一种新型双端铣木窗加工进料跑车机构
1.本实用新型装置涉及木工机械加工技术,主要针对木窗加工时,设计出一种新型加工送料装置。
背景技术:
2.目前木窗加工技术领域,在对木窗边进行铣削加工时,有些许企业采用人工手扶木窗进料加工方式对木窗一边进行加工,而不能对木窗的两边按流水线的方式先后进行加工,人在此方式下长期劳作,容易产生疲劳,加工效率低,铣削加工的精度没法控制。针对以上问题,本实用新型双端铣木窗加工进料跑车机构可以解决以上问题,将木窗放在该跑车机构上就可以实现将木窗带入到机床的铣削区进行加工且可以调整木窗的位置对两个边进行流水线式分别加工。
技术实现要素:
3.本实用新型所要解决的问题是:提供一种新型双端铣木窗加工进料跑车机构,该机构可以将木窗相对应的两边流水线式先后送入机床铣削区加工且可以实现对木窗的夹紧定位。
4.为了实现上述目的,本实用新型采用的方案是:一种新型双端铣木窗加工进料跑车机构,主要上压紧气缸导轨1、上压紧气缸滑块2、上压紧气缸3、上压紧板4、跑车架5、压紧定位机构6、跑车滑块7组成。其中上压紧气缸滑块 2、上压紧气缸3、上压紧板4各有两个,跑车架由型材焊接而成,是一个整体,压紧定位机构6有三组,跑车滑块7有四个,装在跑车机构下面。
5.压紧定位机构6由跑车架连接板6-1、步进电机6-2、步进电机支座6-3、联轴器6-4、丝杠左支座6-5、丝杠6-6、丝杠法兰盘6-7、法兰盘连接板6-8、导轨6-9、丝杠右支座6-10、滑块6-11、气缸连接板6-12、推料压紧板6-13、气缸6-14 组成。
6.跑车机构中压紧气缸导轨1固装在跑车架5上,上压紧气缸滑块2安装在压紧气缸导轨1上,再将上压紧气缸3固装在上压紧气缸滑块2上,上压紧板4 固装在上压紧气缸3上。压紧定位机构6通过跑车架连接板6-1固装在跑车架5 上,跑车滑块7固装在跑车架5最下面。
7.压紧定位机构6中跑车架连接板6-1固装在跑车架5上,步进电机6-2通过步进电机支座6-3固装在跑车架连接板6-1,步进电机支座6-3固装在跑车架连接板6-1上,联轴器6-4固装在步进电机6-2与丝杠6-6上,丝杠左支座6-5固装在跑车架连接板6-1上,丝杠6-6通过丝杠左支座6-5与丝杠右支座6-10固装在联轴器6-4上,丝杠法兰盘6-7固装在法兰盘连接板6-8上并与丝杠6-6配合,法兰盘连接板6-8将丝杠法兰盘6-7与气缸6-14连接在一起,导轨6-9固装在跑车架连接板6-1,丝杠右支座6-10固装在跑车架连接板6-1上,气缸连接板6-12 通过滑块6-11装在导轨6-9上,推料压紧板气缸6-13固装在气缸6-14上,气缸 6-14固装在气缸连接板6-12上。
附图说明:
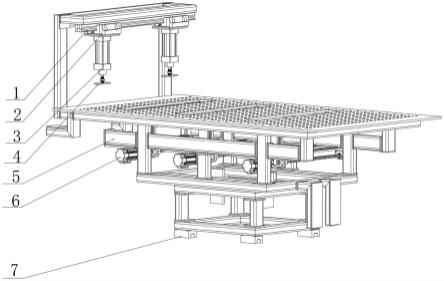
8.图1新型双端铣木窗加工进料跑车机构轴测图
9.图中:1.上压紧气缸导轨2.上压紧气缸滑块3.上压紧气缸4.上压紧板5.跑车架6.压紧定位机构7.跑车滑块
10.图2压紧定位机构轴测图
11.图中:6-1.跑车架连接板6-2.步进电机6-3.步进电机支座6-4.联轴器6-5.丝杠左支座6-6.丝杠6-7.丝杠法兰盘6-8.法兰盘连接板6-9.导轨6-10.丝杠右支座6-11.滑块6-12.气缸连接板6-13.推料压紧板气缸6-14.气缸
12.图3新型双端铣木窗加工进料跑车机构部分爆炸轴测图
13.图中:1.上压紧气缸导轨2.上压紧气缸滑块3.上压紧气缸4.上压紧板5.跑车架6.压紧定位机构7.跑车滑块6-1.跑车架连接板6-2.步进电机6-3.步进电机支座6-4.联轴器6-5.丝杠左支座6-6.丝杠6-7.丝杠法兰盘6-8.法兰盘连接板6-9.导轨6-10.丝杠右支座6-11.滑块6-12.气缸连接板6-13.推料压紧板气缸6-14.气缸
