一种用于板材施蜡的加工工艺及其加工系统的制作方法
本发明涉及木材加工,特别是一种用于板材施蜡的加工工艺及其加工系统。
背景技术:
1、木材是一种重要的建筑材料和家具制造材料,广泛应用于建筑、家具、地板等领域,然而,传统的木材加工方法存在一些问题,如木材易受潮、易变形、表面质量不理想,纤维板材是一种常见的木材制品,由纤维或颗粒状的木材材料经过加工和合成而成,传统的纤维板材制造方法包括热压、压制和粘合等步骤。然而,这些方法存在一些问题,如合成过程中纤维或颗粒的分散不均匀、板材的密度和强度不高等。
2、为了改善纤维板材的性能和质量,引入蜡喷涂工艺作为一种改进和创新的方法,蜡喷涂工艺利用蜡的渗透性和保护性能,可以提高纤维板材的防潮性能、增加板材的密度和强度,并改善板材的外观质量,蜡喷涂工艺包括以下步骤:首先将板材加工为纤维状,然后选择适合的蜡材料,并将其融化成液体状态,并将融化的蜡液喷涂在纤维板材的表面,使蜡液渗透到纤维或颗粒之间,最后,通过热压、压制或粘合等工艺,将纤维或颗粒固定在一起,形成坚固的纤维板材,进而可提高纤维板材的防潮性能,减少吸湿膨胀和变形的风险,增加板材的密度和强度,提高板材的质量和使用寿命,改善板材的外观质量,使其具有更好的光滑度和触感。
3、在对板材加工时,需要首先使用削片机将木材切削为小块状,常用的削片机为鼓式削片机,鼓式削片机是一种用于木材加工的设备,主要用于将木材切削成薄片或薄板,它由一个旋转的鼓形滚筒和刀具组成。木材通过鼓形滚筒的旋转运动,与刀具接触并被切削成薄片。
4、鼓式削片机在使用过程中,常常需要对刀具的角度和长度调节,通过调整刀片的角度,可以控制切削力的大小和方向,合适的刀片角度可以减小切削力,降低工件变形和刀具磨损的风险,刀片角度的调整也可以影响切削速度,合适的刀片角度可以提高切削速度,加快加工效率,调节刀片长度的目的是为了适应不同的木材厚度和加工要求,如果刀片长度过长,切削深度就会增加,可能会导致木材被过度削减,甚至出现破损,而如果刀片长度过短,切削深度就会减小,可能无法满足所需的削片效果。
5、现有技术中鼓式削片机内部刀辊上的刀具通过多个螺栓进行固定,这种固定方式在一定程度上确实存在一些不便之处,具体包括以下几点:
6、调节角度麻烦:由于刀具固定在刀辊上的位置相对固定,要调节刀具的切削角度需要调整螺栓的位置,这需要操作人员花费较多时间和精力进行调整,且调整过程中可能需要多次试验和调整,增加了操作的复杂性和时间成本。
7、调节长度困难:刀具的长度也是通过调整螺栓位置来实现的,因此要调节刀具的长度也需要进行螺栓的拆卸和重新安装,这个过程较为繁琐,容易出现误差,并且需要较高的操作技巧和经验。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述和/或现有的用于板材施蜡的加工工艺及其加工系统中存在的问题,提出了本发明。
