一种家具加工用钻孔设备的制作方法
1.本发明属于家具加工技术领域,更具体地说,涉及一种家具加工用钻孔设备。
背景技术:
2.家具是指人类维持正常生活、从事生产实践和开展社会活动必不可少的器具设施大类,是建立工作生活空间的重要基础。木质家具是人们日常生活中使用频率最高的一种家具,木质家具的原材料是木材,木材在加工成为家具之前打过需要进行打孔工序,随着科技的发展,现市场中涌现出较多的木材钻孔装置。
3.现有的木材钻孔装置在完成对一个木材的钻孔以后,需要人工置换下一个木材,工作连续性较差,工作效率低下;除此之外,现有的通过流水线传送带运送木材至钻孔装置下侧的装置不具备夹紧功能,以使木材被运输至钻孔装置下侧处理过程中,木材位置可能发生偏移而导致钻孔的位置发生偏移,从而导致加工后的木材不符合标准,造成材料的浪费。
技术实现要素:
4.本发明要解决的技术问题在于提供一种家具加工用钻孔设备,它可以实现自动更换完成打孔的木材,自动将已经完成打孔的木材转移至下一道流水线,并对打孔装置下侧的木材进行补料并将待打孔的木料夹紧。
5.本发明的一种家具加工用钻孔设备,包括转动箱;转动箱中心固定连接有转动轴,转动轴绕自身轴线自转,以使转动箱绕转动轴的轴线转动;转动箱围绕转动轴转动的一侧表面上固定设置有工作台,工作台的下底面与转动箱固定连接,工作台的数量至少为一个,每个工作台的两侧均对称设置有固定组件;固定组件限制工作台两侧的高度,固定组件与工作台转动连接,以使固定组件的转动控制木材与工作台的固定与分离;固定组件电性连接有控制模块,控制模块控制固定组件的转动。
6.作为本发明的进一步改进,固定组件包括控制板、限位件和压紧组件;限位件设置于工作台端部,限位件与工作台转动连接;控制板的截面为“v”形,控制板与工作台通过控制板凸起一端的轴线转动连接,以使控制板能够绕所述轴线转动;控制板一侧与限位件固定连接,以使控制板与限位件连接的一侧向下转动时,控制板的另一侧向上转动;压紧组件与控制模块电性连接,压紧组件与控制板固定连接,压紧组件受控制模块控制控制控制板靠近或远离工作台。
7.作为本发明的进一步改进,限位件包括限位爪,限位爪的截面为“l”形;限位爪的一端与工作台的一端转动连接,限位爪的另一端朝向工作台中心方向,以使限位爪的转动端向下转动时,限位爪的另一端靠近工作台以限制工作台上的木材的运动。
8.作为本发明的进一步改进,压紧组件包括吸附件和扩张件;吸附件与工作台固定
连接,吸附件工作时控制控制板与工作台固定连接;扩张件包括弹性杆,弹性杆具有弹性,弹性杆的一端与控制板远离限位件的一侧的下底面固定连接,弹性杆的另一端与工作台的上表面固定连接;当弹性杆处于自由状态时,弹性杆支撑控制板的一端,以使控制板的另一端将限位爪往远离工作台中心的的方向顶开,此时限位爪向外翻开。
9.作为本发明的进一步改进,控制板远离限位件的一侧由导磁材料制成;吸附件包括电磁铁,电磁铁与工作台固定连接,电磁铁设置于控制板远离限位件的一侧的下侧,以使控制板远离限位件的一侧运动至与工作台的上表面贴合时,电磁铁与控制板的下底面贴合;电磁铁与控制模块电性连接。
10.作为本发明的进一步改进,当控制板远离限位爪的一侧的下底面与工作台的上表面贴合时,限位爪的下部与工作台的夹角小于90
°
。
11.作为本发明的进一步改进,工作台上表面设置有保护板,保护板的下底面与工作台的上表面固定连接,保护板由木质材料制成。
12.作为本发明的进一步改进,每个工作台的两端均设置有传感器,传感器与控制模块电性连接,传感器与工作台固定连接,传感器为高度传感器,传感器所处位置距离水平面的高度,并将检测到的信息以电信号的形式输出;每个工作台上的两个传感器的连线与工作台平行。
13.作为本发明的进一步改进,一种家具加工用钻孔设备,其使用方法,包括以下步骤:s1:开始加工前,转动轴静止,电磁铁断电,工作台位于转动箱的左侧,此时限位件向外翻开,两个限位件之间允许木材的添加;s2:木材被运输至两个限位件之间,控制模块控制电磁铁通电,以固定控制板远离限位件的一侧的下底面与工作台固定,木材被限定、压紧于工作台上;s3:控制模块控制转动轴将工作台转动至钻孔设备的正下方,此时木材和工作台处于水平状态;s4:钻孔设备对木材进行打孔;s5:完成打孔后控制模块控制转动轴控制工作台转动直至工作台位于转动箱的正下方;s5:控制模块控制电磁铁断电,控制板远离限位件的一端受到弹性杆的弹性复位力的作用发生转动,限位件向外翻开,此时两个限位件之间开放,木材从转动箱脱落至转动箱下侧被运输走;s7:控制模块控制转动轴转动转动,直至工作台转动至s1中工作台的位置,返回s1。
