一种利用霉变废弃原竹制备大片刨花板的方法
1.本发明涉及竹材加工领域,具体涉及一种利用霉变废弃原竹制备大片刨花板的方法。
背景技术:
2.竹产业具有巨大的经济、生态、文化和社会价值。由于竹材具有清新、淡雅、回归大自然等感觉,深受人们的喜爱。原竹在农村住房、农家乐、园林建筑、乡村旅游景区建设等领域得到了越来越多的应用,且需求量呈现快速增长的势头。
3.但是,竹材含有大量的糖类、淀粉、蛋白质等霉菌所必需的营养物质,极易产生霉变而导致原竹表面严重污染,同时霉菌产生的真菌毒素具有极强的急慢性毒性、致癌性、致突变性,会对人类的身体健康造成严重威胁,以致于原竹失去使用价值而被废弃,从而造成巨大的资源浪费和经济损失。因此,充分利用废弃的原竹,不仅可以提高竹材的利用率,节约竹材资源,而且也能产生较大的经济和社会效益。
技术实现要素:
4.(一)要解决的技术问题
5.针对竹材极易产生霉变而表面严重污染、致使原竹失去使用价值而被废弃、资源浪费和经济损失等问题,本发明提供一种利用霉变废弃原竹制备大片刨花板的方法,该方法通过一系列技术手段,对霉变废弃原竹进行处理,然后制成竹材大片刨花板用于家具、建筑等领域,实现废弃竹材的资源化再利用,大大提高竹材利用率,节约竹材资源,产生经济效益。
6.(二)技术方案
7.为了达到上述目的,本发明采用的主要技术方案包括:
8.第一方面,本发明提供一种利用霉变废弃原竹制备大片刨花板的方法,其包括:
9.s1、剖裁成块
10.将霉变废弃原竹剖成若干条长条竹块;
11.s2、机械去霉
12.采用毛刷清除长条竹块上的霉菌和菌斑;
13.s3、化学去霉漂色
14.将经s2处理的长条竹块放到50-95℃的热水中,按热水质量3-8wt%加入漂洗液蒸煮漂洗2-10h,将毛刷未能清除的霉菌与菌斑及霉菌毒素彻底去除,同时使长条竹块颜色恢复为浅黄色或淡白色(接近竹肉本色);所述漂洗液含有氢氧化钠/钾、过氧化氢和硅酸钠;
15.s4、制作窄长型薄片状竹材大刨花
16.将经s3处理的长条竹块刨削成窄长型薄片状竹材大刨花,其操作方法为:将刨削刀刃沿着平行于或接近平行于长条竹块的上表面或下表面的方向进行刨削,刨削后产生的刨花经震动筛筛除细小的刨花和颗粒状碎料后,进行干燥至含水率2-7%,制得窄长型薄片
状竹材大刨花;
17.s5、施胶
18.对s4制备的窄长型薄片状竹材大刨花进行施胶,胶粘剂为脲醛树脂胶、酚醛树脂胶、三聚氰胺改性脲醛树脂胶中的一种或几种的组合,施胶量控制在:使胶粘剂固含量占刨花干重的重量百分比为5-12%;
19.s6、铺装成板
20.对施胶后的窄长型薄片状竹材大刨花进行三层定向铺装,形成三层结构的板坯;
21.采用圆盘式定向机械铺装机铺装板坯的上、下两个面层,铺装时使窄长型薄片状竹材大刨花的长度方向与板坯的长度方向尽可能一致;
22.采用星形定向机械铺装机铺装板坯的芯层,铺装时使窄长型薄片状竹材大刨花的长度方向与板坯的宽度方向尽可能一致;
23.s7、压制与后期处理
24.将板坯置于热压机中,在加热加压作用下,将板坯压缩40-60%的厚度后,裁切修边,制得竹材刨花板成品。
25.根据本发明的较佳实施例,步骤s1中,将霉变废弃原竹采用两两对剖的方式,在多片锯剖机上剖开制成8-16块长条竹块。通过剖裁成块,让原竹的内壁和外壁都裸露出来,以便于去霉处理和制作竹材大刨花。
26.根据本发明的较佳实施例,步骤s2中,采用辊刷机去除所述长条竹块霉菌和菌斑;辊刷机包括至少一对刷辊,该对刷辊之间具有间距,刷辊外周设有刷毛,在刷毛外侧还设有弯弧形的集菌器,所述集菌器与刷辊的刷毛之间具有间距;所述集菌器的一侧还连接有抽吸管;将长条竹块放入一对刷辊之间,刷辊转动带动刷毛在长条竹块表面快速刷扫,刷扫所产生的灰尘和霉菌在离心作用下被甩到所述弯弧形的集菌器中,再由抽吸管抽吸出去进行灭杀处理。灭杀方法可采用酸碱法或燃烧法。
