一种适于大豆胶黏剂辊涂的生物胶合板压合机的制作方法
1.本实用新型涉及化工技术领域,具体为一种适于大豆胶黏剂辊涂的生物胶合板压合机。
背景技术:
2.家居装修是在一定区域或范围内小到家具摆放,大到定制处理,且大部分木质家具都是使用大豆无醛胶,应用于室内建筑装修和家具制造所使用的板材加工,使家居装修不会产生大量甲醛,而影响居住环境。
3.其中,经检索发现,有一篇专利号为cn202122688430.5一种胶合板自动压合装置,该种胶合板自动压合装置,具有通过设置有防粘层、拨正板和转动块,能够进行防粘层和拨正板角度的调节,使得防粘层之间的距离适合胶合板的输送,使得胶合板在进行输送时,始终处于传送带顶端的中间位置处,便于进行后续的压合,使得胶合板整体的压合更加的准确,避免出现胶合板压合位置偏移的情况,通过设置有卡块、卡槽和连接弹簧能够对转动轴的位置进行限制,避免出现在使用过程中防粘层角度偏移的情况;其中,不足点如下:
4.该种胶合板自动压合装置在工作人员使用,对大量胶合板进行热压合处理时,由于只是单一的通过设置传送带,并通过人工手动将一张一张绞合板进行放置到传送带表面,才可进行输送热压处理的,使得人工手动将绞合板放置到传送带才可进行输送压合的效率较低的同时,会比较浪费时间的同时,由于该种胶合板自动压合装置另一端,并没有设置有可将压合后的胶合板从传送带表面送下到地面的装置,使得还需要工作人员手动将一张张热压后的胶合板进行拿取收集,特别的麻烦,且比较影响工作效率。
技术实现要素:
5.本实用新型的目的在于:为了解决上述该种胶合板自动压合装置人工手动将绞合板放置到传送带才可进行输送压合的效率较低,工作人员手动将一张张热压后的胶合板进行拿取收集特别的麻烦的问题,提供一种适于大豆胶黏剂辊涂的生物胶合板压合机。
6.本实用新型采用的技术方案如下:一种适于大豆胶黏剂辊涂的生物胶合板压合机,包括工作台、固定架a、固定架b、固定架c、丝杆滑轨a、丝杆滑轨b、支撑架a、液压杆c、热压架a、热压架b、滑槽b和滑动杆,所述工作台外壁顶部固定安装有固定架b,所述工作台外壁一端固定安装有固定架a,所述固定架b外壁另一端固定安装有固定架c,所述固定架c外壁顶部另一端固定安装有丝杆滑轨a,所述固定架a外壁一端的前后两端均固定安装有丝杆滑轨b,所述丝杆滑轨b外侧顶部之间均通过滑块滑动设置有支撑架a;
7.所述工作台外壁底部两端的前后两侧均固定安装有液压杆c,所述液压杆c外壁顶部之间和固定架b外壁底部相对面均固定安装有热压架a,所述热压架a外侧之间设置有热压架b,所述热压架b有若干个,且呈等距并列设置,所述热压架a和热压架b外壁相对面四角均嵌入设置有滑槽b,所述相对的滑槽b内侧之间均滑动设置有滑动杆,所述固定架a外侧顶部设置有可将需要进行热压的大量粘合后的胶合板进行辅助输送到热压架支架之间的辅
助输送机构,所述固定架c外侧设置有可方便将热压后的生物胶合板从压合机上输送到地面的物料送出机构。