3、因此,本发明所要解决的问题在于刀具调整困难的问题。
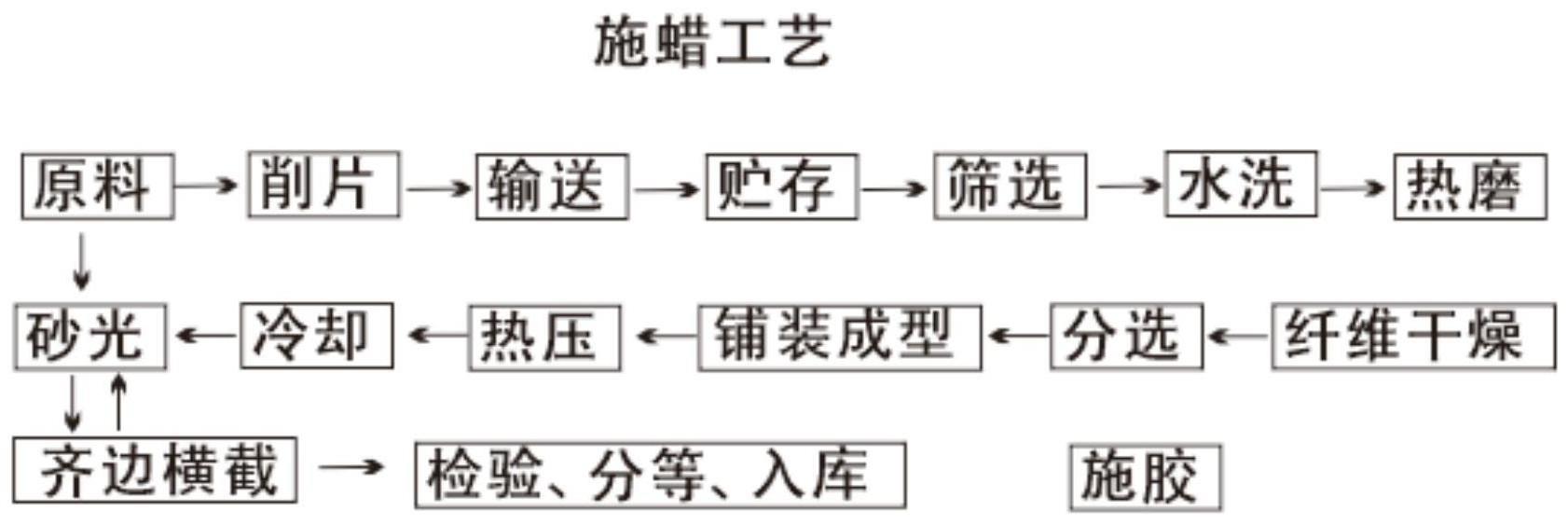
4、为解决上述技术问题,本发明提供如下技术方案:一种用于板材施蜡的加工工艺及其加工系统,其包括,s1:木质原料先由装载机送入削片机进行加工处理,处理后的木片之后由皮带运输机送入筛选机筛选,筛选合格木片由皮带运输机送入水洗系统,经水洗除去泥沙后送入热磨机前预热料仓;
5、s2:预热后的木片经变径螺旋挤压后形成木塞送入立式蒸煮器进行蒸煮软化处理,软化后的木片经拨料器及螺旋运输机将木片送入热磨机的磨室体内进行纤维分离,磨出的纤维由纤维喷放管送入干燥机中进行干燥;
6、s3:石蜡经过加热熔化后,通过计量泵,按照一定的工艺配比直接喷入热磨机的磨室体中,随着纤维的分解,石蜡能均匀地附着于纤维表面,同时又能有效地润滑磨盘,胶料与固化剂等混合调制好后,用计量泵送至热磨机喷放管中,使之与纤维均匀混合,并一同进入干燥机中干燥;
7、s4:干燥后的纤维通过输送带的匀速向前移动,将料送至出料口,由抛料辊强制抛料,并形成一定厚度的板坯,板坯经定厚处理后由成型带送往预压机预压,预压后的板坯经板坯齐边锯齐边,再经金属探测仪检测后,向连续平压热压机进板;
8、s5:通过压机不同区段的连续热压,板坯被压成工艺要求的密度,连续的毛板从热压机出来后,被横截裁成一定规格的板子,然后通过测厚和称重系统,对板子进行检测,合格的板子进入翻板冷却机冷却,冷却出板堆垛后,由自动堆垛系统送入中间仓库贮存。
9、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:主体组件,包括机体、刀辊、刀座、固定框以及刀具,所述刀辊位于所述机体内,所述刀座设置于所述刀辊上,所述固定框位于所述刀座内,所述刀具设置于所述固定框内;
10、安装组件,设置于所述刀座上,包括定位件、锁止件、连接件、锁定件以及推动件,所述定位件位于所述刀座内,所述锁止件设置于所述定位件内,所述连接件位于所述刀具一侧,所述锁定件设置于所述连接件内,所述推动件位于所述刀座内。
11、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述定位件包括定位块、固定杆以及第一弹簧,所述定位块位于所述刀座内,所述固定杆一端与所述刀座内壁固定,所述第一弹簧两端分别与所述刀座内壁和所述定位块固定。
12、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述锁止件包括卡块、定位板、定位杆、定位柱、第二弹簧以及第三弹簧,所述固定杆内开设有第一腔室,所述卡块位于所述第一腔室内,所述定位块内开设有卡槽,所述卡块与所述卡槽卡合,所述定位板位于所述第一腔室内,所述定位杆固定于所述定位板一侧,所述定位柱固定于所述第一腔室内,所述第二弹簧两端分别与所述卡块和所述定位板固定,所述第三弹簧两端分别与所述定位板和所述第一腔室内壁固定。
