一种家具防变形的定型装置及定型方法与流程
本发明涉及家具定型,具体为一种家具防变形的定型装置及定型方法。
背景技术:
1、木质家具由于其独特的自然与原始之美长期受到人们的青睐,随着科技的发展和经济水平的提升,现代和健康生活成为人们追求的主流,而木质家具天然、环保又无化学污染成为健康时尚的选择,符合现代都市人崇尚大自然的心理需求。
2、在木质家具的生产加工过程中,对板材加工定型是关键且必不可少的一环,直接关系到家具的美观和使用寿命,家具木材定型多使用蒸汽干燥,但常见的蒸汽加热将蒸汽直接冲入整个定型室,既难以保证板材受热均匀又造成不必要的热量浪费,且板材的长短厚薄不同,会导致板材在受压定型时发生偏移,从而使弯曲定型时产生误差,使得最终成品由于应力不均导致变型,且进行多挠度弯曲时,需要更换不同规格的模具或加压辊,额外增加了定型工作量,定型后需要向加热后的定型室内通入冷空气以提高板材的降温速率,需要消耗大量的能源。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种家具防变形的定型装置及定型方法,以解决上述背景技术中提出的问题。
3、(二)技术方案
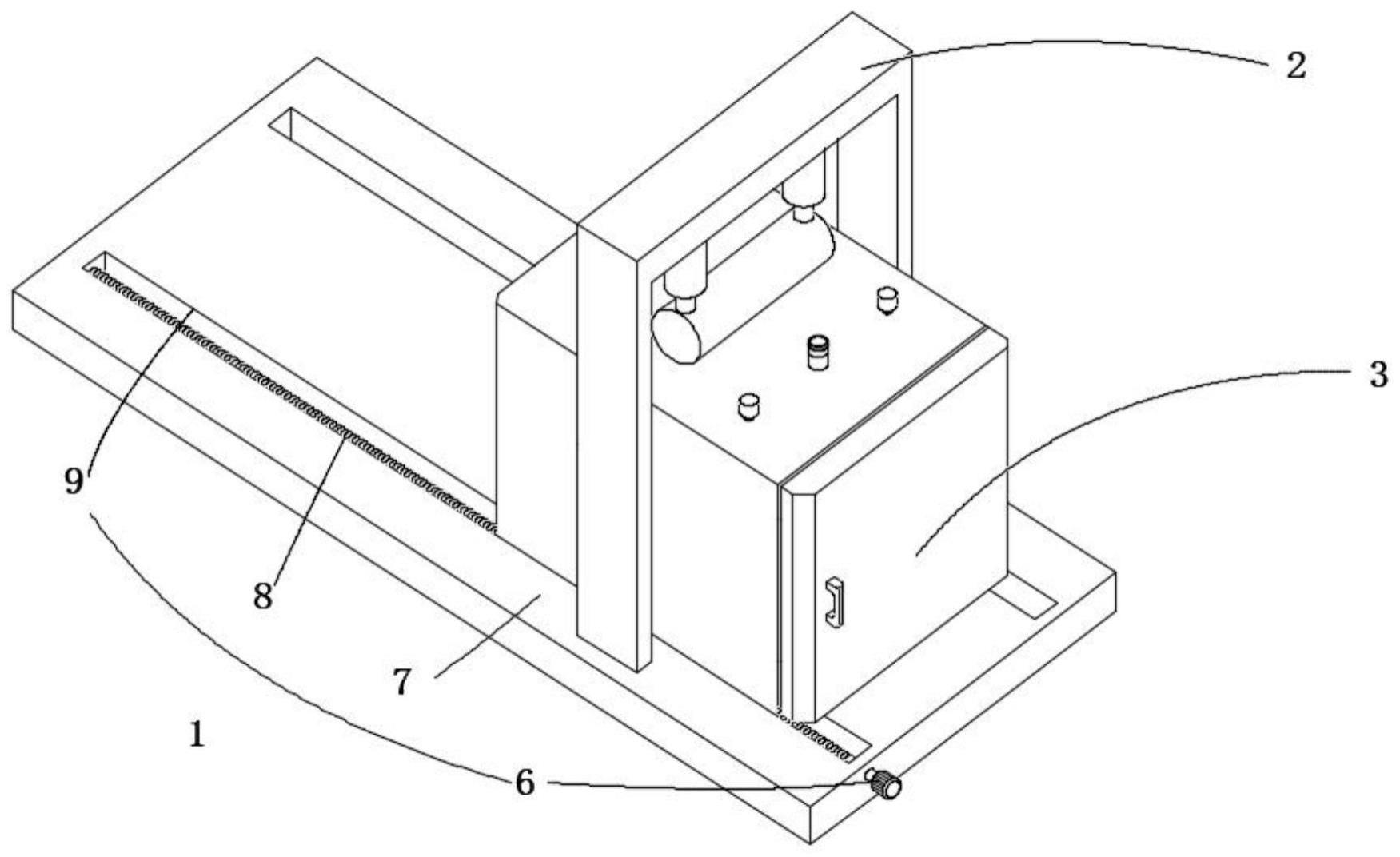
4、为实现以上目的,本发明通过以下技术方案予以实现:一种家具防变形的定型装置,包括底座、加压机构、加热机构、定型机构和输气机构,所述加压机构固定连接在底座上端面,所述加热机构位于加压机构下部且滑动连接在底座上端面,所述定型机构设置在加热机构腔内,所述输气机构设置在加热机构顶部,所述底座包括底板,所述底板上端面间隔开设有两组滑槽,所述底板侧壁安装有电机,所述电机输出端伸入一组所述滑槽内且固定连接有丝杠,所述丝杠转动连接在所述滑槽腔内,
5、所述加压机构包括支撑架,所述支撑架下端面固定连接在所述底板上端面,所述支撑架内顶部间隔固定连接有两组气压缸,所述气压缸输出端固定连接有加压辊,
6、所述加热机构包括炉体,所述炉体下端面对称固定连接有两组滑块,两组所述滑块分别滑动连接在所述滑槽内部,其中一组所述滑块被所述丝杠贯穿,且转动连接在丝杠外壁,所述炉体上端面开设有主安装孔和两组副安装孔,所述主安装孔侧壁对称开设有两组安装孔道,所述炉体内腔顶部开设有进气腔,所述进气腔侧壁固定连接有出气孔板,所述炉体内腔侧壁间隔开设有若干组进气腔,若干组所述进气腔内壁均固定连接有出气孔板,所述炉体开口处铰接连接有炉门,
