一种竹定向结构刨花板的竹材备料生产线的制作方法
1.本发明涉及破竹设备技术领域,具体地涉及一种竹定向结构刨花板的竹材备料生产线。
背景技术:
2.竹子属禾本科(gramineae)竹亚科(bambusoideae)多年生常绿单子叶植物,竹材主要由竹隔、竹节和竹璧构成。竹隔厚度从内至外沿径向距离的增加而增加,竹璧从外至内为竹膜、竹黄和竹青,弹性和硬度由内到外呈递增的趋势。由于竹材的复杂结构,加工一件看似简单的竹编制品却需要经过繁杂的工序。竹子的生长周期非常短,三五年可成材,成长后的竹子达十多米,给生产加工过程带来很大的不便,一般要将十多米的竹子先切割成1.5米或2米左右的竹段再进入一下工序加工。然后在大破机机台上破竹下,切割成长条形的竹瓣条。在竹制品的生产过程中,竹瓣条在破蔑机工作下将竹子破开,形成条状便于后续对竹条的加工。
3.在目前的破竹木工程行业中,采用大量人力物力,工作效率低,工人的劳动强度大,工作效率低,并且在破竹工作中安全性低,容易危害工人的人身安全。现有的自动化破竹机结构复杂,对竹刨花板加工使用不便,不具有在破开前对竹子进行除内节的功能,需要在破开后人工进行清除竹子内节,增大了工人的劳动强度。
4.对于破竹机械,有以下专利文献可作参考:
5.2019年的申请公布号cn 110181627 a一种破竹机;cn 110181624 a一种自动化破竹机,cn 110355840 a一种自动化破竹机,用以提高劳动效率。
6.2020年的申请公布号cn 111546448 a数控破竹机,申请公布号cn 111152317 a一种具有防护功能的竹地板加工用破竹机,申请公布号cn 111113596 a一种竹片传送机。
7.2021年申请公布号cn 109500944 b一种破竹机的推送机构,涉及一种破竹机的推送机构;通过在用于推送竹筒至刀盘的推板上设置可伸缩的多个推送限位片,通过多个推送限位片之间形成向推板中心凹陷倾斜的限位结构,使竹筒在推送过程中,末端滑向推板中心,从而实现竹筒在推送破竹过程中,末端的自动对中,保证破出的竹片大小均匀。
8.2022年的申请公布号cn 114454276 a一种具有除内节功能的自动化破竹机等等,但对竹定向结构竹刨花板的竹材备料没有说明。
9.定向结构刨花板就是俗称的欧松板,一般是木质的,随着欧松板生产工艺的发展,也有了以竹材为材质或竹木复合的欧松板,这就是竹定向结构刨花板。竹材的备料是将先将整个竹子剖切破开成竹片,再将竹片收集送到刨花机,加工成刨花,经过干燥、施胶和定向铺装,将刨花按照规定的方向纵横交错定向排列后,再热压成型的一种人造板。
10.将竹片堆叠成垛形有助于后序的刨花机加工,堆叠成垛形的竹片就是竹定向结构刨花板的竹材备料。而目前是由人工将剖切后的竹片手动堆叠成垛形,再将堆垛后的竹片运输给刨花机,但手动堆垛竹片的生产效率十分低下,工作人员的劳动强度高。
11.因此,如何将剖切后的竹片自动地堆叠成垛形,是本领域亟待解决的一个技术问
题。
技术实现要素:
12.本发明要解决的技术问题,在于提供一种竹定向结构刨花板的竹材备料生产线,将剖切后的竹片自动地堆叠成垛形。
13.本发明是这样实现的:一种竹定向结构刨花板的竹材备料生产线,包括:
14.除内节破竹机,用于将整个竹子剖切成多个竹片并去除竹子内节;
15.竹片组合运输装置,包括常速皮带运输机、加速皮带运输机、竹片集齐皮带运输机、伸缩皮带运输机、竹片限高板、第一限位杆、第一升降控制组件、第二限位杆、第二升降控制组件、第三限位杆、第三升降控制组件与竹片装满传感器,所述常速皮带运输机、加速皮带运输机、竹片集齐皮带运输机、伸缩皮带运输机依次首尾相接,所述常速皮带运输机的入口用于接收所述除内节破竹机生产的竹片;
16.所述第一限位杆设置在所述常速皮带运输机与所述加速皮带运输机的相接区域,所述第一升降控制组件的升降端与第一限位杆固定连接,所述第二限位杆设置在所述加速皮带运输机的侧方区域,所述第二升降控制组件的升降端与所述第二限位杆固定连接,所述第三限位杆设置在所述竹片集齐皮带运输机与所述伸缩皮带运输机的相接区域,所述第三升降控制组件的升降端与所述第三限位杆固定连接;
17.所述竹片装满传感器设置在所述竹片集齐皮带运输机的入口,还与所述第一升降控制组件、第二升降控制组件、第三升降控制组件电连接;