14.图4跑车机构正视图
15.图中:1.上压紧气缸导轨2.上压紧气缸滑块3.上压紧气缸4.上压紧板5.跑车架6.压紧定位机构7.跑车滑块
16.图5压紧定位机构俯视图
17.图中:6-1.跑车架连接板6-2.步进电机6-9.导轨6-12.气缸连接板6-13.推料压紧板气缸6-14.气缸
具体实施方式
18.下面将进一步详细介绍本实用新型机构的具体实施方式:此通过跑车滑块7跑车机构装在与其对应的导轨上,实现来回移动,在导轨两旁装有两个相同可以对木窗铣削加工的机床并且它们是错开放置。装三组压紧定位机构6是为了方便加工不同尺寸的木窗,满足不同尺寸木窗的夹紧定位。跑车架5是由多个方形管材焊接而成,下面会多次根据跑车架5的特征提及与其特征相对应的横梁横梁。
19.首先,由其他装置将木窗推到跑车机构上使木窗的一个侧面都能接触上跑车架5上悬挂上压紧气缸的横梁,这样做是为了保证木窗这个侧面与跑车架5上两个横梁的平行度,控制两个上压紧气缸3使其能够对木窗上表面进行预压紧,压紧力是平时压紧的五分之一。然后根据要加工木窗尺寸的大小控制合适的压紧定位机构6,控制压紧定位机构6上的步进电机6-2转动,使其通过带动丝杠6-6的转动,丝杠6-6上的丝杠法兰盘6-7带动法兰盘连接板6-8,使固装在法兰盘连接板6-8上的气缸6-14,在导轨6-9横向移动到合适的距离,足以使气缸6-14上的气缸连接板6-12能够在跑车架上所留的轨道空隙出伸出来。控制气缸6-14,使其伸出,推料压紧板6-13随之伸出,保证推料压紧板6-13能处于木窗内框并且高度低于木窗厚度。此时可以由推料压紧板6-13对木窗的横向距离进行调节,将木窗要铣削的一边伸进机床的铣削加工区,当碰到机床加工区的挡板后,控制步进电机6-2使其带动推料压紧板6-13的缓慢远离木窗所要加工的这边,之后后将气缸6-14全部伸出,此时气缸上所固装的推料压紧板6-13也全部伸出,控制步进电机6-2将气缸6-14与推料压紧板6-13带到与木窗加工面相对立的一端,气缸6-14缩回,使推料压紧板6-13刚好压在这端。调节上压紧
气缸1使其压紧木窗上表面,最后通过连接在跑车架5上的跑车滑块7在相应的导轨上使整个机构向前移动进入机床铣削区,直到这个面加工完毕。
20.在第一个面加工完后,首先,调整上压紧气缸3使其处于预压紧状态,使气缸6-14完全松开,控制步进电机6-2带动气缸6-14与其上面的推料压紧板 6-13,直到气缸6-14推料压紧板6-13缩回的时候和其他结构不会干涉,气缸6-14 缩回,使推料压紧板6-13能够推上木窗内框,将木窗推到与刚加工完面所对应的一端,准备这个面的加工。重复加工第一个面的步骤,当碰到机床加工区的挡板后,控制步进电机6-2使其带动推料压紧板6-13的缓慢远离木窗要准备加工的这边,之后将气缸6-14全部伸出,此时气缸上所固装的推料压紧板6-13也全部伸出,控制步进电机6-2将气缸6-14与推料压紧板6-13带到木窗加工完的这端,气缸6-14缩回,使推料压紧板6-13可以压在刚加工完这端的上表面。调节上压紧气缸1使其压紧木窗上表面,最后通过连接在跑车架5上的跑车滑块7 在相应的导轨上使整个机构向机床铣削区移动,可以实现此面的铣削加工。至此该新型双端铣木窗加工进料跑车机构完成了木窗加工时的推料夹紧,完成了木窗两个对立面的加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1