一种封边机的闭环控制系统及其控制方法与流程
1.本发明属于封边机技术领域,尤其涉及一种封边机的闭环控制系统及其控制方法。
背景技术:
2.封边机是应用于木板加工的设备,其包括输送带、削铣机构、封边机构和修边机构,通过输送带承载着木板依次经过各机构的工段完成削铣、封边和修边的加工工艺。输送带的速度需要与各机构执行动作的时间点相配合,才能实现各机构的精确加工。然而输送带会受电压波动、负载过大或负载过小的影响产生速度波动,这种速度波动将会导致封边机对木板的各项加工精度下降,降低产品的品质,损耗大量封边带材料。而重新调节传送带速度使之与各机构执行动作的时间点相匹配又需要消耗大量的调式时间。综上所述,亟需解决输送带速度波动的问题。
技术实现要素:
3.本发明的目的在于,提供一种封边机的闭环控制系统,在输送带运行的过程中自动调节输送带电机的频率控制信号,解决输送带速度波动的问题。
4.本发明是通过以下技术方案实现的:一种封边机的闭环控制系统,包括电机驱动模块、输入模块、中止判定模块和pid运算模块;所述电机驱动模块与输送带电机信号连接,用以驱动并控制输送带电机的输出参数;所述输入模块分别与所述电机驱动模块和所述中止判定模块数据连接,所述输入模块将预先输入的给定值与从所述电机驱动模块采集的驱动数据作差获得偏差值,再输入所述中止判定模块;所述中止判定模块与所述pid运算模块数据连接,所述中止判定模块判定偏差值是否超出预设的误差区间;偏差值超出误差区间则将偏差值输入所述pid运算模块;偏差值在误差区间内则停止数据传输,将运算中止;所述pid运算模块与所述电机驱动模块信号连接,所述pid运算模块通过计算偏差值得出控制量数据,再将控制量数据转化为频率控制信号输入所述电机驱动模块。
5.优选的,所述输入模块包括给定值录入单元、编码器和偏差运算单元;所述给定值录入单元和所述编码器均与所述偏差运算单元数据连接,所述偏差运算单元与所述中止判定模块数据连接,所述编码器与所述电机驱动模块单元数据连接;所述编码器用于将所述电机驱动模块的频率控制信号编码转换为运算数据以供所述偏差运算单元计算。
6.优选的,所述电机驱动模块包括变频器;所述变频器与所述pid运算模块数据连接;所述变频器用以控制输送带电机的频率稳定性。
7.优选的,所述pid运算模块包括比例调节单元、积分调节单元、微分调节单元和plc运算单元;所述比例调节单元、所述积分调节单元和所述微分调节单元均分别与所述中止判定模块和plc运算单元数据连接,使三调节单元并联,所述plc运算单元与所述电机驱动模块数据连接。
8.优选的,所述比例调节单元输出与偏差值成比例关系的数据,用以及时响应所述电机驱动模块的频率控制信号变化。
9.优选的,所述积分调节单元输出调节数据并持续累加,用以消除静差。
10.优选的,所述微分调节单元输出抑制数据,用以抑制所述电机驱动模块的频率控制信号变化。
11.优选的,所述pid运算模块采用的运算公式为:其中:y(t)为从所述电机驱动模块采集的驱动数据;n(t)为预先输入的给定值;e(t)为偏差值;u(t)为所述pid运算模块计算得出的控制量数据;k
p
为比例系数;ti为积分时间常数;td为微分时间常数。
12.优选的,还包括一种封边机的闭环控制方法,该方法适配于上述方案中任意一项所述的封边机的闭环控制系统,包括如下步骤:步骤一:所述输入模块中预先设置给定值,该给定值为输送带运行频率的标准值;步骤二:所述输入模块采集所述电机驱动模块的驱动数据并转化为运算数据,将该数据与给定值作差获得偏差值,并将该偏差值输入所述中止判定模块;步骤三:所述中止判定模块将步骤二中的偏差值与预设的误差区间进行对比判定;若偏差值超出误差区间,则所述中止判定模块将偏差值输入pid运算模块;若偏差值在误差区间内,则所述中止判定模块执行中止命令,将运算中止;步骤四:所述pid运算模块对偏差值进行比例、积分、微分运算得出控制量数据,并将该控制量数据转化为驱动数据输出至所述电机驱动模块;步骤五:所述电机驱动模块根据步骤四中的驱动数据调节输送带电机的频率,并重复步骤二至步骤五。
