一种基于葡萄藤人造复合板及制作方法与流程
1.本技术涉及葡萄藤加工技术领域,具体而言,涉及一种基于葡萄藤人造复合板及制作方法。
背景技术:
2.葡萄藤本质藤本,长达8米,幼枝,叶柄和花序轴密生白色或豆沙色蛛丝状柔毛。叶卵形或五角状卵形,长8~循环加热板(11)厘米,宽6~8厘米,边缘具锯齿,不裂或具不明显的3~5角,或3~5裂,先湍急尖,基部近截形或浅心形,上面无毛,下面密被灰白色或灰棕色的绒毛。
3.葡萄藤既可以做中药,能够用来煮水喝具有很高的营养价值,野生的葡萄藤,也叫做大风藤,葡萄藤其茎含还原糖、蔗糖、淀粉、鞣质、黄酮类化合物,并且因为葡萄藤内部含有的化合物,使其不仅可以作为中药,还可以作为板材加工的原材料。
4.但是因为葡萄藤在一个种植区域内的存量、产量都较为有限,庞大的设备不仅违背了利用葡萄藤制板的成本,并且需要的工厂厂房面积较大,对于一些农户或者村镇的小企业来说不太实际,而农户采用搅拌机来打碎葡萄藤后自行压板不仅板体质量较差,效率交底。
技术实现要素:
5.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种基于葡萄藤人造复合板,包括:葡萄藤复合处理箱、混合溶剂添加组件、制板处理组件及传动带;
6.所述葡萄藤复合处理箱、制板处理组件均位于传动带的上方,且葡萄藤复合处理箱设置于制板处理组件的左端,所述混合溶剂添加组件安装于葡萄藤复合处理箱上;
7.其中,所述混合溶剂添加组件用于补充复合板需要的粘合剂,所述制板处理组件用于处理自葡萄藤复合处理箱排出的制板原料。
8.根据本技术实施例的基于葡萄藤人造复合板,所述葡萄藤复合处理箱内壁的左侧连通有进料箱,所述进料箱的内部安装有多个均匀分布的循环加热板,所述进料箱与葡萄藤复合处理箱的连接部位设置有控制葡萄藤进出的进料盖板。
9.根据本技术实施例的基于葡萄藤人造复合板,所述葡萄藤复合处理箱包括主箱体、电机、转动杆及出料口;
10.所述电机安装于主箱体的顶部,所述出料口与主箱体内壁的底部相连通;
11.所述转动杆有三个,且上方所述转动杆通过联轴器与电机的输出轴固定连接,上方所述转动杆的表面安装有三个均匀分布的粗切割刀片,中间所述转动杆的表面安装有四根均匀分布的粗切割刀片,下方所述转动杆的表面安装有三片均匀分布的研磨粉碎刀片;
12.其中,三个所述研磨粉碎刀片的底部均与液压推杆a内壁的底部相贴合。
13.根据本技术实施例的基于葡萄藤人造复合板,所述主箱体的内壁安装有两个分隔
板,上方所述分隔板的顶部与粗切割刀片贴合,下方所述分隔板的顶部与粗切割刀片贴合。
14.根据本技术实施例的基于葡萄藤人造复合板,所述混合溶剂添加组件包括液压推杆a、加料管、存料管、四通阀及出液管;
15.所述存料管的内部滑动连接有推进块,所述推进块与液压推杆a的伸缩杆相连,所述加料管与存料管相连通,所述存料管的一端与液压推杆a固定连接,且存料管的另一端与四通阀相连通;
16.所述出液管有三个,三个所述出液管的一端均与四通阀相连通,且三个出液管的另一端均与主箱体相连通。
17.根据本技术实施例的基于葡萄藤人造复合板,所述制板处理组件包括液压推杆b、第一定位架及压辊;
18.所述压辊的前后两端均与第一定位架的内壁滑动连接,所述液压推杆b有两个,两个所述液压推杆b伸缩杆的底端均贯穿第一定位架并与压辊转动连接。
19.根据本技术实施例的基于葡萄藤人造复合板,所述制板处理组件还包括液压推杆c、第二定位架及压板;
20.所述液压推杆c有四个,且四个液压推杆c伸缩杆的底端均与压板固定连接,四个伸缩液压推杆c均安装于第二定位架上。
21.根据本技术实施例的基于葡萄藤人造复合板,所述传动带包括主带体、连接块、承载板、内撑架、行走机构及;
22.所述承载板、连接块有多个,且多个连接块均与相邻承载板卡合,且每个连接块与相邻承载板的卡合部位均通过螺栓固定,多个所述承载板均安装于主带体的输送链条上;