27.根据本发明的较佳实施例,步骤s2中,所述刷毛为可拆卸结构,所述刷毛包括硬质刷毛和软质刷毛。例如,硬质刷毛如钢丝或铜丝刷毛,软质刷毛可为人造纤维刷毛、植物纤维刷毛或动物毛发刷毛。通过刷毛在刷辊上为可拆卸结构的设置,工艺过程中,可根据实际需要替换硬质刷毛或软质刷毛。硬质毛刷用于霉变严重、污染较大、表面较硬的长条竹块的霉菌与菌斑清除,软质毛刷用于进霉变较轻、污染较小、表面较软的长条竹块的霉菌与菌斑清除。
28.优选地,所述弯弧形的集菌器的弧长不能太小,否则收集灰尘和霉菌的效果不佳,至少应该覆盖50%的刷辊圆周,更优选是能够覆盖刷辊 50-70%的圆周。
29.根据本发明的较佳实施例,步骤s3中,所述漂洗液由过氧化氢∶氢氧化钠或氢氧化钾∶硅酸钠按照质量比65-75∶20-30∶5-10复配制得。
30.过氧化氢具有非常强的抗菌、杀菌、消毒作用,同时它是很好的漂白剂,使用过氧化氢和热水蒸煮可以彻底杀灭长条竹块表面及内部的霉菌,并脱去霉菌导致的黑斑起到漂白的效果。氢氧化钠(氢氧化钾)属于强碱,对霉菌有很强的灭杀作用,而最为主要的是氢氧化钠(氢氧化钾)可与竹材中的木质素发生反应,脱去部分木质素(竹材中的发色基团大都在木质素),起到剥脱霉变竹材的污染色和部分竹肉的作用,起到漂白效果。将过氧化氢和氢氧化钠(氢氧化钾)复配使用起到协同增效彻底去除霉菌和漂白脱色作用。漂洗液的硅酸
钠起着固漂剂和媒漂剂的作用,增强漂白效果和稳固漂白作用。
31.其中,硅酸钠为助剂,其在漂洗液中的配比过高会导致去除霉菌和漂白脱除霉变污染色的效果不足;氢氧化钠(氢氧化钾)配比过高的情况,可能会导致竹材表面竹肉受损。因此,优选地使漂洗液中,过氧化氢∶氢氧化钠或氢氧化钾∶硅酸钠的质量比=65-75∶20-30∶5-10。最优选是,漂洗液中,过氧化氢∶氢氧化钠或氢氧化钾∶硅酸钠按照质量比为70:25:6。
32.根据本发明的较佳实施例,步骤s4中,将经s3蒸煮漂洗处理后的长条竹块在单鼓长材轮刨片机中刨削成窄长型薄片状竹材大刨花;具体方法包括:将长条竹块沿水平固定,在长条竹块上方设有刀轮;刨削时,刀轮上的刀刃平行或接近平行于竹材纤维方向且平行或接近平行于长条竹块的上表面,刀轮高速旋转地刨削长条竹块的同时水平移动以实现长条竹块的进给。相对于其他刨片机,使用单鼓长材轮刨片机时,可不需要对长条竹块进行截段(切断),可以得到单个长度更长的竹材刨花,减少铺装板坯时刨花的接续数量,提高制品抗拉、抗弯、抗断裂强度。
33.优选地,窄长型薄片状竹材大刨花是采用单通道滚筒式干燥机进行干燥,一次性可以干燥大量长度很长的刨花。
34.竹材作为天然的复合村料,有着复合结构。在轴向上,竹子纤维方向与生长方向一致,维管束散生在基本组织(薄壁细胞)中,维管束是竹材的增强材料,薄壁细胞是竹材的基体材料,维管柬对竹材的力学性能具有重要影响。竹子的纵向抗拉强度远大于横向,竹材纤维方向形成的完整长度的竹材刨花具有最大的抗断裂和抗拉强度。
35.根据本发明的较佳实施例,步骤s5中,采用低速滚筒式拌胶机对所述窄长型薄片状竹材大刨花进行施胶。
36.根据本发明的较佳实施例,步骤s6中,制备的板坯至少有三层,包括上下两个面层和中间的芯层;其中在铺装面层时,使所述窄长型薄片状竹材大刨花的长度方向与板坯的长度方向尽可能保持一致,且在板坯长度方向上的两段相邻窄长型薄片状竹材大刨花之间以首尾相接或部分重叠式相接的方式铺装;在铺装芯层时,使所述窄长型薄片状竹材大刨花的长度方向与板坯的宽度方向尽可能保持一致,且在板坯宽度方向上的两段相邻窄长型薄片状竹材大刨花之间以首尾相接或部分重叠式相接的方式铺装。