13、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述锁止件还包括推块和连接杆,所述推块位于所述第一腔室内,所述连接杆一端与所述推块固定。
14、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述连接件包括连接板、支撑杆、连接套、固定板以及连接轴,所述连接板固定于所述连接杆一侧,所述支撑杆固定于所述连接板一侧,所述连接套位于所述支撑杆外侧,所述固定板固定于所述刀具一侧,所述连接轴固定于所述固定板内,所述连接套内开设有导向槽,所述连接轴滑动于所述导向槽内。
15、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述锁定件包括锁块、支撑板以及第四弹簧,所述支撑杆内开设有第二腔室,所述锁块位于所述第二腔室内,所述连接套内开设有锁槽,所述锁块与所述锁槽卡合,所述支撑板固定于所述锁块一侧,所述第四弹簧两端分别与两个所述锁块固定。
16、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述锁定件还包括推杆、活动杆以及第五弹簧,所述推杆位于所述锁块一侧,所述锁块上开设有与所述推杆相对应的滑槽,所述活动杆固定于所述推杆一侧,所述第五弹簧两端分别与所述推杆和所述第二腔室内壁固定。
17、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述推动件包括挤压块、连接柱、受力板、第六弹簧、移动杆、受力杆、凸块、挤压杆以及移动块,所述定位块内开设有活动槽,所述挤压块位于所述活动槽内,所述连接柱固定于所述挤压块一侧,所述受力板固定于所述连接柱一端,所述第六弹簧两端分别与所述受力板和所述定位块固定,所述移动杆位于所述刀座内,所述受力杆固定于所述受力板一侧,所述凸块固定于所述移动杆一侧,所述挤压杆固定于所述移动杆另一侧,所述移动块固定于所述活动杆一侧,所述移动块上开设有与所述挤压杆相对应的受力槽。
18、作为本发明所述用于板材施蜡的加工工艺及其加工系统的一种优选方案,其中:所述推动件还包括拉板、定位套、定位轴以及第七弹簧,所述拉板固定于所述移动杆一侧,所述定位套固定于所述刀座内顶壁,所述定位轴位于所述定位套内,所述第七弹簧两端分别与所述定位套和所述定位轴固定,所述拉板上开设有定位孔,所述定位轴与所述定位孔卡合。
19、本发明有益效果为:通过主体组件对木材进行切削,通过安装组件的设置,用于对刀具进行安装固定,且当需要对刀具的角度和长度进行调节时,无需对刀具进行拆卸便可完成对刀具的角度和长度进行调节。
- 还没有人留言评论。精彩留言会获得点赞!