23.所述主带体的输送链条由多个链片组合;
24.所述内撑架安装于主带体的内部,所述内撑架上开设有限位滑槽,所述液压推杆d上安装有行走机构,所述液压推杆d伸缩杆的顶部固定连接有,所述行走机构位于限位滑槽的内部,且行走机构与液压推杆d固定连接;
25.其中,所述第一定位架、第二定位架的底部均与主带体固定连接。
26.根据本技术实施例的基于葡萄藤人造复合板,相邻两个所述转动杆之间均设置有电磁连接机构;
27.所述电磁连接机构包括磁铁片、六角定位槽、滑环及六角电磁铁,上端所述转动杆的底部开设有六角定位槽,且六角定位槽内壁的顶部安装有与六角电磁铁配合的磁铁片。
28.根据本技术实施例的基于葡萄藤人造复合板及制作方法,包括以下几个步骤:
29.步骤a:将葡萄藤投入进料箱以后,启动循环加热板加热干燥,预先烘干葡萄藤中大部分的水分,使其变得干、脆,为后续切碎研磨做铺垫,当烘干完成以后,向上拉动进料盖板将葡萄藤送入主箱体内再立即关闭进料盖板;
30.步骤b:进入主箱体以后,启动电机带动转动杆转动,利用上层转动杆上的粗切割刀片与物料切割,配合上层的分隔板切割将葡萄藤切碎,当切碎以后,此时打开分隔板即可将上层处理以后的葡萄藤碎块掉落到下层的分隔板上,将六角电磁铁通电以后产生磁性,会将中间转动杆上的六角电磁铁与磁铁片吸附以后使六角电磁铁与六角定位槽卡合,使上端转动杆与中间部位的转动杆相互连接,即电机带动上、中的转动杆一起转动,即通过转动杆带动细打碎刀片转动,此时细打碎刀片与下层的分隔板相配合,形成一个有效支撑的同
时,能够对于葡萄藤碎块内的纤维进一步地打碎,一段时间以后,打开下方分隔板上的阀门即可排出物料,随后物料进入主箱体的底部,再次启动电磁连接机构将三根转动杆同时连接,即电机通过最下方的转动杆带动多个研磨粉碎刀片转动,将纤维已经初步打碎的葡萄藤碎块再进一步的加工,最终三次加工形成可以加工的葡萄藤原料;
31.步骤ba:在进行步骤b的同时,启动液压推杆a将存料管内部填充的粘着剂、研磨剂根据当前步骤b内所操作的层,利用四通阀准确输送到葡萄藤原料的当前位置处混合加工,并且在处理葡萄藤的三个原料中,按照步骤a、步骤b的顺序加入其他材料配合葡萄藤原料,形成葡萄藤复合原材料;
32.步骤c:加工完成的葡萄藤复合原材料通过打开出料口上的阀门即可将葡萄藤复合原材料送出,并且此时启动主带体,主带体通过多个连接块带动主带体移动,将葡萄藤复合原材料会倾倒在多个承载板上;
33.步骤d:当葡萄藤复合原材料通过第一定位架下方时,会被压辊碾压成型,利用液压推杆b可以调节压辊的高低,进而可以调节葡萄藤复合原材料压型以后的厚度,而液压推杆c可以带动压板下降压住板体表面,配合液压推杆d带动抬升,在需要的时候液压推杆d迅速的伸缩,利用配合连接块压住板材切割,并且行走机构可以带动液压推杆d在限位滑槽内移动,即带动移动到不同的位置切割,经过压板与的配合切割以后,从主带体的右侧收集处理好的复合板即可。
34.本技术的有益效果:
35.1、该装置通过设置有进料箱能够对于葡萄藤以及其他复合材料提前预热,烘干水分,这样在进入葡萄藤复合处理箱内部处理时效率更高,节约整体制板时间。
36.2、该装置通过设置有葡萄藤复合处理箱,在葡萄藤复合处理箱的内部能够分为上中下三层处理,即粗切割刀片进行初步粗加工打碎(此时为大颗粒碎块);再经过细打碎刀片精加工打碎(此时为小颗粒碎块);最后经过研磨粉碎刀片研磨成纤维条状、细块或者纤维沫(此时即为制板的半成品原料),三道工序,能够将葡萄藤加工成需要的原材料,并且分部加工,成品效果纤维质地更优。
37.3、该装置通过设置有混合溶剂添加组件能够对于葡萄藤复合处理箱内部在打磨的过程中添加需要的粘着剂,树脂等材料,并且在增加这些材料时,还可以根据需要加在对应的粗切割刀片、细打碎刀片或研磨粉碎刀片的工作位置,增加葡萄藤复合原材料与补充剂的混合效率。