18.所述竹片限高板固定安装在所述竹片集齐皮带运输机的上方,还位于所述竹片装满传感器和所述第三限位杆之间;
19.竹片堆垛机,包括升降台、第一辊筒运输机、第一左侧压辊组件与第一右侧压辊组件,所述第一辊筒运输机固定安装在所述升降台,所述第一左侧压辊组件与所述第一右侧压辊组件分别位于所述升降台的左右两侧且都能左右移动;
20.所述伸缩皮带运输机的出口能在所述第一辊筒运输机的上方左右移动,用于将竹片堆垛在所述第一辊筒运输机。
21.进一步地,还包括竹片翻转装置;
22.所述竹片翻转装置包括翻转臂、翻转轴、翻转驱动组件与竹片颜色视频监控器,所述翻转臂与所述翻转轴固定连接,所述翻转轴与所述加速皮带运输机旋转连接,所述翻转驱动组件的转动端与所述翻转轴固定连接,所述翻转臂设置在所述加速皮带运输机的侧方区域,还位于所述第一限位杆和所述第二限位杆之间,所述竹片颜色视频监控器固定安装在所述加速皮带运输机的上方,还与所述翻转驱动组件、所述第二升降控制组件电连接。
23.进一步地,其特征在于,所述除内节破竹机有两个并且左右相向设置,所述竹片组合运输装置有两个并且上下平行设置,两个所述除内节破竹机生产的竹片分别进入两个所述竹片组合运输装置,在两个所述竹片组合运输装置上的竹片摆放是相反的。
24.进一步地,所述除内节破竹机包括整竹夹送装置、破竹装置、竹片导向除内节装置;
25.所述整竹夹送装置包括地面支架、地面支架、上辊筒运输机与下辊筒运输机,所述上辊筒运输机设置在所述空中支架,所述下辊筒运输机设置在所述地面支架,所述上辊筒
运输机与所述下辊筒运输机之间为夹送空间;
26.所述破竹装置包括剖竹刀盘与破竹刀具,所述破竹刀具与所述剖竹刀盘固定连接,所述剖竹刀盘固定安装在所述整竹夹送装置的出口;
27.所述竹片导向除内节装置包括竹片导向支架、除内节刀具与竹片定位运输组件,所述竹片导向支架开设有竹片导向腔体,所述竹片导向腔体的入口对准所述剖竹刀盘,所述竹片定位运输组件包括第一定位架、第一定位辊筒、第二定位架、第二定位辊筒与压缩弹簧,所述第一定位架与所述竹片导向腔体的外侧固定连接,所述第一定位辊筒与所述第一定位架旋转连接,所述第二定位架与所述竹片导向腔体的内侧通过所述压缩弹簧连接,所述第二定位辊筒与所述第二定位架旋转连接,所述除内节刀具与所述竹片导向腔体固定连接,还位于所述竹片定位运输组件和所述剖竹刀盘之间。
28.进一步地,所述整竹夹送装置还包括第一上部伸缩控制组件、第二上部伸缩控制组件、第一下部伸缩控制组件、第二下部伸缩控制组件与整竹外径检测仪;
29.所述第一上部伸缩控制组件的一端与所述空中支架铰接,另一端与所述上辊筒运输机的尾端铰接,所述第二上部伸缩控制组件的一端与所述空中支架固定连接,另一端与所述上辊筒运输机的头端铰接;
30.所述第一下部伸缩控制组件的一端与所述地面支架铰接,另一端与所述下辊筒运输机的尾端铰接,所述第二下部伸缩控制组件的一端与所述地面支架固定连接,另一端与所述下辊筒运输机的头端铰接;
31.所述整竹外径检测仪固定安装在所述整竹夹送装置的出口,还与所述第一下部伸缩控制组件电连接。
32.进一步地,所述破竹刀具为六把环形均匀间隔排列的刀具,所述竹片导向腔体有六个,且环形均匀间隔排列。
33.进一步地,所述除内节刀具分为第一除内节刀具与第二除内节刀具,六个所述第一除内节刀具呈环形均匀间隔排列,形成直径8cm的刀尖环形阵列,六个所述第二除内节刀具形成呈环形均匀间隔排列,形成直径25-17cm的刀尖环形阵列。
34.进一步地,所述除内节破竹机还包括阀门与喷嘴,所述阀门的入口与压缩空气管道连通,所述阀门的出口与所述喷嘴连通;
35.所述竹片导向支架在所述除内节刀具的位置具有竹子内节储存空间,所述喷嘴对准所述竹子内节储存空间。
36.进一步地,所述除内节破竹机还包括竹片辅助运输机器手与导轨,多个所述竹片辅助运输机器手与所述导轨滑动连接,所述竹片辅助运输机器手的抓手部对准所述竹片导向腔体的出口。
37.进一步地,所述竹片堆垛机还包括水雾化喷头,所述水雾化喷头朝着所述第一辊筒运输机设置。