7、所述定型机构包括限位组件和定位模块,所述定位模块滑动连接在所述限位组件上端面,所述定位模块包括两组定位块,两组所述定位块相邻一侧均开设有定位凹槽,所述定位块前端面间隔开设有若干组置料槽,所述置料槽槽内顶部安装有稳定组件,所述稳定组件包括安装箱,所述安装箱内固定连接有固定轴,所述固定轴外壁转动连接有辊轮,所述安装箱顶部固定连接有若干组第二弹性组件,所述限位组件包括电推杆和安装板,所述安装板上端面开设有限位槽,所述限位组件上端面两端均滑动连接有限位块,所述电推杆输出端贯穿限位槽侧壁与限位块固定连接,
8、所述输气机构包括十字通管,所述十字通管一端贯穿主安装孔伸出炉体顶部,所述十字通管背离主安装孔一端伸入进气腔内腔,所述十字通管水平两端均固定连接有l型气管,所述l型气管安装在所述安装孔道内,所述炉体顶部间隔安装有两组液压杆,所述液压杆输出端依次贯穿副安装孔和l型气管上端面伸入l型气管竖直段内部且固定连接有活塞,所述l型气管竖直段底部开设有泄压孔,所述液压杆输出端外壁间隔固定连接有两组密封块,两组所述l型气管竖直段相邻一侧外壁间隔开设有若干组输气管,若干组所述输气管背离l型气管一端均伸入炉体侧壁的进气腔内腔。
9、作为进一步优选,所述滑槽宽度小于所述炉体侧壁厚度,且两组所述滑槽间距大小与所述炉体宽度适配。
10、作为进一步优选,所述加压辊与所述限位组件的横向中轴线处于同一竖直平面,且所述加压辊位于所述限位组件的上方。
11、作为进一步优选,两组所述限位块相邻一侧固定连接有若干组第一弹性组件,所述第一弹性组件背离限位块一端固定连接在所述定位块竖直一侧。
12、作为进一步优选,所述限位槽宽度与所述定位块宽度相适配。
13、作为进一步优选,所述限位块外侧开设有矩形卡口,所述矩形卡口两侧分别与安装板上端面和限位槽侧壁贴合。
14、作为进一步优选,所述置料槽槽内顶部开设有容纳槽,所述安装箱滑动连接在所述容纳槽内,所述第二弹性组件背离安装箱一端固定连接在所述容纳槽内顶部,所述固定轴两端贯穿容纳槽侧壁,所述定位块前后端面均开设有若干组滑动槽,所述固定轴两端分别滑动连接在同一高度的两组所述滑动槽内。
15、作为进一步优选,两组所述密封块之间的间隔与相邻两组所述输气管间隔相等。
16、作为进一步优选,两组所述密封块之间的间隔与相邻两组所述输气管间隔相等。
17、本发明还提供一种家具防变形的定型方法,对家具板状材料定型时,根据板材的长度选择位置合适的置料槽,将板材一端插入一侧置料槽,持续向前推动直至另一端也插入对面置料槽内,材料移动时推动辊轮转动,且辊轮通过固定轴推动安装箱压缩第二弹性组件在置料槽槽内顶部的容纳槽内移动,第二弹性组件变形后产生的反作用力通过固定轴传递至辊轮,使得辊轮在转动的过程中始终与板材上端面接触,尽量将板材的中间线位于定位凹槽底部边缘正上方,根据要求