38.4、该装置设置有电磁连接机构,能够与葡萄藤复合处理箱配合以后,根据葡萄藤的加工位置选择带动几根转动杆转动,是电机在相同的功率大拥有更大的转速,或者相同的转速下功率更小,能够节约能源的同时达到预定的混合效果
39.5、设置有制板处理组件配合传动带,能够在出料口投出物料以后,对于出料口进行烘干,并且在烘干的过程中可以压板,控制厚度,切割控制长度,根据需要对于板材提前处理,有效的提高了该装置的制板效率。
40.总结:该装置能够根据葡萄藤原料进行提前烘干,并且配合多层混合、搅碎与研磨制成复合板原料,并且可以根据传动带的转速实现单位面积的给料量,并且将复合板原料压型以后还可以根据需要控制长度、厚度,制板效率较高,整个设备体积较小,运营成本较低,并且可以根据需要控制用电成本,节约能源,而其本身就是利用废弃的葡萄藤制作板
材,整个装置更加环保。
附图说明
41.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
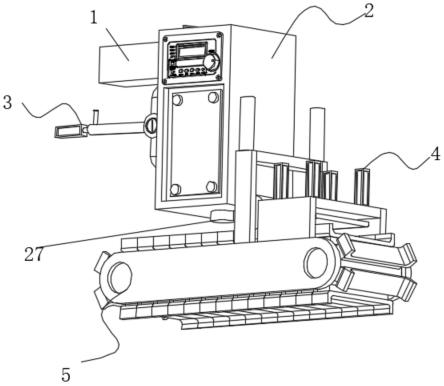
42.图1是本发明第一视角的立体结构示意图;
43.图2是本发明第二视角的立体结构示意图;
44.图3是本发明第三视角的立体结构示意图;
45.图4是本发明的正视剖面结构示意图;
46.图5是本发明葡萄藤复合处理箱与电磁连接机构相连的第一视角立体爆炸图;
47.图6是本发明葡萄藤复合处理箱与电磁连接机构相连的第二视角立体爆炸图;
48.图7是本发明中压平葡萄藤复合板结构的立体图;
49.图8是本发明图4中a处的放大图;
50.图9是本发明图5中b处的放大图;
51.图10是本发明中主带体的局部俯视剖面图。
52.图标:
53.1、进料箱;11、循环加热板;12、进料盖板;2、葡萄藤复合处理箱;21、主箱体;22、电机;23、转动杆;24、粗切割刀片;25、分隔板;26、研磨粉碎刀片;27、出料口;28、细打碎刀片;3、混合溶剂添加组件;31、液压推杆a;32、加料管;33、存料管;34、四通阀;35、出液管;4、制板处理组件;41、液压推杆b;42、第一定位架;43、压辊;44、液压推杆c;45、第二定位架;46、压板;5、传动带;51、主带体;52、内撑架;53、承载板;54、行走机构;55、液压推杆d;56、连接块;57、限位滑槽;58、切刀;6、电磁连接机构;61、磁铁片;62、六角定位槽;63、滑环;64、六角电磁铁。
具体实施方式
54.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
55.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
56.实施例1,
57.下面参考附图描述根据本技术实施例的基于葡萄藤人造复合板及制作方法。
58.如图1-图8所示,根据本技术实施例的一种基于葡萄藤人造复合板,包括:葡萄藤复合处理箱2、混合溶剂添加组件3、制板处理组件4及传动带5;
59.葡萄藤复合处理箱2、制板处理组件4均位于传动带5的上方,且葡萄藤复合处理箱2设置于制板处理组件4的左端,混合溶剂添加组件3安装于葡萄藤复合处理箱2上;
60.其中,混合溶剂添加组件3用于补充复合板需要的粘合剂,制板处理组件4用于处理自葡萄藤复合处理箱2排出的制板原料。
61.根据本技术的一些实施例,葡萄藤复合处理箱2内壁的左侧连通有进料箱1,进料箱1的内部安装有多个均匀分布的循环加热板11,进料箱1与葡萄藤复合处理箱2的连接部位设置有控制葡萄藤进出的进料盖板12。
62.根据本技术的一些实施例,葡萄藤复合处理箱2包括主箱体21、电机22、转动杆23及出料口27;
63.电机22安装于主箱体21的顶部,出料口27与主箱体21内壁的底部相连通;