38.本发明的优点在于:1、先将整个竹子剖切成多个竹片并去除竹子内节,在竹片组合运输装置之中竹片先被排列集齐成一定宽度的竹片层,再将竹片层铺在竹片堆垛机,逐层铺设堆叠,实现将剖切后的竹片自动地堆叠成垛形,提高生产效率,降低工作人员的劳动强度。2、摆放相反的竹片分别通过两个竹片组合运输装置,交替铺设在竹片堆垛机,充分利用竹片的大小端的形状进行相对叠放,防止竹片堆叠不稳定的情况。3、除内节破竹机在剖
切竹子的过程中自动去除内节,无需人工操作除内节,提高生产效率。4、整竹夹送装置将竹子运往破竹装置的过程中,在毛竹外径检测仪的控制,上辊筒运输机与下辊筒运输机的尾端逐渐向中间靠拢,使破竹时竹子中心线与破竹刀具的中心线保持重合,提高剖切均匀性。5、压缩空气通过阀门与喷嘴吹向竹片导向支架的竹子内节储存空间,以排出去除的竹子内节。6、竹片辅助运输机器手将竹片稳定地放在竹片组合运输装置的入口,有效地降低竹片散乱程度。7、水雾化喷头的作用是给竹片表面的竹青、竹黄喷一层水膜,增加竹片之间的粘接能力,有助于竹片堆垛和后续刨切竹刨花。
附图说明
39.下面参照附图结合实施例对本发明作进一步的说明。
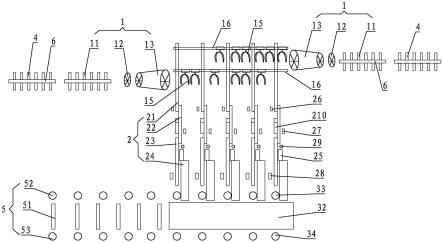
40.图1是本发明的竹材备料生产线的结构示意平面图一。
41.图2是本发明的竹材备料生产线的结构示意平面图二。
42.图3是本发明中上辊筒运输机、下辊筒运输机与竹子的位置示意图。
43.图4是本发明中竹片相向堆叠的示意图。
44.图5是本发明中竹片导向除内节装置的结构示意图。
45.图6是右视图5的竹片定位运输组件在竹片导向腔体的分布示意图。
46.图7是本发明中两个竹片组合运输装置上下设置的示意图。
47.图8是本发明中在加速皮带运输机的竹片是竹黄朝上的示意图。
48.图9是本发明中翻转臂将竹黄朝上的竹片进行翻转的示意图。
49.图10是本发明中竹片被翻转成竹青朝上的示意图。
50.图11是本发明中竹子在整竹夹送装置的夹送空间的示意图。
51.图12是本发明中竹子被运往破竹装置时下辊筒运输机的尾端上升的示意图。
52.附图标记:除内节破竹机1;整竹夹送装置11;地面支架110;空中支架111;上辊筒运输机112;下辊筒运输机113;第一上部伸缩控制组件114;第二上部伸缩控制组件115;第一下部伸缩控制组件116;第二下部伸缩控制组件117;整竹外径检测仪118;破竹装置12;剖竹刀盘121;破竹刀具122;竹片导向除内节装置13;竹片导向支架131;竹片导向腔体1311;第一竹子内节储存空间1312;第二竹子内节储存空间1313;第一除内节刀具132;第二除内节刀具133;竹片定位运输组件134;第一定位架1341;第一定位辊筒1342;第二定位架1343;第二定位辊筒1344;压缩弹簧1345;引导轮135;阀门14;喷嘴141;竹片辅助运输机器手15;导轨151;
53.竹片组合运输装置2;常速皮带运输机21;加速皮带运输机22;竹片集齐皮带运输机23;伸缩皮带运输机24;竹片限高板25;第一限位杆26;第二限位杆27;第三限位杆28;竹片装满传感器29;竹片翻转装置210;翻转臂211;翻转轴212;竹片颜色视频监控器213;
54.竹片堆垛机3;升降台31;第一辊筒运输机32;第一左侧压辊组件33;第一右侧压辊组件34;水雾化喷头35;整竹运输机4;堆垛出料运输机5;第二辊筒运输机51;第二左侧压辊组件52;第二右侧压辊组件53
55.竹子6;竹片61;大端611;小端612;内节613。
具体实施方式
56.本发明实施例通过提供一种竹定向结构刨花板的竹材备料生产线,解决了背景技术中由人工将剖切后的竹片手动堆叠成垛形的缺点,实现了将剖切后的竹片自动地堆叠成垛形,提高生产效率。
57.本发明实施例中的技术方案为解决上述缺点,总体思路如下:
58.先将整个竹子运往除内节破竹机,将整个竹子剖切成多个竹片并去除竹子内节,在竹片组合运输装置之中竹片先被排列集齐成一定宽度的竹片层,在伸缩皮带运输机与竹片堆垛机的配合下,将竹片层依次逐层铺设在竹片堆垛机的第一辊筒运输机,即在第一辊筒运输机上自动堆叠成垛形,在堆垛完成后,竹片堆垛机的左侧压辊组件与右侧压辊组件抵住堆垛的竹片,将堆垛的竹片运出,堆叠成垛形的竹片就是竹定向结构刨花板的竹材备料。
59.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
60.参阅图1至图12,本发明的优选实施例。