14.相比于现有技术,本发明的有益效果在于:木材在转动箱的左侧被装配、压紧后通过转动箱的转动,木材转动至钻头下侧被打孔,打孔结束后木材在转动箱的转动下从转动箱的下侧脱落后被转移运输至下一道流水线,同时转动箱的左侧重新装配木料,实现了钻孔设备的木材的自动更换,实现了木材装配—木材打孔—木材转移的流水线一体化过程,解决了人工手动更换带来的效率低下、连续性差的问题,降低了劳动力成本,提高了钻孔效率;工作台的数量至少为一个,当工作台的数量为多个时,转动箱每转过一个面均可
用钻孔设备对其表面的工作台上的木材进行钻孔,实现了转动箱的多个面的同时使用,提高了空间和材料的利用率,提高了加工效率;当控制板的下底面与工作台的上表面贴合时,限位爪的下部与工作台的夹角小于90
°
,此时电磁铁工作将控制板与工作台之间牢牢固定,使得限位爪的上部对木材的表面产生一个朝向转动轴的挤压力,以使木材被压紧于工作台上,以防止钻孔时木材位置发生偏移而导致钻孔的位置发生偏移,避免了木材的浪费;工作台的上表面设置有由木质材料支撑的保护板,以防止工作时有时候由于钻孔行程设置的过深,钻头会贯穿木材与工作台直接接触,从而造成钻头的磨损,保护板提供一定的容错率,避免钻头和工作台的磨损。
附图说明
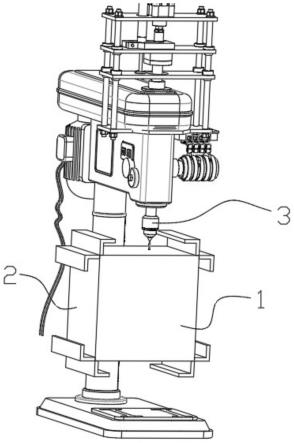
15.图1为本发明的轴测图;图2为本发明的结构示意图;图3为本发明的工作台的结构示意图;图4为本发明的工作台的结构示意图;图5为本发明往工作台添加木材时的结构示意图;图6为本发明工作台夹持木材时的结构示意图;图7为本发明工作台转移木材时的结构示意图;图8为本发明工作台夹持木材时的结构示意图;图9为本发明的控制板的结构示意图。
16.图中标号说明:1转动箱、11转动轴、2工作台、21限位爪、22控制板、23弹性杆、24电磁铁、25传感器、3钻头、4木材。
具体实施方式
17.具体实施例一:请参阅图1-8的一种家具加工用钻孔设备,用于对木材4进行打孔,包括转动箱1、工作台2和钻头3。
18.转动箱1由刚性材料制成,转动箱1中心固定连接有转动轴11,转动轴11绕自身轴线自转,以使转动箱1绕转动轴11的轴线转动。
19.工作台2设置于转动箱1远离转动轴11的一侧表面上,工作台2围绕转动轴11转动,工作台2的下底面与转动箱1固定连接;工作台2的两侧的结构对称设置;工作时木材4设置于工作台2上,工作台2固定木材4;钻头3设置于转动箱1的正上方,钻头3能够靠近转动箱1以对工作台2上的木材进行钻孔操作;由于使用钻头3进行钻孔的操作方法和原理均为现有技术,因此本技术中不加以赘述。
20.工作台2的上侧设置有限位爪21,限位爪21的截面为“l”形,限位爪21的数量为两个,两个限位爪21分别对称设置于工作台2的两侧;限位爪21的一端与工作台2转动连接,限位爪21的另一端朝向工作台2中心方向,以使限位爪21的转动端转动时,限位爪21的另一端具有靠近工作台2或远离工作台2的能力;
工作台2的上侧设置有控制板22,控制板22的截面为“v”形,控制板22的数量为两个,两块控制板22分别对称设置于工作台2的两侧;控制板22与工作台2通过控制板22凸起一端的轴线转动连接,以使控制板22能够绕所述轴线转动;控制板22一侧与限位爪21固定连接,以使控制板22与限位爪21连接的一侧向下转动时,控制板22的另一侧向上转动;控制板22远离限位爪21的一侧由导磁材料制成;需要说明的是,当控制板22远离限位爪21的一侧的下底面与工作台2的上表面贴合时,限位爪21的下部与工作台2的夹角小于90
°