64.转动杆23有三个,且上方转动杆23通过联轴器与电机22的输出轴固定连接,上方转动杆23的表面安装有三个均匀分布的粗切割刀片24,中间转动杆23的表面安装有四根均匀分布的粗切割刀片24,下方转动杆23的表面安装有三片均匀分布的研磨粉碎刀片26;
65.其中,三个研磨粉碎刀片26的底部均与液压推杆a31内壁的底部相贴合。
66.根据本技术的一些实施例,主箱体21的内壁安装有两个分隔板25,上方分隔板25的顶部与粗切割刀片24贴合,下方分隔板25的顶部与粗切割刀片24贴合。
67.根据本技术的一些实施例,混合溶剂添加组件3包括液压推杆a31、加料管32、存料管33、四通阀34及出液管35;
68.存料管33的内部滑动连接有推进块36,推进块36与液压推杆a31的伸缩杆相连,加料管32与存料管33相连通,存料管33的一端与液压推杆a31固定连接,且存料管33的另一端与四通阀34相连通;
69.出液管35有三个,三个出液管35的一端均与四通阀34相连通,且三个出液管35的另一端均与主箱体21相连通。
70.根据本技术的一些实施例,制板处理组件4包括液压推杆b41、第一定位架42及压辊43;
71.压辊43的前后两端均与第一定位架42的内壁滑动连接,液压推杆b41有两个,两个液压推杆b41伸缩杆的底端均贯穿第一定位架42并与压辊43转动连接。
72.根据本技术的一些实施例,制板处理组件4还包括液压推杆c44、第二定位架45及压板46;
73.液压推杆c44有四个,且四个液压推杆c44伸缩杆的底端均与压板46固定连接,四个伸缩液压推杆c44均安装于第二定位架45上。
74.根据本技术的一些实施例,传动带5包括主带体51、连接块56、承载板53、内撑架52、行走机构54及58;
75.承载板53、连接块56有多个,且多个连接块56均与相邻承载板53卡合,且每个连接块56与相邻承载板53的卡合部位均通过螺栓固定,多个承载板53均安装于主带体51的输送链条上;
76.主带体51的输送链条由多个链片组合;
77.内撑架52安装于主带体51的内部,内撑架52上开设有限位滑槽57,液压推杆d55上安装有行走机构54,液压推杆d55伸缩杆的顶部固定连接有58,行走机构54位于限位滑槽57的内部,且行走机构54与液压推杆d55固定连接;
78.其中,第一定位架42、第二定位架45的底部均与主带体51固定连接。
79.根据本技术的一些实施例,相邻两个转动杆23之间均设置有电磁连接机构6;
80.电磁连接机构6包括磁铁片61、六角定位槽62、滑环63及六角电磁铁64,上端转动杆23的底部开设有六角定位槽62,且六角定位槽62内壁的顶部安装有与六角电磁铁64配合的磁铁片61。
81.进一步的,实施例2,一种基于葡萄藤人造复合板及制作方法,包括以下几个步骤:
82.步骤a:将葡萄藤投入进料箱1以后,启动循环加热板11加热干燥,预先烘干葡萄藤中大部分的水分,使其变得干、脆,为后续切碎研磨做铺垫,当烘干完成以后,向上拉动进料盖板12将葡萄藤送入主箱体21内再立即关闭进料盖板12。
83.步骤b:进入主箱体21以后,启动电机22带动转动杆23转动,利用上层转动杆23上的粗切割刀片24与物料切割,配合上层的分隔板25切割将葡萄藤切碎,当切碎以后,此时打开分隔板25即可将上层处理以后的葡萄藤碎块掉落到下层的分隔板25上,将六角电磁铁64通电以后产生磁性,会将中间转动杆23上的六角电磁铁64与磁铁片61吸附以后使六角电磁铁64与六角定位槽62卡合,使上端转动杆23与中间部位的转动杆23相互连接,即电机22带动上、中的转动杆23一起转动,即通过转动杆23带动细打碎刀片28转动,此时细打碎刀片28与下层的分隔板25相配合,形成一个有效支撑的同时,能够对于葡萄藤碎块内的纤维进一步地打碎,一段时间以后,打开下方分隔板25上的阀门即可排出物料,随后物料进入主箱体21的底部,再次启动电磁连接机构6将三根转动杆23同时连接,即电机22通过最下方的转动杆23带动多个研磨粉碎刀片26转动,将纤维已经初步打碎的葡萄藤碎块再进一步的加工,最终三次加工形成可以加工的葡萄藤原料。
