一种木质复合人造板的生产设备及工艺的制作方法
本发明涉及板材制造,其具体涉及一种木质复合人造板的生产设备及工艺。
背景技术:
1、传统木质板料主要为纤维板以及拼接板两种大类,承担不同的功能以及作用,纤维板由木质粉末压而成,相对光滑且平整,适合家具类使用,拼接板由多层材料胶合凭借而成,强度较高,成本低廉,适合运输、模具等领域使用;
2、相对的,上述板材同样具有独立的缺点:纤维板强度较低,易变形,压制板材料要求较高,相对于部分单次使用的场景,成本较高。
技术实现思路
1、为了解决现有技术存在的上述问题,本发明目的在于提供一种成本低廉、强度较高、不易变形的木质复合人造板的生产设备及工艺。
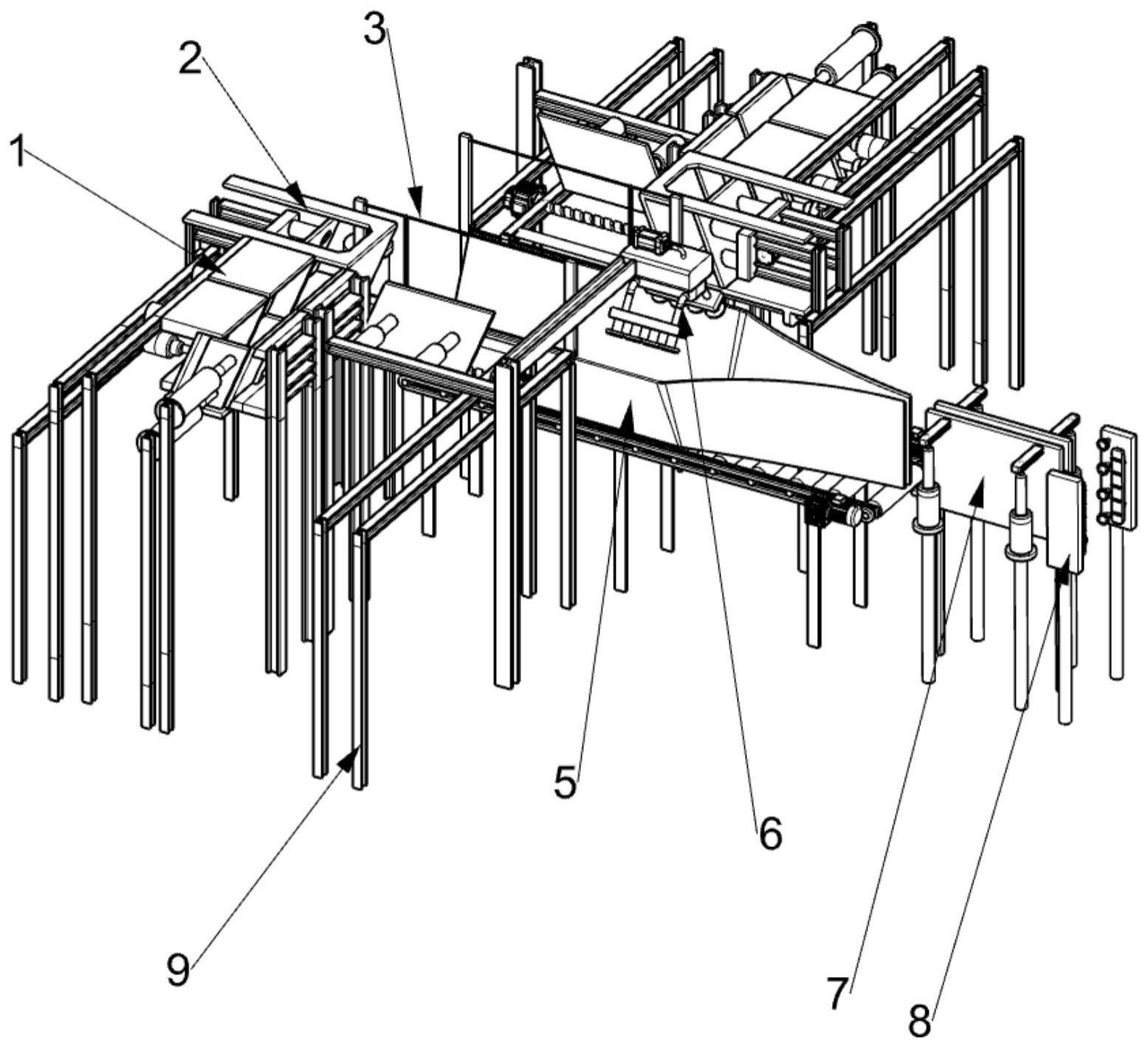
2、本发明所采用的技术方案为:一种木质复合人造板的生产设备,包括支撑框架,所述支撑框架用以承载设备结构,避免设备拼合期间扭曲形变;
3、压合机构,所述压合机构包括多组挤压段以及推料段,挤压断以及推料断并合产生的压合产物为平行四边形立方体;
4、拼接机构,所述拼接机构包括移动料段、涂胶段以及线锯,用以拼合、移动、分割所述压合机构产物;
5、运输合并线,所述运输合并线包括运输段以及卷纱桶,所述运输合并线位于所述拼接机构设有的移动料段下方,用以运输分割板材,所述运输合并线设有的运输段上方设有喷胶机;
6、压固机构,所述压固机构包括紧固段以及涂料机构,所述压固机构用以紧固所述运输合并线拼合分割板材。
7、在一些实施例中,所述挤压段包括受压承料板,所述受压承料板下方设有底部压板,所述底部压板设于所述支撑框架上方,所述底部压板上还设有斜压板,所述斜压板上方设有顶端压板,所述斜压板远离受压承料板的一侧设有压缩气缸,所述压缩气缸固定连接于所述支撑框架,所述斜压板侧边设有末端挡板,所述多组挤压段依次拼合,连续设置。
8、在一些实施例中,所述推料段包括推料气缸,所述推料气缸固定连接于所述支撑框架,所述推料气缸上还设有推料压板,所述推料压板与所述末端挡板相对设置,所述推料压板与斜压板、顶端压板、末端挡板、受压承料板、底部压板可拼合为平行四边形立方体外壁。
9、在一些实施例中,所述底部移动板拼接底部压板设于所底部压板远离所述推料气缸的一侧,所述底部移动板上方设有收集扣板,所述收集扣板与底部移动板之间设有挤压扣板,所述挤压扣板远离收集扣板的侧面设有若干喷胶管,所述喷胶管连接有胶箱,所述胶箱设于所述支撑框架上,所述胶箱上设有喷胶气缸,用以通过喷胶管进行喷胶。