61.一种竹定向结构刨花板的竹材备料生产线,包括:
62.除内节破竹机1,用于将整个竹子6剖切成多个竹片61并去除竹子内节613;整个竹子经过所述除内节破竹机1后,产生的竹片61进入竹片组合运输装置2的常速皮带运输机21的入口。
63.竹片组合运输装置2,包括常速皮带运输机21、加速皮带运输机22、竹片集齐皮带运输机23、伸缩皮带运输机24、竹片限高板25、第一限位杆26、第一升降控制组件、第二限位杆27、第二升降控制组件、第三限位杆28、第三升降控制组件与竹片装满传感器29,所述常速皮带运输机21、加速皮带运输机22、竹片集齐皮带运输机23、伸缩皮带运输机24依次首尾相接,所述常速皮带运输机21的入口用于接收所述除内节破竹机1生产的竹片;竹片依次经过加速皮带运输机22、竹片集齐皮带运输机23、伸缩皮带运输机24,最后被铺设在竹片堆垛机3。其中加速皮带运输机22的移动速度高于常速皮带运输机21的移动速度。在本实施例中,第一升降控制组件、第二升降控制组件、第三升降控制组件主要由气缸或液压油缸跟电磁阀组成。
64.所述第一限位杆26设置在所述常速皮带运输机21与所述加速皮带运输机22的相接区域,所述第一升降控制组件的升降端与第一限位杆26固定连接,所述第二限位杆27设置在所述加速皮带运输机22的侧方区域,所述第二升降控制组件的升降端与所述第二限位杆27固定连接,所述第三限位杆28设置在所述竹片集齐皮带运输机23与所述伸缩皮带运输机24的相接区域,所述第三升降控制组件的升降端与所述第三限位杆28固定连接;当第一限位杆26或第二限位杆27或第三限位杆28升起时,限位杆就阻止竹片向前移动。
65.所述竹片装满传感器29设置在所述竹片集齐皮带运输机23的入口,还与所述第一升降控制组件、第二升降控制组件、第三升降控制组件电连接;竹片装满传感器29为现有的光电传感器、位置传感器等。当竹片装满传感器29的检测区域没有竹片时,第一升降控制组件使第一限位杆26周期性地作升降运动,将常速皮带运输机21上的竹片依次间隔地进入加速皮带运输机22,第二升降控制组件使第二限位杆27下降,第三升降控制组件使第三限位杆28上升,加速皮带运输机22使竹片快速地往竹片集齐皮带运输机23移动,由于第三限位
杆28挡住了竹片,所以竹片就在竹片集齐皮带运输机23中排列集齐,形成竹片层;当竹片装满传感器29的检测区域存在竹片时,此时在竹片集齐皮带运输机23之中,排列集齐的竹片层宽度等于竹片堆垛机3的第一辊筒运输机32的宽度,第二升降控制组件使第二限位杆27上升,从而防止竹片进入竹片集齐皮带运输机23,第一升降控制组件使第一限位杆26保持上升状态,防止常速皮带运输机21的竹片进入加速皮带运输机22,第三升降控制组件使第三限位杆28下降,竹片集齐皮带运输机23就将排列集齐的竹片层运往伸缩皮带运输机24。
66.所述竹片限高板25固定安装在所述竹片集齐皮带运输机23的上方,还位于所述竹片装满传感器29和所述第三限位杆28之间;竹片限高板25与竹片集齐皮带运输机23之间形成的通道一次只能容纳一个竹片通过,以确保排列集齐的竹片层为单个层。
67.竹片堆垛机3,包括升降台31、第一辊筒运输机32、第一左侧压辊组件33与第二右侧压辊组件53,所述第一辊筒运输机32固定安装在所述升降台31,所述第一左侧压辊组件33与所述第二右侧压辊组件53分别位于所述升降台31的左右两侧且能左右移动;升降台31改变第一辊筒运输机32的高度,开始时,第一辊筒运输机32处于预设的顶部位置,伸缩皮带运输机24在往第一辊筒运输机32铺设一个竹片层后,升降台31就下降一个竹片层的高度,接着伸缩皮带运输机24继续再铺设下一个竹片层,形成逐层堆叠,从而竹片就在第一辊筒运输机32自动地堆叠成垛形。
68.所述伸缩皮带运输机24的出口能在所述第一辊筒运输机32的上方左右移动,用于将竹片堆垛在所述第一辊筒运输机32。伸缩皮带输送机是现有技术的设备,它可以在长度方向上自由伸缩,随时控制输送机的长度。在竹片堆垛的过程中,第一辊筒运输机32处于停机状态。当伸缩皮带运输机24的出口移动在第一辊筒运输机32的上方右边时,排列集齐的竹片到达伸缩皮带运输机24的出口,然后随着排列集齐的竹片落在第一辊筒运输机32,伸缩皮带运输机24的出口往左移动,这样竹片就有序依次从右往左落在第一辊筒运输机32,实现铺设一个竹片层。