8.其中,所述辅助输送机构由丝杆滑轨c、送料架b、液压杆a、支撑架b、电动滚轮、支撑架c、滑轨、凹槽、液压杆b、支撑板b、伺服电机、转动杆、滚轮、电动伸缩杆b和挡料架构成,所述支撑架a外侧顶部相对面均固定安装有丝杆滑轨c,所述丝杆滑轨c外侧之间通过滑块滑动设置有送料架b,所述送料架b外壁前后两端的上下两侧均固定安装有液压杆a,所述液压杆a外壁相对面均固定安装有支撑架b,所述支撑架b外侧相对面前后两端均通过轴承转动设置有电动滚轮,所述电动滚轮外侧相对面均设置有支撑架c,所述支撑架c外壁底部固定安装有滑轨,且电动滚轮契合滑动设置在滑轨内侧,所述支撑架c外壁底部两端的前后两侧相对面均固定安装有液压杆b,所述液压杆b外壁顶部之间均固定安装有支撑板b,所述支撑板b外壁顶部后侧固定安装有伺服电机,所述伺服电机有若干个,且呈等距并列设置,所述伺服电机外侧前端通过输出轴连接有转动杆,所述转动杆外壁固定安装有滚轮,所述滚轮有若干个,且呈等距并列设置,所述支撑架c外壁相对面均嵌入设置有凹槽,所述凹槽有若干个,且呈等距并列设置,且若干滚轮分别契合滑动设置在相对的凹槽内侧,其中一个所述支撑架c顶部外壁一端固定安装有电动伸缩杆b,所述电动伸缩杆b和挡料架外壁顶部一端固定安装有挡料架。
9.其中,所述物料送出机构由送料架a、支撑板a、滑槽a、固定架和电动伸缩杆a构成,所述丝杆滑轨a外侧一端通过滑块滑动设置有送料架a,所述送料架a外壁顶部固定安装有支撑板a,所述支撑板a和固定架c外壁顶部相对面两端均嵌入设置有滑槽a,所述滑槽a内侧底部之间活动设置有固定架,所述固定架外壁底部中间和支撑板a外壁顶部两端之间均固定安装有电动伸缩杆a。
10.其中,所述送料架a和固定架外表面材质均为改性pvc。
11.其中,所述送料架a和固定架外表面材质均为聚四氟乙烯。
12.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
13.1、该种适于大豆胶黏剂辊涂的生物胶合板压合机通过设置有滚轮,可使工作人员控制丝杆滑轨b、丝杆滑轨c之间的配合带动挡料架靠近热压架a和热压架b表面时,通过滚轮将其中一块胶合板送入到热压架b表面后,工作人员再将其他的胶合板以同样的方式输送到热压架a和热压架b表面,对大量胶合板进行热压处理,提高对大量需要进行热压处理的胶合板进行快速且方便进行输送热压的效果。
14.2、该种适于大豆胶黏剂辊涂的生物胶合板压合机通过设置有送料架a,可使下一批其中一个胶合板送入与送料架a齐平的热压架b表面时,将推出热压完毕的胶合板移动到送料架a表面,工作人员再控制电动伸缩杆a降下固定架接触到胶合板表面,将胶合板夹持后,控制丝杆滑轨a通过滑块带动送料架a降下到地面后,方便工作人员将热压完毕的胶合板通过叉车取下,提高对热压完毕的胶合板不再需要人工手动取料,避免产生安全隐患的同时,可使工作效率更高。
附图说明
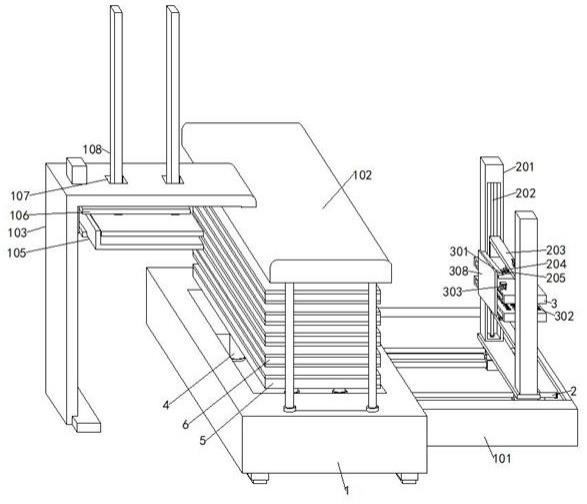
15.图1为本实用新型的压合装置正视立体结构示意简图;
16.图2为本实用新型中压合装置正面剖视结构示意简图;
17.图3为本实用新型中图2中a处放大结构示意简图;
18.图4为本实用新型中支撑架c侧面剖视结构示意简图。
19.图中标记:1、工作台;101、固定架a;102、固定架b;103、固定架c;104、丝杆滑轨a;105、送料架a;106、支撑板a;107、滑槽a;108、固定架;109、电动伸缩杆a;2、丝杆滑轨b;201、支撑架a;202、丝杆滑轨c;203、送料架b;204、液压杆a;205、支撑架b;206、电动滚轮;3、支撑架c;301、滑轨;302、凹槽;303、液压杆b;304、支撑板b;305、伺服电机;306、转动杆;307、滚轮;308、电动伸缩杆b;309、挡料架;4、液压杆c;5、热压架a;6、热压架b;601、滑槽b;602、滑动杆。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.本实用新型中:
22.参照图1-4,一种适于大豆胶黏剂辊涂的生物胶合板压合机,包括工作台1、固定架a101、固定架b102、固定架c103、丝杆滑轨a104、丝杆滑轨b2、支撑架a201、液压杆c4、热压架a5、热压架b6、滑槽b601和滑动杆602,工作台1外壁顶部固定安装有固定架b102,工作台1外壁一端固定安装有固定架a101,固定架b102外壁另一端固定安装有固定架c103,固定架c103外壁顶部另一端固定安装有丝杆滑轨a104,固定架a101外壁一端的前后两端均固定安装有丝杆滑轨b2,丝杆滑轨b2外侧顶部之间均通过滑块滑动设置有支撑架a201;
23.工作台1外壁底部两端的前后两侧均固定安装有液压杆c4,液压杆c4外壁顶部之间和固定架b102外壁底部相对面均固定安装有热压架a5,热压架a5外侧之间设置有热压架b6,热压架b6有若干个,且呈等距并列设置,热压架a5和热压架b6外壁相对面四角均嵌入设置有滑槽b601,相对的滑槽b601内侧之间均滑动设置有滑动杆602,固定架a101外侧顶部设置有可将需要进行热压的大量粘合后的胶合板进行辅助输送到热压架支架之间的辅助输送机构,固定架c103外侧设置有可方便将热压后的生物胶合板从压合机上输送到地面的物料送出机构。
24.参照图1-4,进一步的,辅助输送机构由丝杆滑轨c202、送料架b203、液压杆a204、支撑架b205、电动滚轮206、支撑架c3、滑轨301、凹槽302、液压杆b303、支撑板b304、伺服电机305、转动杆306、滚轮307、电动伸缩杆b308和挡料架309构成;
25.支撑架a201外侧顶部相对面均固定安装有丝杆滑轨c202,丝杆滑轨c202外侧之间通过滑块滑动设置有送料架b203,送料架b203外壁前后两端的上下两侧均固定安装有液压杆a204,液压杆a204外壁相对面均固定安装有支撑架b205,支撑架b205外侧相对面前后两端均通过轴承转动设置有电动滚轮206,电动滚轮206外侧相对面均设置有支撑架c3,支撑架c3外壁底部固定安装有滑轨301,且电动滚轮206契合滑动设置在滑轨301内侧,支撑架c3外壁底部两端的前后两侧相对面均固定安装有液压杆b303,液压杆b303外壁顶部之间均固定安装有支撑板b304,支撑板b304外壁顶部后侧固定安装有伺服电机305,伺服电机305有若干个,且呈等距并列设置,伺服电机305外侧前端通过输出轴连接有转动杆306,转动杆
306外壁固定安装有滚轮307,滚轮307有若干个,且呈等距并列设置,支撑架c3外壁相对面均嵌入设置有凹槽302,凹槽302有若干个,且呈等距并列设置,且若干滚轮307分别契合滑动设置在相对的凹槽302内侧,其中一个支撑架c3顶部外壁一端固定安装有电动伸缩杆b308,电动伸缩杆b308和挡料架309外壁顶部一端固定安装有挡料架309,当工作人员需要将大量通过大豆胶黏剂粘合后的胶合板进行热压,使胶合板之间均匀粘合处理时,工作人员携带大量粘合后的胶合板到工作场地,并通过驾驶叉车将大量胶合板置于支撑架c3之间,使支撑架c3相对面的滚轮307接触到大量粘合后的胶合板,并使大量胶合板完全放置在支撑架c3之间时,工作人员控制液压杆b303收缩支撑板b304携带滚轮307滑入凹槽302内后,工作人员再控制液压杆a204