一种低光度地板生产工艺的制作方法
1.本发明属于地板领域,尤其涉及一种低光度地板生产工艺。
背景技术:
2.从家装风格来看,在近20年时间里,地板风格从极具光泽度、追求吸睛效果的亮面,演变为追求自然光感、优雅质感的光度面层,无光感官、低光泽度的地板越来越受市场欢迎。从地板的实际使用而言,我们实验发现,用地板光度测试仪测试地板时,一旦地板表面光度超过10
°
,在常规灯光照射下(60
°
),就会形成明显的光斑,而研究表明,室内光斑对于人体健康不利,属于光污染的一种,所以光度在10
°
以下的地板,从健康角度上看也更适合家居环境。
3.目前市面上主流的地板(包括实木地板和实木复合地板)的结构,包括基板和基板表面的涂层,地板的表面光度在12-17
°
,而光度在10
°
以下的地板,主要有两种:第一种是以木蜡油作为表面涂层的油饰地板,虽然光度在10
°
以下,但往往表面的理化性能很低(常表现为表面耐磨、耐污染不达标),不适用正常家居环境;第二种是使用专业哑光漆作为表面涂层的哑光地板(加入以二氧化硅为代表的消光剂成分),但该生产工艺复杂、耗时久,对设备有较高要求,导致地板的生产成本高。
4.因此,亟需一种表面理化性能高且生产成本低的地板生产工艺。
技术实现要素:
5.本发明的目的在于,提供一种低光度地板生产工艺。本发明具有能降低地板生产成本和使地板低光效果好的优点。
6.本发明的技术方案:一种低光度地板生产工艺,包括以下步骤:
7.a、获取地板的基板,所述基板是实木板或实木复合板,得a品,b、在a品的表面涂布uv油漆,并使uv油漆半固化得b品,
8.c、先在b品表面涂布uv面漆,在uv面漆完全固化前,再在b品上覆上透明膜,所述透明膜贴向b品的一面为粗糙面,得c品,
9.d、利用紫外灯照射c品,使c品表面漆层固化,得d品,
10.e、撕下d品表面的透明膜,得成品。
11.前述的低光度地板生产工艺中,所述步骤c中,所述透明膜的品类为透气膜。
12.前述的低光度地板生产工艺中,所述步骤c中,所述透明膜的材质为pe膜或tpu膜。
13.前述的低光度地板生产工艺中,所述步骤c中,所述透明膜的厚度0.1mm。
14.前述的低光度地板生产工艺中,所述步骤c中,所述透明膜贴向b品的一面为网纹面或布纹面。
15.前述的低光度地板生产工艺中,所述步骤c中,所述透明膜贴向b品的一面的目数超过1250目。
16.前述的低光度地板生产工艺中,所述步骤a中,所述基板的材质为番龙眼。
17.前述的低光度地板生产工艺中,所述步骤c中,采用覆膜机在b品上覆上透明膜,覆膜时,先将透明膜的两端用柔性橡胶条平行于地板表面固定,垂直压覆在地板上,然后辊轮用5-8m/min的速度压膜表面,压力为4*10
4-5*104pa。
18.前述的低光度地板生产工艺中,所述步骤d中,所述紫外灯照射c品时,c品表面温度控制在200-250℃。
19.与现有技术相比,本发明以uv漆作为地板涂层,确保地板的理化性能高,适合正常家居环境中使用,并在uv漆完全固化前,利用一面粗糙的透明膜对地板进行覆膜,使地板表面粗糙,从而使地板的成品光度低。本发明通过对透明膜的材质、纹理、粗糙度、厚度等参数的优选,在保证地板成品质量的基础上,使地板的光度可以低至4.7
°
,低光效果好。本发明的工艺简单,工艺耗时短,对设备的要求也很低,能够有效的降低地板的生产成本。因此,本发明具有能使地板理化性能高/能降低地板生产成本和能使地板低光效果好的优点。