69.在升降台31到达预设的底部位置时,第三限位杆28上升,竹片集齐皮带运输机23停止将排列集齐的竹片运向伸缩皮带运输机24;第一左侧压辊组件33的压辊与第一右侧压辊组件34的压辊向中间靠拢并抵住堆垛的竹片,第一辊筒运输机32启动,将堆垛的竹片运出,第一左侧压辊组件33与第一右侧压辊组件34起到了防止堆垛的竹片发生晃动倾斜,稳定地运出堆垛的竹片。堆垛的竹片被运往后序的刨花机,被加工成刨花材料,刨花材料用于制备竹定向结构刨花板。堆叠成垛形的竹片就是竹定向结构刨花板的竹材备料。
70.还包括竹片翻转装置210;在堆叠竹片的过程中,最好的是竹片表面的竹青朝上、竹黄朝下摆放,由于竹片从除内节破竹机1掉落进入竹片组合运输装置2的常速皮带运输机21的入口时,是随机摆放的,即有的竹片是竹青朝上、竹黄朝下摆放,有的竹片是竹青朝下、竹黄朝上摆放。这就需要对竹青朝下、竹黄朝上摆放的竹片进行翻转操作,使其变为竹青朝上、竹黄朝下摆放。
71.所述竹片翻转装置210包括翻转臂211、翻转轴212、翻转驱动组件与竹片颜色视频监控器213,所述翻转臂211与所述翻转轴212固定连接,所述翻转轴212与所述加速皮带运输机22旋转连接,所述翻转驱动组件的转动端与所述翻转轴212固定连接,所述翻转臂211设置在所述加速皮带运输机22的侧方区域,还位于所述第一限位杆26和所述第二限位杆27之间,所述竹片颜色视频监控器213固定安装在所述加速皮带运输机22的上方,还与所述翻
转驱动组件、所述第二升降控制组件电连接。在本实施例中,翻转驱动组件是旋转电机。竹片颜色视频监控器213拍摄加速皮带运输机22,识别到在加速皮带运输机22上的竹片是竹黄颜色时,即竹片是竹青朝下、竹黄朝上摆放,就使第二升降控制组件将第二限位杆27上升,挡住竹片,此时竹片是处在翻转臂211的位置,翻转驱动组件使翻转轴212发生转动,带动翻转臂211,将竹片向后翻转,当竹片颜色视频监控器213识别到竹片是竹青颜色时,即竹片是竹青朝上、竹黄朝下摆放,就使第二升降控制组件将第二限位杆27下降,翻转臂211不产生翻转,竹片就被运往竹片集齐皮带运输机23。
72.所述竹片颜色视频监控器213还与所述第一升降控制组件电连接,当竹片颜色视频监控器213识别到竹片是竹黄颜色时,通过第一升降控制组件使第一限位杆26保持上升状态,这就防止在翻转竹片时常速皮带运输机21的竹片进入加速皮带运输机22;当竹片颜色视频监控器213识别到竹片是竹青颜色时,竹片颜色视频监控器213开始计时,在此竹片经过第二限位杆27到达竹片集齐皮带运输机23后,即经过预设的时间,竹片颜色视频监控器213发送信号使第一升降控制组件回到第一限位杆26周期性地作升降运动的状态。
73.所述除内节破竹机1有两个并且左右相向设置,所述竹片组合运输装置2有两个并且上下平行设置,两个所述除内节破竹机1生产的竹片分别进入两个所述竹片组合运输装置2,在两个所述竹片组合运输装置2上的竹片摆放是相反的。竹子是一端形状较大、另一端形状较小的结构,利用此特性,将剖切后的竹片相向交替堆叠,即一个竹片层的竹片都是大端611放置在左边,下一个竹片层的竹片都是大端611放置在右边,这样解决竹片堆叠不稳定的情况。在本实施例中,位于左边的除内节破竹机1生产的竹片是大端611在右边、小端612在左边,然后此竹片进入位于上方的竹片组合运输装置2;位于右边的除内节破竹机1生产的竹片是大端611在左边、小端612在右边,然后此竹片进入位于下方的竹片组合运输装置2。这两个竹片组合运输装置2交替地将排列集齐的竹片层铺在竹片堆垛机3的第一辊筒运输机32。
74.所述除内节破竹机1包括整竹夹送装置11、破竹装置12、竹片导向除内节装置13;所述整竹夹送装置11包括空中支架111、地面支架110、上辊筒运输机112与下辊筒运输机113,所述上辊筒运输机112设置在所述空中支架111,所述下辊筒运输机113设置在所述地面支架110,所述上辊筒运输机112与所述下辊筒运输机113之间为夹送空间;竹子进入夹送空间后,被上辊筒运输机112与下辊筒运输机113夹住,上辊筒运输机112与下辊筒运输机113同时启动将竹子送往破竹装置12。