伸出相对的支撑架c3外表面接触到大量粘合后的胶合板上下两端,将大量粘合后的胶合板固定后,工作人员控制丝杆滑轨b2通过滑块带动相对的丝杆滑轨c202向另一端移动,再控制丝杆滑轨c202通过滑块带动大量粘合后的胶合板升起到一定高度,使挡料架309靠近热压架a5和热压架b6表面时,控制电动伸缩杆b308升起挡料架309,使挡料架309与滚轮307之间的间距到能通过一个胶合板的高度时,工作人员再控制底部支撑架c3的液压杆b303伸出支撑板b304携带滚轮307滑出凹槽302接触到胶合板底部表面后,工作人员打开若干伺服电机305带动转动杆306外壁滚轮307转动,将其中一块胶合板送入到热压架b6表面后,工作人员再将其他的胶合板以同样的方式输送到热压架a5和热压架b6表面,并打开热压架a5和热压架b6内壁配套的电热管对热压架a5和热压架b6进行加热,并控制液压杆c4升起底部的热压架a5推动若干热压架b6之间滑动杆602滑入滑槽b601,使胶合板被完全挤压在热压架a5和热压架b6之间后,对大量胶合板进行热压,使胶合板内涂覆的大豆胶黏剂与胶合板进行均匀接触压实粘附防止开胶处理。
26.参照图1-2,进一步的,物料送出机构由送料架a105、支撑板a106、滑槽a107、固定架108和电动伸缩杆a109构成;
27.丝杆滑轨a104外侧一端通过滑块滑动设置有送料架a105,送料架a105外壁顶部固定安装有支撑板a106,支撑板a106和固定架c103外壁顶部相对面两端均嵌入设置有滑槽a107,滑槽a107内侧底部之间活动设置有固定架108,固定架108外壁底部中间和支撑板a106外壁顶部两端之间均固定安装有电动伸缩杆a109,当工作人员将其中一批胶合板进行热压处理后,工作人员控制液压杆c4降下底部的热压架a5,使若干热压架b6之间通过滑动杆602在相对的滑槽b601内侧之间滑出,使若干热压架b6之间张开后,工作人员再以同样的方式将下一批胶合板送入若干热压架b6之间的同时,控制丝杆滑轨a104通过滑块带动送料架a105表面与需要接料的热压架a5或热压架b6表面之间齐平后,将使下一批其中一个胶合板送入与送料架a105齐平的热压架b6表面时,将推出热压完毕的胶合板移动到送料架a105表面,这时工作人员再控制电动伸缩杆a109降下固定架108接触到胶合板表面,将胶合板夹持后,工作人员控制丝杆滑轨a104通过滑块带动送料架a105降下到地面后,方便工作人员将热压完毕的胶合板通过叉车取下后,工作人员再以同样的方式将其他热压完毕的胶合板输送到地面并通过叉车取下收集到一定量后,工作人员将部分热压完毕的胶合板输送到其他加工场地进行加工处理。
28.参照图1-4,进一步的,液压杆a204、液压杆b303、液压杆c4均通过液压泵站和控制面板与外界电源电性连接,电动滚轮206通过配套的伺服马达和控制面板与外界电源电性连接,热压架a5和热压架b6内壁均配套设置有电热管,且热压架a5和热压架b6内壁电热管
均通过控制面板与外界电源电性连接,丝杆滑轨a104、电动伸缩杆a109、丝杆滑轨b2、丝杆滑轨c202、伺服电机305、电动伸缩杆b308均通过控制面板与外界电源电性连接。
29.参照图1、2,进一步的,送料架a105和固定架108外表面材质均为改性pvc,因改性pvc材质具有耐高低温、耐老化的特性,可使送料架a105和固定架108外表面,与热压后表面具有较高温度的胶合板之间长期接触时,不会使得送料架a105和固定架108外表面长期温度差异过大而造成快速老化。