10、在一些实施例中,所述移动料段包括螺纹丝杆,所述螺纹丝杆旋转连接于所述支撑框架,所述螺纹丝杆的一端设有电机,所述电机固定连接于所述支撑框架,所述螺纹丝杆中部旋转连接于所述底部移动板,所述底部移动板底部设有滑动连接于底部移动板的滑杆,所述滑杆两端固定连接于所述支撑框架,所述移动料段的一侧设有步进件,所述步进件活动行程于移动料段工作行程垂直,所述移动料段远离步进件的一侧设有线锯,用以分割拼合产物。
11、在一些实施例中,所述移动料段及其所搭接结构沿所述移动料段远离压合机构的一侧沿轴对称设置有两组,两组所述移动料段之间设有间隔。
12、在一些实施例中,所述运输段包括运输滚轮线,所述运输滚轮线位于两组所述移动料段下方,所述运输滚轮线下方设有若干运输线支撑柱,所述运输滚轮线运行方向两侧设有斜板承载板,所述斜板承载板的一端设有承载板拼合斜板,两组斜板承载板上的所述承载板拼合斜板末端靠拢且不贴合,两组所述斜板承载板远离承载板拼合斜板的一端设有卷纱桶,所述卷纱桶包括纱布承载桶,所述纱布承载桶上缠绕有纤维纱布,所述纱布承载桶下方设有承载桶支撑架。
13、在一些实施例中,所述喷胶机包括胶料箱,所述胶料箱设于所述支撑框架上,所述胶料箱上设有若干喷胶连接块,所述喷胶连接块上设有若干喷胶喷头,所述喷胶喷头喷口朝向与所述斜板承载板内侧平面垂直,所述胶料箱上设有若干喷胶气泵,用以辅助喷胶喷头喷出胶料箱内胶料。
14、在一些实施例中,所述紧固段包括拼合板支撑架,所述拼合板支撑架两侧均设有两组固定块,两组所述固定块之间设有压合板,所述压合板的一端旋转连接有固定块,所述压合板垂直设置,两组所述压合板远离固定块的一端设有若干滑动连接块,所述滑动连接块上设有钉字杆槽,所述钉字杆槽内设有丁字连接杆,所述丁字连接杆滑动连接于钉字杆槽,所述丁字连接杆上还连接有压合气缸,所述压合气缸固定连接于所述支撑框架。
15、一种木质复合人造板的生产工艺,具体实施方法如下所示:
16、s1.通过压合机构将木质料压合至平行四边形立方体固体;
17、s2.移动上述固定至涂胶段进行涂胶,后通过移动料段移动上述固体相同厚度;
18、s3.重复s1-s2多次直至到达板材指定厚度后,自然风干;
19、s4.启动线锯以及步进件,将上述固体多次推出底部移动板后用线锯切割成板状,落入运输滚轮线上的斜板承载板内侧;
20、s5.启动运输滚轮线,后启动喷胶机,将胶料喷撒至板材表面,后将卷纱桶的纤维纱平铺至板材含胶表面;