75.所述整竹夹送装置11还包括第一上部伸缩控制组件114、第二上部伸缩控制组件115、第一下部伸缩控制组件116、第二下部伸缩控制组件117与整竹外径检测仪118;所述第一上部伸缩控制组件114的一端与所述空中支架111铰接,另一端与所述上辊筒运输机112的尾端铰接,所述第二上部伸缩控制组件115的一端与所述空中支架111固定连接,另一端与所述上辊筒运输机112的头端铰接;所述第一下部伸缩控制组件116的一端与所述地面支架110铰接,另一端与所述下辊筒运输机113的尾端铰接,所述第二下部伸缩控制组件117的一端与所述地面支架110固定连接,另一端与所述下辊筒运输机113的头端铰接;所述整竹外径检测仪118固定安装在所述整竹夹送装置11的出口,还与所述第一下部伸缩控制组件116电连接。
76.整竹外径检测仪118识别到整个竹子被送往破竹装置12的过程中,整个竹子的外
径尺寸发生变化,即竹子的大端先进入破竹装置12、小端后进入破竹装置12。整竹外径检测仪118可选用视频监控器。整竹夹送装置11将竹子运往破竹装置12的过程中,在整竹外径检测仪118的控制,第一下部伸缩控制组件116逐渐伸长,使下辊筒运输机113的尾端逐渐上升,使破竹时竹子中心线与破竹刀具122的中心线保持重合,提高剖切均匀性。在本实施例中,上部伸缩控制组件与下部伸缩控制组件主要由气缸或液压油缸与电磁阀组成。
77.所述破竹装置12包括剖竹刀盘121与破竹刀具122,所述破竹刀具122与所述剖竹刀盘121固定连接,所述剖竹刀盘121固定安装在所述整竹夹送装置11的出口;在整竹夹送装置11的驱动下,整个竹子经过破竹刀具122,被剖切成多个竹片。
78.所述竹片导向除内节装置13包括竹片导向支架131、除内节刀具与竹片定位运输组件134,所述竹片导向支架131开设有竹片导向腔体1311,所述竹片导向腔体1311的入口对准所述剖竹刀盘121,所述竹片定位运输组件134包括第一定位架1341、第一定位辊筒1342、第二定位架1343、第二定位辊筒1344与压缩弹簧1345,所述第一定位架1341与所述竹片导向腔体1311的外侧固定连接,所述第一定位辊筒1342与所述第一定位架1341旋转连接,所述第二定位架1343与所述竹片导向腔体1311的内侧通过所述压缩弹簧1345连接,所述第二定位辊筒1344与所述第二定位架1343旋转连接,所述除内节刀具与所述竹片导向腔体1311固定连接,还位于所述竹片定位运输组件134和所述剖竹刀盘121之间。竹片导向腔体1311的数量与被剖切的竹片数量一致,竹片导向腔体1311是均匀向外围扩展的结构,竹片进入竹片导向腔体1311后,竹片向四周散开,在遇到除内节刀具后,除内节刀具剔除竹片的内节413,竹片进入竹片定位运输组件134的第一定位辊筒1342与第二定位辊筒1344之间,压缩弹簧1345发生压缩变形,使第二定位辊筒1344抵住竹片,有效地防止竹片在竹片导向腔体1311移动时发生偏移。
79.图5中,a至d分别对应着六个竹片导向腔体的出入口。
80.所述竹片导向除内节装置13还包括引导轮135,所述引导轮135与竹片导向腔体1311旋转连接,引导轮135有助于竹片进入竹片定位运输组件134,还有效地降低竹片在离开竹片导向腔体1311时发生弯曲。
81.所述破竹刀具122为六把环形均匀间隔排列的刀具,所述竹片导向腔体1311有六个,且环形均匀间隔排列。这样就将整个竹子一次性地剖切成六个竹片。
82.所述除内节刀具分为第一除内节刀具132与第二除内节刀具133,六个所述第一除内节刀具132呈环形均匀间隔排列,形成直径8cm的刀尖环形阵列,六个所述第二除内节刀具133呈环形均匀间隔排列,形成直径25-17cm的刀尖环形阵列。竹片在移动的过程中,先被第一除内节刀具132剔除一部分竹子内节,再被第二除内节刀具133剔除余下的竹子内节。
83.所述除内节破竹机1还包括阀门14与喷嘴141,所述阀门14的入口与压缩空气管道连通,所述阀门14的出口与所述喷嘴141连通;所述竹片导向支架131在所述除内节刀具的位置具有竹子内节储存空间,所述喷嘴141对准所述竹子内节储存空间。被剔除的竹子内节掉落在竹子内节储存空间;在竹子内节储存空间堆满时,以及在没有进行破竹的间隔时,打开阀门14,压缩空气从喷嘴141喷向竹子内节储存空间,从而排掉剔除的竹子内节,以腾出空间。第一除内节刀具132的位置对应第一竹子内节储存空间1312,第二除内节到具133的位置对应第二竹子内节储存空间1313。