的弯曲度,通过电推杆调整两组限位块的距离,打开炉门,开启电机将炉体移动至定型机构外部,启动液压杆,根据板材所处高度推动活塞至对应输气管进气口下端,关闭炉门,从十字通管顶部外接管道输送高温蒸汽,高温蒸汽被十字通管分为三路,一路从顶部直接出送至板材上端面,其余两路经l型气管传输至相应高度的输气管吹出,送至炉体侧壁的进气腔再经过出气孔板从两侧吹至板材底部,使整个板材均匀受热,加热结束后,关闭热蒸汽,打开炉门,通过电机反方向转动,使得炉体向背离定型机构的方向移动,将定型机构完全暴露在空气里,同时气压缸驱动加压辊向下移动,当加压辊推动板材向下弯曲时,板材两端受到辊轮的压力缓慢从置料槽移出,同时板材自身受到加压辊的压力产生的反作用力,同时推动两组定位块相背移动,定位块移动时推动第一弹性组件形变,直至两组定位块外壁均与限位块内侧接触,同时加压辊持续推动板材直至板材外壁与两组定位凹槽贴合,受压定型后,气压缸驱动加压辊抬起,置料槽的存在使得定位凹槽与定位块外侧相通,利用空气对板材两侧进行降温。
18、(三)有益效果
19、本发明提供了一种家具防变形的定型装置及定型方法,具备以下有益效果:
20、1、装置通过设置输气机构,从十字通管顶部外接管道输送高温蒸汽,高温蒸汽被十字通管分为三路,一路从顶部通过出气孔板直接输送至板材上端面,其余两路经l型气管传输至相应高度的输气管输送炉体侧壁的进气腔内,再经过出气孔板从两侧吹至板材下端面,从三个方向对整个板材进行加热,是板材受热更均匀,且通过液压杆推动活塞选择合适高度的输气管,减少加热源与板材之间的距离,提高高温蒸汽的利用率。
21、2、通过设置定型机构,定型前先根据板材的长度选择高度合适的一组置料槽,将板材一端插入其中一组置料槽内,并持续向前推动直至另一端也插入另一组置料槽内,材料移动时推动辊轮转动,且辊轮通过固定轴推动安装箱压缩第二弹性组件在置料槽槽内顶部的容纳槽内移动,第二弹性组件变形后产生的反作用力通过固定轴推动辊轮,使得辊轮在转动的过程中始终与板材上端面接触,从而对板材两端进行固定,将板材的中间线位于定位凹槽底部边缘正上方,根据需要的挠度弯曲度,通过电推杆推动调整两组限位块之间的距离,可对不同厚度不同长度的板材进行不同挠度弯曲的定型,增加产品的适用性。
22、3、通过设置底座和加热机构,通过电机驱动丝杠转动,使得滑块沿滑槽滑动,从而控制加热机构在底座表面的位置,可在加热后将加热机构移开利用空气对定型机构表面的板材降温,也可将前期加热后的加热机构移至定型机构外部,提高定型机构的加热速率的同时降低二次加热是高温蒸汽的损耗,降低了能源消耗。
- 还没有人留言评论。精彩留言会获得点赞!