21、s6.通过承载板拼合斜板将两边斜板承载板上板材并合,后由运输滚轮线送入压固机构进行压固,后通过涂料机构进行表面涂料覆盖后风干;
22、s7.将板材料切割至所用形状,完成复合人造板生产。
23、本发明的有益效果为:作为一种成本低廉、强度较高、不易变形的木质复合人造板的生产设备及工艺,具体操作步骤如下所示:
24、操作人员将木质粉料添加部分粘合剂后放入受压承料板于推料压板、底部压板、斜压板、顶端压板以及末端挡板形成的空腔内,启动压缩气缸,压缩气缸带动顶端压板、末端挡板、斜压板沿受压承料板方向靠拢挤压,形成木质平行四边形立方体,下述立方体,压缩气缸归位,启动推料气缸,推料气缸上的推料压板带动立方体移动至第二组挤压段,依次重复上述步骤,直至硬度达标后,由推料气缸推动至底部移动板上方,启动喷胶气缸,由喷胶管,将胶料均匀涂抹至立法体所对的喷胶管平面上,后启动电机.电机带动螺纹丝杆旋转,带动底部移动板移动至一个立方体的厚度后,继续启动推料气缸,将下个立方体推送至涂有胶料的立方体,对其后重复多次涂胶、对齐步骤,形成一块厚度较大的立方体后,自然风干;
25、启动步进气缸将大块立方体推所需人造板厚度的一半后,启动线锯切割下,落入斜板承载板上,对称设置的线锯同样切割出一块拼接缝隙相反、轴对称的的平行四边形板后,同样落入对称的斜板承载板上,之后启动运输滚轮线,将两轴对称设置的平行四边形板落入喷胶机下方后,启动喷胶气泵,将胶料箱内的环保胶喷至平行四边形板平面内,后将纱布承载桶上的纤维纱布平铺至附着环保胶的平面上后,由运输滚轮线带动平行四边形板沿承载板拼合斜板的导向作用拼合成为一组拼接后的复合板,两组平行四边形板的若干接缝呈现x型拼接,直至流入拼合板支撑架上方后,启动压合气缸,压合气缸推动丁字连接杆于滑动连接块内的丁字杆槽滑动,将压合板沿固定块连接方向旋转,直至两组压合板垂直后,对拼合板支撑架上的复合板进行挤压,之后由下一块复合板推出拼合板支撑架平面期间内,由涂料机构进行喷涂美化,主要采用喷涂光固胶,之后由紫光固化灯进行固化,完成后切割纤维纱,将板材切割成合适形状即可使用。
26、该设备操作简单,通过对低价木质粉料压固后,多组材料拼接成立方体进行切割,同时将两轴对称的板料涂抹胶料后添加纤维纱布提高连接韧性,之后涂抹光固胶提高强度,形成一种成本低廉、强度较高、不易变形的木质复合人造板,具有较好的经济价值以及实用性,有益于设备的推广以及使用。
- 还没有人留言评论。精彩留言会获得点赞!