84.所述除内节破竹机1还包括竹片辅助运输机器手15与导轨151,多个所述竹片辅助
运输机器手15与所述导轨151滑动连接,所述竹片辅助运输机器手15的抓手部对准所述竹片导向腔体1311的出口。所述竹片辅助运输机器手15有六个,从竹片导向腔体1311出来的竹片依次穿过六个竹片辅助运输机器手15的抓手部,避免竹片散乱,此时竹片处于悬挂状态。当竹片辅助运输机器手15的抓手部张开后,竹片就较为稳定地落在常速皮带运输机21的入口,有效地降低竹片散乱程度。
85.所述竹片堆垛机3还包括水雾化喷头35,所述水雾化喷头35朝着所述辊筒运输机设置。水雾化喷头35的作用是给竹片表面的竹青、竹黄喷一层水膜,增加竹片之间的粘接能力,有助于竹片堆垛。
86.本发明的竹定向结构刨花板的竹材备料生产线的工作方式:
87.整个生产线具有两台整竹上料机构、两台整竹运输机4、两台除内节破竹机1、两台竹片组合运输装置2、一台竹片堆垛机3、一台堆垛出料运输机5。
88.开机准备:新鲜长材毛竹原料运到料场的堆料平台,左堆料平台的长毛竹头部朝右,右堆料平台的长毛竹头部朝左,优选的所有毛竹一样长。所有设备准备完毕,设备通电,准备运行。十二台竹片辅助运输机器手15的抓手部打开。
89.(1)整竹上料机构(未图示)从毛竹堆料平台挑起一根长毛竹进行上料,把两根长毛竹,分别放到位于左右的两台整竹运输机4。整竹上料机构是现有技术的设备。
90.(2)位于生产线左右边的两台整竹运输机4启动,两个竹子相向而行,把长毛竹运到整竹夹送装置11。整竹运输机4长度为17米左右,所运输的毛竹长12-17米长。优选的所有毛竹的长度一样均在15米。整竹运输机4为现有的辊筒运输机。
91.(3)位于左右两边的整竹夹送装置11,所述上辊筒运输机112压在所述下辊筒运输机113上的长毛竹,使长毛竹快速地向剖竹刀盘121的破竹刀具122奔去,进行破竹处理,长毛竹被剖切成六个竹片。由于毛竹存在大小头,头部直径可达25-30cm,小头尾部直径较小为3-4cm。下辊筒运输机113的第一下部伸缩控制组件,在整竹外径检测仪118控制下,破竹片时下辊筒运输机113的尾端要持续逐渐上台提升,使破竹时的毛竹竹筒中心线与剖竹刀盘121上的破竹刀具122中心线重合。整竹外径检测仪118及其与第一下部伸缩控制组件之间的电路连接是现有技术。
92.(4)位于左右两边的剖竹刀盘121与破竹刀具122固定连接,破竹刀具122为六把刀,正好把整个竹子剖切分成六等分,头部直径可达25-30cm也切,小头尾部直径较小为3-4cm也切。一刀吃全竹头尾。
93.(5)左边与右边的六片长毛竹竹片,在两台整竹夹送装置11的驱动作用下,快速的穿过各自端的竹片导向除内节装置13。在各自六个竹片导向腔体1311(一端锥形、一端弧形,竹片导向腔体1311均匀向外围扩展),使竹片向四周外面扩展,引导竹片穿过第一竹子内节储存空间1312和六个第一除内节刀具132,由于六把除内节刀具安装位置是按毛竹大头直径8cm的竹片内节(竹隔)位置设置的。第一除内节刀具132的刀片的弧度大于毛竹的弯曲度,这样直接破掉毛竹直径小于8cm位置的竹片内节。然后继续穿过第二竹子内节储存空间1313和六个第二除内节刀具133,由于这六把除内节刀具安装位置是按毛竹大头直径25-17cm的厚的竹片内节位置设置的。第二除内节刀具133刀片的弧度大于毛竹的弯曲度,这样直接破掉毛竹后面位置的竹片内节(隔板)。第一竹子内节储存空间1312,用于堆积在生产阶段的竹子内节以及在生产阶段结束时排放堆积的竹子内节。第二竹子内节储存空间
1313,用于堆积在生产阶段的竹子内节以及在生产阶段结束时排放堆积的竹子内节。两路压缩空气出口分别与两个阀门14连接,使两个竹子内节储存空间堆积的竹子内节排掉一部分;在完成整根破竹间隔时,两个竹子内节储存空间堆积的竹隔板掉落并完全排掉。竹片继续穿过各自的竹片导向除内节装置13,完全消除竹子内节。然后继续穿过各自的竹片定位运输组件134,到达竹片导向腔体1311的出口,继续平行移动。由于竹片定位运输组件134对竹片的定位,方便之后的竹片辅助运输机器手15的抓取。开始时,在竹片导向腔体1311出口的六个竹片辅助运输机器手15是叠在一起,并且手臂打开。