37.上述铺装方式可以充分发挥竹材纤维方向(顺纹)抗断裂抗拉伸强度远远高于横纹(横向或竹材的径向)的特点,提高板材的单向强度,克服普通的刨花板难以用作结构材料的缺点,提升制作成品的纵向强度和横向强度。
38.根据本发明的较佳实施例,步骤s7中,当施胶使用的胶粘剂为脲醛树脂胶黏剂时,热压温度为190-210℃;施胶使用的胶粘剂为三聚氰胺树脂胶黏剂时,热压温度为180-190℃;施胶使用的胶粘剂为酚醛树脂胶粘剂时,热压温度为140-180℃。热压压力一般在5-20mpa即可,热压温度视使用的胶粘剂调整。
39.(三)有益效果
40.(1)本发明的方法对霉变废弃原竹进行处理,制成竹材大片刨花板用于家具、建筑等领域,实现废弃原竹的再利用,大大提高了竹材利用率,节约了竹材资源,产生了客观的经济效益。
41.(2)本发明的方法处理霉变废弃原竹后制得的刨花颜色接近竹肉本色,完全没有
霉变所留下的污染色痕迹,刨花板外观颜色淡雅且美观。
42.(3)本发明的方法可以彻底去除霉菌,制备的刨花板杜绝了使用过程中继续腐烂和霉变变色的可能,抗腐抗霉,板材结实耐用。
43.(4)本发明制备的刨花板力学性能远超国家标着对承载型刨花板的最低要求,完全可用作承重结构材料。
附图说明
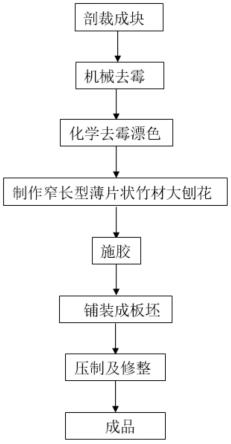
44.图1为本发明利用霉变废弃原竹制备大片刨花板的方法流程图。
45.图2为本发明的方法中s2机械去霉的示意图。
46.图3为本发明的方法中s4制作窄长型薄片状竹材大刨花的示意图。
具体实施方式
47.为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。
48.实施例1
49.如图1所示,本实施例提供一种利用霉变废弃原竹制备大片刨花板的方法,包括:
50.(1)剖裁成块
51.将霉变废弃原竹采用两两对剖的方式,在多片锯剖机上剖开制成 8-16块的长条竹块,便于后续去霉和制作刨花等。
52.(2)机械去霉
53.将长条竹块置于辊刷机中辊刷清除长条竹块上的霉菌和菌斑,从长条竹块上刷除的菌体通过辊刷下面的集菌器中进行收集,然后再对集菌器中的霉菌集中灭杀处理。
54.辊刷机为在双辊筒涂胶机的基础上改造而成。如图2所示,辊刷机包括至少一对刷辊11,该对刷辊11之间具有间距,供长条竹块插入该间距中。刷辊11外周可拆卸地安装刷毛12,在刷毛12外侧还设有弯弧形的集菌器13。集菌器为弧形槽,其与刷辊11的刷毛12之间具有一段间距,在集菌器13的一侧还连接有抽吸管14,抽吸管连接负压。
55.在使用辊刷机进行去霉时,可将长条竹块2喂入一对刷辊11之间,刷辊11转动带动刷毛12在长条竹块2表面快速刷扫,刷扫产生的灰尘和霉菌在离心作用下被甩到所述弯弧形的集菌器13中,再由抽吸管14 抽吸出去进行灭杀处理。灭杀方法可采用酸碱法或燃烧法。
56.其中,刷毛12为可拆卸结构,其包括硬质刷毛和软质刷毛。例如,硬质刷毛如钢丝或铜丝刷毛,软质刷毛可为人造纤维刷毛、植物纤维刷毛或动物毛发刷毛。通过刷毛12在刷辊11上为可拆卸结构的设置,工艺过程中,可根据实际需要替换硬质刷毛或软质刷毛。硬质毛刷用于霉变严重、污染较大、表面较硬的长条竹块2的霉菌与菌斑清除,软质毛刷用于进霉变较轻、污染较小、表面较软的长条竹块2的霉菌与菌斑清除。
57.其中,集菌器13的弧长覆盖刷辊50-70%的圆周。刷辊11为具有一定长度,可以同时进行多根长条竹块2的并排喂料,而集菌器13在长度方向上与刷辊11一致或略大于刷辊11的长度。
58.(3)化学去霉漂色