30.如图1、2所示,本实用新型在以送料架a105和固定架108外表面材质均为改性pvc的实施例之外,还存在另一实施方式,送料架a105和固定架108外表面材质均为聚四氟乙烯,因聚四氟乙烯材质具有耐高低温、不燃、耐腐蚀、耐老化特性,可使送料架a105和固定架108外表面,与热压后表面具有较高温度的胶合板之间长期接触时,不会使得送料架a105和固定架108外表面长期温度差异过大而造成快速老化的同时,具有高润滑、不粘附特性的聚四氟乙烯材质送料架a105和固定架108外表面不会使得胶合板与送料架a105和固定架108之间产生过大摩擦而造成表面磨损。
31.工作原理:首先工作人员需要将大量通过大豆胶黏剂粘合后的胶合板进行热压,使胶合板之间均匀粘合处理时,工作人员携带大量粘合后的胶合板到工作场地,并通过驾驶叉车将大量胶合板置于支撑架c3之间,使支撑架c3相对面的滚轮307接触到大量粘合后的胶合板,并使大量胶合板完全放置在支撑架c3之间时,工作人员控制液压杆b303收缩支撑板b304携带滚轮307滑入凹槽302内后,工作人员再控制液压杆a204伸出相对的支撑架c3外表面接触到大量粘合后的胶合板上下两端,将大量粘合后的胶合板固定后,工作人员控制丝杆滑轨b2通过滑块带动相对的丝杆滑轨c202向另一端移动,再控制丝杆滑轨c202通过滑块带动大量粘合后的胶合板升起到一定高度,使挡料架309靠近热压架a5和热压架b6表面时,控制电动伸缩杆b308升起挡料架309,使挡料架309与滚轮307之间的间距到能通过一个胶合板的高度时,工作人员再控制底部支撑架c3的液压杆b303伸出支撑板b304携带滚轮307滑出凹槽302接触到胶合板底部表面后,工作人员打开若干伺服电机305带动转动杆306外壁滚轮307转动,将其中一块胶合板送入到热压架b6表面,然后,工作人员再将其他的胶合板以同样的方式输送到热压架a5和热压架b6表面,并打开热压架a5和热压架b6内壁配套的电热管对热压架a5和热压架b6进行加热,并控制液压杆c4升起底部的热压架a5推动若干热压架b6之间滑动杆602滑入滑槽b601,使胶合板被完全挤压在热压架a5和热压架b6之间后,对大量胶合板进行热压,使胶合板内涂覆的大豆胶黏剂与胶合板进行均匀接触压实粘附防止开胶处理,最后,工作人员控制液压杆c4降下底部的热压架a5,使若干热压架b6之间通过滑动杆602在相对的滑槽b601内侧之间滑出,使若干热压架b6之间张开后,工作人员再以同样的方式将下一批胶合板送入若干热压架b6之间的同时,控制丝杆滑轨a104通过滑块带动送料架a105表面与需要接料的热压架a5或热压架b6表面之间齐平后,将使下一批其中一个胶合板送入与送料架a105齐平的热压架b6表面时,将推出热压完毕的胶合板移动到送料架a105表面,这时工作人员再控制电动伸缩杆a109降下固定架108接触到胶合板表面,将胶合板夹持后,工作人员控制丝杆滑轨a104通过滑块带动送料架a105降下到地面后,方便工作人员将热压完毕的胶合板通过叉车取下后,工作人员再以同样的方式将其他热压完毕的胶合板输送到地面并通过叉车取下收集到一定量后,工作人员将部分热压完毕的胶合板输送到其他加工场地进行加工处理。
32.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1