具体实施方式
20.下面结合实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
21.实施例。一种低光度地板生产工艺,包括以下步骤:
22.a、获取地板的基板,所述基板是实木板或实木复合板,如番龙眼材质的实木板,得a品,
23.b、在a品的表面涂布uv底漆(包括颜色底漆、附着力底漆、硬度底漆等),按常规做法,利用uv灯使uv底漆表面固化,得b品,
24.c、先在b品表面涂布uv面漆,在uv面漆表干前,再在b品上覆上透明膜,所述透明膜的品类为透气膜,材质选用pe膜或tpu膜,最佳为tpu膜,厚度0.1mm,透明膜贴向b品的一面为网纹面或布纹面,透明膜贴向b品的一面的目数为1250或2500,得c品,
25.d、利用紫外灯照射c品,使c品表面漆层固化,紫外灯照射c品时,c品表面温度控制在200-250℃(温度过低,影响油漆固化,温度过高,可能使透明膜褶皱),得d品,
26.e、撕下d品表面的透明膜,得成品。
27.所述步骤c中,采用覆膜机在b品上覆上透明膜,覆膜时,先将透明膜的两端用柔性橡胶条平行于地板表面固定,垂直压覆在地板上,然后辊轮用5-8m/min的速度压膜表面,压力为4*10
4-5*104pa。用于确保覆膜时不形成气泡、褶皱和过渡拉伸,并保证漆面完整性。
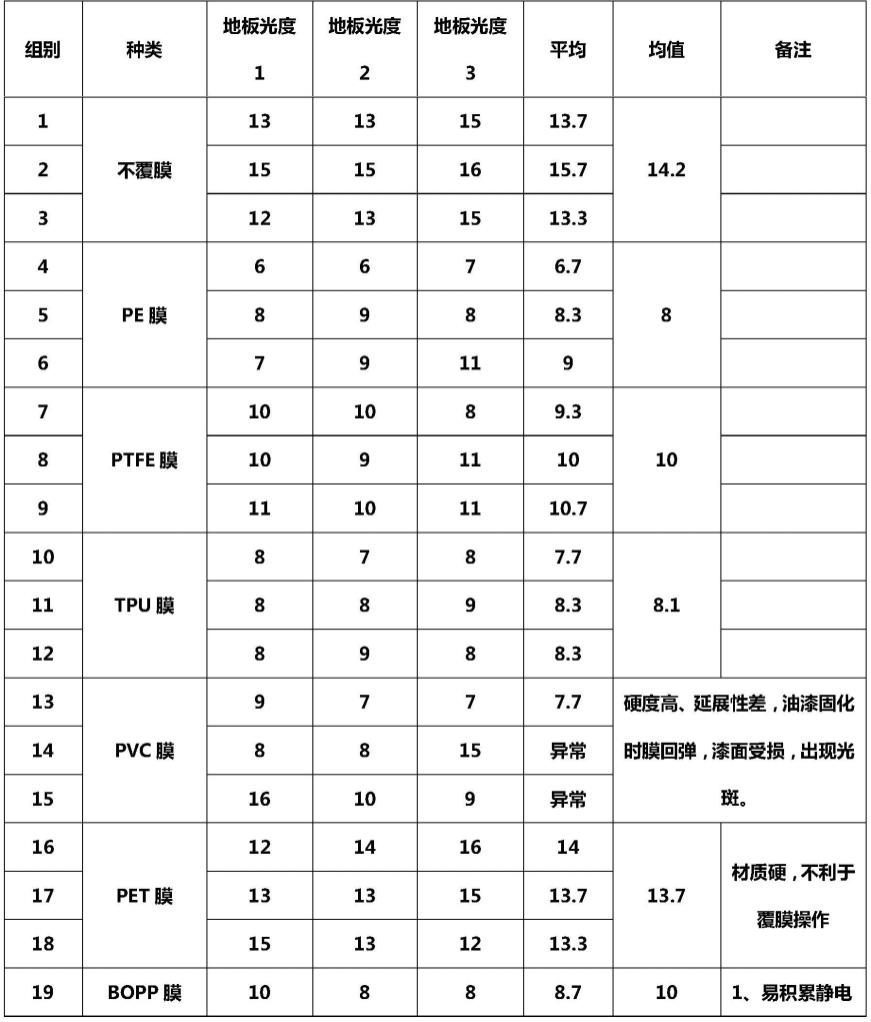
28.为对比透明膜材质对于成品光度的影响,在步骤c中,分别选用不同材质的透明膜(本次对比所用透明膜均为无纹理膜),所得成品的参数对比如下表1所示。
[0029][0030]
[0031]
表1
[0032]
从表1中可以看出,选用pe膜和tpu膜时,能大程度的使获得的成品光度低,但选用tpu膜时,成品的光度稳定,批次差异小,所以选用tpu膜的效果要优于选用pe膜。
[0033]
为对比不同度透明膜厚对于成品光度的影响,在步骤c中,分别选用不同厚度的透明膜(本次对比均采用无纹理的tpu膜),所得成品的参数对比如下表2所示。
[0034][0035]
表2
[0036]
从表2中可以看出,在不影响使用的前提下,透明膜的厚度对光度没有没有显著影响,为节约成本,优选0.1mm厚度的透明膜。
[0037]
为对比不同纹理膜透明膜对于成品光度的影响,在步骤c中,透明膜贴向b品的一面分别选用无纹理、磨砂(2500目)、雾面、布纹(2500目)、网纹(2500目)面,且本次对比所用透明膜均为厚度0.1mm的tpu膜,所得成品的参数对比如下表3所示。
[0038][0039]
表3
[0040]
从表3中可以看出,布纹面和网纹面的透明膜能够使成品的光度更低。
[0041]
为对比不同粗糙程度透明膜对于成品光度的影响,在步骤c中,透明膜贴向b品的一面选用不同颗粒密集度,即不同目数,且本次对比用到的膜厚度均为0.1mm的tpu膜,所得成品的参数对比如下表4所示。
[0042]
[0043][0044]
表4
[0045]
从表4中可以看出,透明膜贴向b品的一面的目数越高,成品光度越低,但从目数超过2500后,光度变化幅度已经不大,在超过2500目后继续升高意义不大。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1