59.将采用刷毛去霉的长条竹块2放到90℃的热水中,按热水质量6wt%加入漂洗液蒸煮漂洗8h,将毛刷未能清除的霉菌与菌斑及霉菌毒素彻底去除,同时使长条竹块2颜色恢复为浅黄色或淡白色(接近竹肉本色)。漂洗液由过氧化氢∶氢氧化钠∶硅酸钠按质量比50∶30∶20复配。蒸煮后含水率较高,此时取出长条竹块,直接进行下一步,有利于刨削得到长度更长的刨花,减少细碎刨花和颗粒状碎料产率,提高竹材利用率。
60.(4)制作窄长型薄片状竹材大刨花
61.将长条竹块2在单鼓长材轮刨片机中刨削成窄长型薄片状竹材大刨花,刨削后产生的刨花经震动筛筛除掉细小的刨花和颗粒状碎料后,进行干燥(采用单通道滚筒式干燥机进行干燥,一次性可以干燥大量长度很长的刨花)至含水率2-7%,制得窄长型薄片状竹材大刨花,单片刨花厚度约0.5-0.6mm。
62.如图3所示:将长条竹块2沿水平固定,在长条竹块2上方设有刀轮3。刨削时,刀轮3上的刀刃4以接近平行于竹材纤维方向进行刨削,刀轮高速旋转地刨削长条竹块2的同时水平移动以实现长条竹块2的进给。相对于其他刨片机,使用单鼓长材轮刨片机时,可不需要对长条竹块2进行切断,节省工序,还有利于得到单个长度更长的竹材刨花,减少铺装板坯时刨花的接续数量,提高制品抗拉、抗弯、抗断裂强度。
63.(5)施胶
64.采用低速滚筒式拌胶机对所述窄长型薄片状竹材大刨花进行施胶。胶粘剂为脲醛树脂胶,施胶量控制在:胶粘剂固含量占刨花干重的重量百分比为8%。
65.(6)铺装成板
66.对施胶后的窄长型薄片状竹材大刨花进行三层定向铺装,形成三层结构的板坯。采用圆盘式定向机械铺装机铺装板坯的上、下两个面层,铺装时使窄长型薄片状竹材大刨花的长度方向与板坯的长度方向一致,且在板坯长度方向上的两段相邻窄长型薄片状竹材大刨花之间以首尾相接或部分重叠式相接的方式铺装。采用星形定向机械铺装机铺装板坯的芯层,铺装时使窄长型薄片状竹材大刨花的长度方向与板坯的宽度方向一致,且在板坯宽度方向上的两段相邻窄长型薄片状竹材大刨花之间以首尾相接或部分重叠式相接的方式铺装。铺装完成后,常温下进行4mpa 预压10min,使板坯初步成型,板坯厚度约1.2cm。
67.(7)压制与后期处理
68.将板坯置于热压机中,在10mpa、190℃热压,将板坯压缩58.3%的厚度后,进行裁切修边,制得竹材刨花板成品,成品厚度0.5cm。
69.实施例2
70.本实施例与实施例1相同,只是在步骤(3)中改变漂洗液的配比为:由过氧化氢∶氢氧化钠∶硅酸钠按照质量比70∶20∶10复配。其余步骤和条件参见实施例1。
71.实施例3
72.本实施例与实施例1相同,只是在步骤(3)中改变漂洗液的配比为:由过氧化氢∶氢氧化钠∶硅酸钠按照质量比65∶30∶5复配。其余步骤和条件参见实施例1。
73.实施例4
74.本实施例与实施例1相同,只是在步骤(3)中改变漂洗液的配比为:由过氧化氢∶氢氧化钠∶硅酸钠按照质量比75∶20∶8复配。其余步骤和条件参见实施例1。
75.实施例5
76.本实施例与实施例1相同,只是在步骤(3)中改变漂洗液的配比为:由过氧化氢∶氢氧化钠∶硅酸钠按照质量比70:25:6复配。其余步骤和条件参见实施例1。
77.实施例6
78.本实施例与实施例5相同,只是在步骤(3)中,将长条竹块放到90℃的热水中,按热水质量3wt%加入漂洗液蒸煮漂洗8h。其余步骤和条件参见实施例5。
79.实施例7
80.本实施例与实施例5相同,只是在步骤(3)中,将长条竹块放到90℃的热水中,按热水质量8wt%加入漂洗液蒸煮漂洗8h。其余步骤和条件参见实施例5。
81.实施例8
82.本实施例与实施例1相同,只是在步骤(6)中改变刨花的铺装方向,即:采用圆盘式定向机械铺装机铺装板坯的上、下两个面层,铺装时使窄长型薄片状竹材大刨花的长度方向与板坯的长度方向倾斜5-15
°