,以使工作台2上设置有木材4时,限位爪21的上部对木材4的表面产生一个朝向转动轴11的挤压力;工作台2的上侧设置有弹性杆23,弹性杆23具有弹性,弹性杆23的数量为两根,两根弹性杆23分别对称设置于工作台2的两侧;弹性杆23的一端与控制板22远离限位爪21的一侧的下底面固定连接,弹性杆23的另一端与工作台2的上表面固定连接;且当弹性杆23处于自由状态时,如图3所示,弹性杆23支撑控制板22的一端,以使控制板22的另一端将限位爪21往远离工作台中心的的方向顶开,以使限位爪21向外翻开;因此当控制板22远离限位爪21的一侧的下底面与工作台2的上表面贴合时,弹性杆23处于被压缩状态;工作台2的内部设置有电磁铁24,电磁铁24的数量为两个,两个电磁铁24分别对称设置于工作台2的两侧;电磁铁24设置于控制板22远离限位爪21的一侧的下侧,以使控制板22远离限位爪21的一侧运动至与工作台2的上表面贴合时,电磁铁24位于其下侧;电磁铁24与工作台2固定连接,电磁24通电产生磁性,断电失去磁性;工作台2上表面设置有保护板,保护板设置于两个电磁铁24之间,保护板的下底面与工作台2的上表面固定连接,保护板由木质材料制成,以防止工作时有时候由于钻孔行程设置的过深,钻头3会贯穿木材4与工作台2直接接触,从而造成钻头3的磨损,保护板提供一定的容错率,避免钻头3和工作台2的磨损。
21.每个限位爪21下侧均设置有传感器25,传感器25与转动箱1固定连接,传感器25为高度传感器,传感器25检测其上侧的限位爪21距离水平面的高度,并将检测到的信息以电信号的形式输出;两个传感器25的连线与工作台2平行。
22.传感器25电性连接有控制模块,且两个传感器25分别独立向控制模块传输电信号;控制模块与电磁铁24电性连接,控制模块根据所述电信号控制电磁铁24通电或断电;控制模块与转动轴11电性连接,控制模块控制转动轴11的转动。
23.转动箱1的下侧设置有运输辊道,运输辊道的出口与下一道流水线连接,以将运输辊道上的材料运输至下一流水线进行加工。
24.因此,一种家具加工用钻孔设备的使用方法为:s1:开始加工前,转动轴11静止,电磁铁24断电,工作台2位于转动箱1的左侧,如图5所示,此时弹性杆23支撑控制板22的一端,以使控制板22的另一端将限位爪21往远离工作台中心的的方向顶开,以使限位爪21向外翻开,此时两个限位爪21之间允许木材4的添加。
25.s2:车间内的流水线将需要加工的木材4运输至两个限位爪21之间,此时木材4压迫控制板22远离限位爪21的一侧向下转动至与工作台2的上表面贴合,控制模块控制电磁铁24通电,此时电磁铁24产生磁性,对控制板22远离限位爪21的一侧的下底面产生吸力以固定控制板22,此时由于限位爪21的下部与工作台2的夹角小于90
°
,限位柱21的上部对木材4的表面产生一个朝向转动轴11的挤压力,木材4被限定、压紧于工作台2上,且此时弹性
杆23处于被压缩状态。
26.s3:控制模块控制转动轴11顺时针发生转动,此时两个限位爪21下侧的传感器25均分别检测其对应的限位爪21的下部的高度,控制模块接收两个传感器25的电信号,并当控制模块判断两个限位爪21的下部第一次位于同一高度时,控制模块控制转动轴11停止转动,此时木材4和工作台2处于水平状态,钻头3位于工作台2的上方,如图8所示。
27.s4:钻头3根据需要对木材4进行打孔。
28.s5:完成打孔后控制模块控制转动轴11进行顺时针转动,以控制工作台2离开钻头3下侧,直至控制模块判断两个限位爪21的下部第二次位于同一高度时,控制模块控制转动轴11停止转动,此时木材4和工作台2处于水平状态,且木材4位于转动箱1的正下方。
29.s6:控制模块控制电磁铁24断电,此时控制板22远离限位爪21的一端受到弹性杆23的弹性复位力的作用发生转动,以将限位爪21往远离工作台中心的的方向顶开,以使限位爪21向外翻开,此时两个限位爪21之间开放,如图7所示,木材4从工作台2上脱落至下侧运输辊道上,被运输至下一流水线。
30.s7:控制模块控制转动轴11顺时针转动,直至工作台2转动至转动箱1的左侧,返回s1。
31.具体实施例二:在具体实施例一的基础上,工作台2的数量多个,多个工作台2分别设置于转动箱1的围绕转动轴11转动的多个表面上,以使转动箱1顺时针转动过程中,转动箱1的每个面转动至钻头3下方时,钻头3能对每个面上的木材4进行钻孔加工,提高了钻孔的效率,实现了多个面的同时使用,提高了空间和材料的利用率,提高了加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1