84.步骤ba:在进行步骤b的同时,启动液压推杆a31将存料管33内部填充的粘着剂、研磨剂根据当前步骤b内所操作的层,利用四通阀34准确输送到葡萄藤原料的当前位置处混合加工,并且在处理葡萄藤的三个原料中,按照步骤a、步骤b的顺序加入其他材料配合葡萄藤原料,形成葡萄藤复合原材料。
85.步骤c:加工完成的葡萄藤复合原材料通过打开出料口27上的阀门即可将葡萄藤复合原材料送出,并且此时启动主带体51,主带体51通过多个连接块56带动主带体51移动,将葡萄藤复合原材料会倾倒在多个承载板53上。
86.步骤d:当葡萄藤复合原材料通过第一定位架42下方时,会被压辊43碾压成型,利用液压推杆b41可以调节压辊43的高低,进而可以调节葡萄藤复合原材料压型以后的厚度,而液压推杆c44可以带动压板46下降压住板体表面,配合液压推杆d55带动58抬升,在需要的时候液压推杆d55迅速地伸缩,利用58配合连接块56压住板材切割,并且行走机构54可以带动液压推杆d55在限位滑槽57内移动,即带动58移动到不同的位置切割,经过压板46与58的配合切割以后,从主带体51的右侧收集处理好的复合板即可。
87.进一步的,实施例3,分隔板25、出料口27上均安装有阀门,通过阀门可以控制葡萄藤原料的加工工序与出料时间。
88.进一步的,实施例4,主带体51的输送链条由多个链片组合,并且每个链片之间前后两侧均通过轴承连接,而两个链片之间的带体留有2-5公分的间隙。
89.进一步的,实施例5,多个承载板53内部均安装有电加热板,能够配合制板处理组件4对于葡萄藤的复合原料在制板的过程中提供加热。
90.本发明的工作原理;该装置首先将葡萄藤投入进料箱1以后,启动循环加热板11加
热干燥,预先烘干葡萄藤中大部分的水分,使其变得干、脆,为后续切碎研磨做铺垫,当烘干完成以后,向上拉动进料盖板12将葡萄藤送入主箱体21内再立即关闭进料盖板12。
91.随后进入主箱体21以后,启动电机22带动转动杆23转动,利用上层转动杆23上的粗切割刀片24与物料切割,配合上层的分隔板25切割将葡萄藤切碎,当切碎以后,此时打开分隔板25即可将上层处理以后的葡萄藤碎块掉落到下层的分隔板25上,将六角电磁铁64通电以后产生磁性,会将中间转动杆23上的六角电磁铁64与磁铁片61吸附以后使六角电磁铁64与六角定位槽62卡合,使上端转动杆23与中间部位的转动杆23相互连接,即电机22带动上、中的转动杆23一起转动,即通过转动杆23带动细打碎刀片28转动,此时细打碎刀片28与下层的分隔板25相配合,形成一个有效支撑的同时,能够对于葡萄藤碎块内的纤维进一步的打碎,一段时间以后,打开下方分隔板25上的阀门即可排出物料,随后物料进入主箱体21的底部,再次启动电磁连接机构6将三根转动杆23同时连接,即电机22通过最下方的转动杆23带动多个研磨粉碎刀片26转动,将纤维已经初步打碎的葡萄藤碎块再进一步的加工,最终三次加工形成可以加工的葡萄藤原料。
92.当启动混合溶剂添加组件3时启动液压推杆a31带动推进块36将存料管33内部填充的粘着剂、研磨剂根据当前步骤b内所操作的层,利用四通阀34准确输送到葡萄藤原料的当前位置处混合加工,并且在处理葡萄藤的三个原料中,按照步骤a、步骤b的顺序加入其他材料配合葡萄藤原料,形成葡萄藤复合原材料。
93.在葡萄藤复合原料板材制成以后,从右侧用托盘接住内部仍旧留存有水分的复合板材,再进入烘干以及硬化车间对于板材进一步地硬化。
94.本发明中使用到的电子元件及型号均可根据实际使用的需要进行选择。
95.以上仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
96.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1