13.优选的,步骤三中若判定偏差值在误差范围内运算中止,则步骤五中所述电机驱动模块以原步骤二中被采集的驱动数据继续驱动输送带电机,并重复步骤二至步骤五。
14.本发明的有益效果为:本发明的封边机的闭环控制系统对输送带电机接收的频率控制信号进行实时监测,当频率控制信号出现超出误差范围的波动时,通过pid运算模块计算获得控制量数据再
回传至电机驱动模块以抑制输送带电机接收的频率控制信号的波动,保持输送带的运行速度恒定,进而提升封边机的削铣、封边和修边加工质量。当频率控制信号在误差范围内时,pid运算模块中止运算,通过降低运算次数节约能耗,同时降低系统维护频率,减少零配件更换,节约成本。
15.本发明的封边机的闭环控制方法能够使输送带的速度稳定下来,从而使调机更加方便,节约调试时间,使封边效果更加理想。而由于输送带的速度稳定,在进行削铣、贴边和修边工艺时,在木板加工区域的前段和后段能够预留更少的防误差板材,从而节省用料,降低生产成本。
附图说明
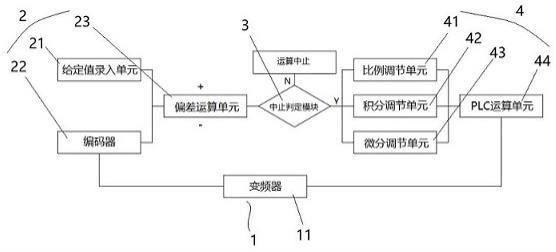
16.图1为本发明在一实施例中提供的闭环控制系统的结构框图。
17.图2为本发明在一实施例中提供的闭环控制系统的概括框图。
18.图例:1、电机驱动模块;2、输入模块;3、中止判定模块;4、pid运算模块;11、变频器;21、给定值录入单元;22、编码器;23、偏差运算单元;41、比例调节单元;42、积分调节单元;43、微分调节单元;44、plc运算单元。
具体实施方式
19.下面结合附图和实施例对本发明作进一步说明。
20.如图1和图2所示,本实施例提供了一种封边机的闭环控制系统,电机驱动模块1、输入模块2、中止判定模块3和pid运算模块4。其中输入模块2、中止判定模块3和pid运算模块4依次数据连接,且输入模块2和pid运算模块4还均与电机驱动模块1信号连接,形成可循环的闭环控制系统。
21.电机驱动模块1是用于接收指令并发送信号控制输送带电机的执行模块,可控制输送带电机的启动、停止和速度。尤其是在本实施例中,电机驱动模块1中还安装有变频器11,通过变频器11来控制输送带电机的输出频率。
22.输入模块2由给定值录入单元21、编码器22和偏差运算单元23构成,其中给定值录入单元21用于预先存储输送带运行频率的标准值;编码器22用于读取从电机驱动模块1采集的驱动数据并将该驱动数据编码翻译为有利于计算的运算数据,获得电机驱动模块1的实际频率数据;偏差运算单元23接收来自给定值录入单元21和编码器22的数据,通过给定值减去实际值得到当前电机驱动模块1运行实际的偏差值。
23.中止判定模块3内部存储有预先设置的误差区间数据,该误差区间数据经过反复实验论证获得。当偏差值位于该误差区间的范围内时,证明电机驱动模块1的频率数据在合理误差范围内,即输送带的速度变化不会对木板的削铣、封边和修边工艺的品质造成影响,至此本次自动调节频率的运算程序中止,节约后续运算步骤所消耗的能源,而电机驱动模块1中的变频器11则继续保持输出当前的频率控制信号,并将实时驱动数据通过编码器22编码翻译为有利于计算的运算数据再次输入到偏差运算单元23计算偏差值。
24.当偏差值超出误差区间的范围时,证明电机驱动模块1的频率数据超出了合理误
差范围,即输送带的速度变化会对木板的削铣、封边和修边工艺的品质造成影响。此时中止判定模块3会将偏差值输入到pid运算模块4进行计算,获取用于修正偏差的控制量数据。
25.pid运算模块4包括比例调节单元41、积分调节单元42、微分调节单元43和plc运算单元44。其中三个调节单元为并行运算模块,分别将偏差值进行比例运算、积分运算和微分运算,再将各自的输出值传输至plc运算单元44,通过plc运算单元44的汇总得到控制量数据,该控制量数据为抑制电机驱动模块1内变频器11频率波动的参数。而plc运算单元44还能够将该控制量数据转化为可被变频器11识别和执行的频率控制信号直接输入变频器11中,变频器11以该频率控制信号为依据调节输出频率,使输送带电机的运行速度更加均匀平稳,使输送带的运行速度保持在恒定的区间内以配合各机构的执行动作时间点,进而使木板的输送速度与各机构的加工动作匹配协调,提升木板的削铣、封边和修边工艺的品质。输入模块2中的编码器22还会继续实时采集驱动数据,并将驱动数据编码翻译为有利于计算的运算数据再次输入到偏差运算单元23计算偏差值,实现自动循环的闭环控制系统。