角,在板坯长度方向上的两段相邻窄长型薄片状竹材大刨花之间以首尾相接方式铺装。采用星形定向机械铺装机铺装板坯的芯层,铺装时使窄长型薄片状竹材大刨花的长度方向与板坯的宽度方向倾斜5-15
°
角,在板坯宽度方向上的两段相邻窄长型薄片状竹材大刨花之间以首尾相接的方式铺装。铺装完成后,常温下进行4mpa预压10min。
83.实施例9
84.本实施例与实施例1相同,只是在步骤(5)中使用的胶粘剂是酚醛树脂胶粘剂,步骤(7)的热压条件为:10mpa、150℃热压,将板坯压缩 60%厚度得成品,成品厚度0.485cm。
85.上述各例制备的竹材刨花板密度在1.0-1.2g/cm3之间,厚度为 4.8-5.2mm,参照gb/t4897-2015《刨花板》标准对刨花板力学性能进行测试,性能如下:
[0086] 静曲强度mpa静曲模量mpa内结合强度mpa实施例1111.5mpa8414mpa0.82mpa实施例2114.2mpa8525mpa0.80mpa实施例3113.1mpa8429mpa0.85mpa实施例4117.8mpa8820mpa0.87mpa实施例5125.5mpa9245mpa0.92mpa实施例6122.4mpa8924mpa0.86mpa实施例7134.2mpa9740mpa1.01mpa实施例8110.4mpa8211mpa0.88mpa实施例9112.1mpa8407mpa0.89mpa
[0087]
由上表可知,本发明制备的刨花板,静曲强度为在110mpa以上,静曲模量均在8000mpa以上,内结合强度0.80mpa以上,远超国家标着对承载型刨花板的最低要求(静曲强度10mpa,静曲模量为2200mpa,内结合强度0.45mpa),完全可用作承重结构材料。
[0088]
为了进一步说明本发明的技术特点,发明人还进行了如下生产实验。
[0089]
对比例1
[0090]
本对比例是在实施例1基础上,改变步骤(3)中漂洗液的组分为:由84消毒剂∶氢氧化钠∶硅酸钠按质量比50∶30∶20复配。其余步骤和条件不变。
[0091]
对比例2
[0092]
本对比例是在实施例1基础上,去掉步骤(2)的机械去霉的预处理,直接进行步骤(3)的化学去霉漂色处理。其余步骤和条件不变。
[0093]
对比例3
[0094]
本对比例是在实施例1基础上,改变步骤(3)中漂洗液的组分,去掉其中的硅酸钠。其余步骤和条件不变。
[0095]
对比例4
[0096]
本对比例是在实施例1基础上,改变步骤(3)中漂洗液的组分,去掉其中的氢氧化钠。其余步骤和条件不变。
[0097]
实验发现,对比例1中将漂洗液中的过氧化氢换成等量的84消毒剂,结果在制作窄长型薄片状竹材大刨花时,仍发现有一些霉变色没有完全清除,且生产中刺激性味道较重。对比例2中由于没有机械辊刷去霉的处理,直接进行步骤(3),由于长条竹块2表面大量灰尘和陈旧霉附着,导致化学漂洗液不能很好地与竹肉接触,漂洗后霉变污染色去除效果不佳。对比例3的漂洗液中由于缺少硅酸钠,经蒸煮漂洗后,部分竹块表面仍然有霉变污染色没有完全去除,而导致制作的刨花板美观性较差,同时也影响了胶粘剂在刨花表面的粘附。对比例4中的漂洗液中缺少氢氧化钠,经蒸煮漂洗后,刨削制作的大刨花上仍有一些霉变色。这是因为缺少氢氧化钠后,漂洗液对长条竹块2内侧的霉变情况清除不彻底。由于霉变清除不彻底,不仅影响刨花板的美观性,而且还影响了刨花的施胶和铺装及后续热压工艺的质量,最终影响成品的各项强度。
[0098]
本发明中所用原料、设备,若无特别说明,均为本领域的常用原料、设备;本发明中所用方法,若无特别说明,均为本领域的常规方法。最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1