配置为使该接口在与该平面总体上平行 的方向上移位。
50.实施例6.如实施例中的任何一个或多个所述的链锯,其中,该托架 被配置为通过线性平移、旋转或其组合来移位。
51.实施例7.如实施例中的任何一个或多个所述的链锯,其中,该接口 包括驱动链
轮,该驱动链轮被配置为驱动该切割工具,并且其中,该驱动 链轮被配置为在该托架移位时移动。
52.实施例8.如实施例中的任何一个或多个所述的链锯,其中,该链锯 进一步包括用户可致动的接口,该用户可致动的接口被配置为控制该张紧 系统的操作。
53.实施例9.一种链锯,包括:壳体;马达;切割轨道;切割工具,该 切割工具被配置为沿着该切割轨道移动并可由该马达驱动;以及张紧系 统,该张紧系统被配置为调节该切割工具中的张力,其中,该张紧系统包 括离合器,该离合器被配置为在该切割工具超过阈值张力之前打滑。
54.实施例10.如实施例中的任何一个或多个所述的链锯,其中,该链锯 进一步包括传感器,该传感器被配置为感测该离合器处打滑的发生。
55.实施例11.如实施例中的任何一个或多个所述的链锯,其中,该切割 工具由操作性地联接到该马达的驱动链轮驱动,其中,该驱动链轮与该张 紧系统的托架联接,并且其中,该托架通过张紧元件可相对于该切割轨道 和壳体移位,该张紧元件包括弹簧或马达中的至少一种。
56.实施例12.如实施例中的任何一个或多个所述的链锯,其中,该切割 轨道由静态地联接到该壳体的杆限定。
57.实施例13.一种调节链锯的切割工具中的张力的方法,该方法包括: 调节驱动链轮相对于该链锯的杆的相对位置,其中,该杆相对于该链锯的 壳体是静止的,并且其中,该驱动链轮被配置为驱动该切割工具;以及在 达到该切割工具中的期望张力后,终止对该驱动链轮的位置的进一步调 节。
58.实施例14.如实施例中的任何一个或多个所述的方法,其中,调节该 驱动链轮的相对位置是通过线性平移、枢转旋转或其组合中的至少一种使 联接到该驱动链轮的托架移位来执行的。
59.实施例15.如实施例中的任何一个或多个所述的方法,其中,通过张 力调节元件来使该托架移位,并且其中,该张力调节元件包括弹簧或马达 中的至少一种。
60.实施例16.如实施例中的任何一个或多个所述的方法,其中,通过手 动调节该托架的位置来使该托架移位。
61.实施例17.如实施例中的任何一个或多个所述的方法,其中,该驱动 链轮与离合器接口连接,该离合器被配置为在该切割工具超过阈值张力之 前打滑。
62.实施例18.如实施例中的任何一个或多个所述的方法,其中,执行调 节该驱动链轮的相对位置直到达到阈值张力,并且其中,调节该驱动链轮 的相对位置进一步包括在终止对该驱动链轮的位置的进一步调节之前使 调节从阈值张力退回。
63.实施例19.如实施例中的任何一个或多个所述的方法,该方法进一步 包括在调节该驱动链轮的相对位置之前将该切割工具的速度调节到张力 调节速度。
64.实施例20.如实施例中的任何一个或多个所述的方法,其中,该张力 调节速度在与该链锯的操作方向相比相反的方向上。
65.此书面描述使用示例来披露本发明(包括最佳模式),并且还使本领 域技术人员能够实践本发明,包括制造和使用任何装置或系统以及执行任 何所结合的方法。本发明的可专利范围由权利要求限定,并且可以包括本 领域技术人员想到的其他示例。如果这些其
他示例包括与权利要求的字面 语言没有差别的结构元件、或者如果它们包括与权利要求的字面语言没有 实质性差异的等效结构元件,则旨在将这些其他示例包括在权利要求的范 围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1