26.pid运算模块4采用的运算公式为:其中:y(t)为从所述电机驱动模块1采集的驱动数据;n(t)为预先输入的给定值;e(t)为偏差值;u(t)为所述pid运算模块4计算得出的控制量数据;k
p
为比例系数;ti为积分时间常数;td为微分时间常数。
27.上述实施例中的比例调节单元41在输入偏差值后,经过数据处理输出与偏差值成比例关系的数据,用以及时响应电机驱动模块1的频率控制信号变化。但由于只通过比例调节无法实现无差控制,基于比例调节来抑制频率波动的方法为:先将积分的时间数值增加,再将微分的时间数值设置为零,单独用比例调节使输送带运行起来。改变给定值的数据,观察从电机驱动模块1采集到的数据和给定值之间的差值,即静差值。如果给定值增加,待到输送带运行速度稳定后从电机驱动模块1采集到的数据量总小于给定值,则继续增加比例增益;如果给定值增加,待到输送带运行速度稳定后从电机驱动模块1采集到的数据量大于给定值,则减小比例增益。不断重复上述过程直至静差值减小至可接受的范围内。
28.基于上述原因,在比例调节的基础上还同时采用了积分调节和微分调节,上述实施例中的积分调节单元42在输入偏差值后,经过数据处理输出调节数据并持续累加,用以消除静差。如果偏差值持续存在,或如果偏差值始终超出误差区间的范围,则调节数据持续增加,直至将偏差值归零,或将偏差值控制在误差区间的范围内。
29.值得一提的是,积分时间参数按照由大到小的顺序调节,逐步细化调节积分时间
并观察输送带运行速度的调节效果,直至达到要求。
30.上述实施例中的微分调节单元43在输入偏差值后,经过数据处理输出抑制数据,用以抑制电机驱动模块1的频率控制信号变化。
31.在一实施例中,还提供了一种封边机的闭环控制方法,适用于上述实施例的闭环控制系统,包括如下步骤:步骤一:输入模块2中预先设置给定值,该给定值为输送带运行频率的标准值。
32.步骤二:输入模块2采集电机驱动模块1的驱动数据并转化为运算数据,将该数据与给定值作差获得偏差值,并将该偏差值输入中止判定模块3。
33.步骤三:中止判定模块3将步骤二中的偏差值与预设的误差区间进行对比判定。
34.若偏差值超出误差区间,则中止判定模块3将偏差值输入pid运算模块4;若偏差值在误差区间内,则中止判定模块3执行中止命令,将运算中止。
35.步骤四:pid运算模块4对偏差值进行比例、积分、微分运算得出控制量数据,并将该控制量数据转化为驱动数据输出至电机驱动模块1,使输送带运行速度被调节在接近给定值的误差区间内,减小波动幅度。
36.步骤五:电机驱动模块1根据步骤四中的驱动数据调节输送带电机的频率,并重复步骤二至步骤五。
37.值得一提的是,步骤三中若判定偏差值在误差范围内运算中止,则步骤五中电机驱动模块1以原步骤二中被采集的驱动数据继续驱动输送带电机,并重复步骤二至步骤五的操作,形成自动闭环调节。
38.本实施例的封边机的闭环控制方法能够使输送带的速度稳定下来,从而使调机更加方便,节约调试时间,使封边效果更加理想。而由于输送带的速度稳定,在进行削铣、贴边和修边工艺时,在木板加工区域的前段和后段能够预留更少的防误差板材,从而节省用料,降低生产成本。
39.以上实施方式中的各种技术特征可以任意进行组合,只要特征之间的组合不存在冲突或矛盾即可,但是限于篇幅,未进行一一描述。
40.本发明并不局限于上述实施方式,如果对本发明的各种改动或变型不脱离本发明的精神和范围,倘若这些改动和变型属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1