94.(6)竹片辅助运输机器手15,在各自的轨道上准备运行。六台竹片辅助运输机器手15的所有抓手准备运行抓取六个竹片。距离三米一台位置的辅助运输机器手抓取辅助运行,防止竹片由于太长而变形。首先那个距离竹片导向除内节装置13最远的机器手为第一台机器手,先运行抓取六个竹片。当第一台机器手运行到三米位置时,第二台辅助运输机器手运行抓取六片竹片。当第一台机器手再运行到下一个三米(实际六米)位置时,第三台辅助运输机器手运行抓取六片竹片。当第一台机器手再运行到下一个三米(实际九米)位置时,第四台辅助运输机器手运行抓取六片竹片。当第一台机器手再到下一个三米(实际十二米)位置时,第五台辅助运输机器手运行抓取六片竹片。当第一台机器手再到下一个三米(实际十五米)位置时,第六台辅助运输机器手运行抓取六片竹片。然后每组六台竹片辅助运输机器手15抓取六片竹片移到指定位置时停机,打开抓手,放下抓取的六片竹片,使竹片掉入下方的常速皮带运输机21上,准备进入下一步骤工作。然后所有竹片辅助运输机器手15移到初始位置等待下一个指令工作。
95.(7)上下位置的竹片组合运输装置2,分别收集各自常速皮带运输机21上的长竹片。常速皮带运输机21、加速皮带运输机22、竹片集齐皮带运输机23,伸缩皮带运输机24、第一限位杆26、第二限位杆27、第三限位杆28、竹片装满传感器29等都准备开机运行。两组竹片组合运输装置2上下平行运行。用两台上下伸缩皮带运输机24,使毛竹竹片上下叠加在竹片堆垛机3的第一辊筒运输机32,充分应用竹片大小端对叠的方法解决竹片堆叠不稳定的情况,充分发挥了竹材的特性。
96.(8)常速皮带运输机21运行,各自带着六片竹片向右运行(如图7所示)。第一限位杆26周期性地升降,每次至多使一个竹片进入加速皮带运输机22,当竹片颜色视频监控器213发现加速皮带运输机22上的长毛竹片不呈现绿色(即竹黄朝上、竹青朝下)时,第一限位杆26与第二限位杆27保持上升状态,挡住下一片长竹片运行。竹黄朝上的长竹片通过加速皮带运输机22加速运行至第二限位杆27停下来,翻转臂211逆时针翻转一次,把竹黄朝上的长竹片翻转过来。然后放下第二限位杆27,竹片进入竹片集齐皮带运输机23;接着第一限位杆26回到周期性地升降,使常速皮带运输机21的竹片逐个进入加速皮带运输机22。在竹片集齐皮带运输机23之中,竹片限高板25下的竹片堆满(以竹片的一大头位置堆满为准)。在竹片装满传感器29检测到一排竹片层达到竹片堆垛机3的堆垛宽度时,放下第三限位杆28,这一排达到竹片堆垛宽度的竹片层在集竹片集齐运输机23和伸缩皮带运输机24的联合作用下,把这一排竹片层放到竹片堆垛机3里,完成一层铺装工作,再进行下一排铺装工作。复数个水雾化喷头35打开就是给竹片表面的竹青、竹黄喷一层水膜,增加竹片之间的连接能力,使竹片刨切时更好的刨切,并降低动能消耗。上下两组竹片组合运输装置2交替运行,使竹片堆垛机3里(图4所示)一层竹片的大头部位铺在左边,下一排竹片的大头部位铺在右
边。随着铺装量的增加,铺装高度增高,在竹片堆垛机3的第一辊筒运输机32下方的升降台31在下降到最佳位置(即下降一竹片层的高度),继续进行竹片铺装工作。并保证每一竹片的竹黄都朝下摆放。
97.(9)不断反复(1)至(8)的步骤,使竹片铺装高度达到竹定向结构刨花板的竹刨花制备生产线高度限位挡板的限定下一点时,说明整条长毛的竹片堆垛机37装满。
98.(10)竹片堆垛机3的升降台31下降到最低工作位置。第一左侧压辊组件33和第一右侧压辊组件34向内微微挤压。第一辊筒运输机32的辊筒、第一左侧压辊组件33的压辊和第一右侧压辊组件34的压辊运行,把堆垛的竹片运送到堆垛出料运输机5里,最后运送到竹刨花制备工序。堆垛出料运输机5包括第二辊筒运输机51、第二左侧压辊组件52与第二右侧压辊组件53,所述第二左侧压辊组件52与所述第二右侧压辊组件53分别位于第二辊筒运输机51的左右两侧。第二辊筒运输机51、第二左侧压辊组件52与第二右侧压辊组件53之间形成堆垛竹片的运输空间。不断重复(1)至步骤(10)步骤,完成一次生产工作任务。
99.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1