一种门板用轻质刨花板及其连续平压生产方法与流程
本发明涉及轻质刨花板领域,尤其是涉及一种门板用轻质刨花板及其连续平压生产方法。
背景技术:
1、刨花板,也称颗粒板,是一种由各种速生木材的枝芽、小径木、木屑等切削成一定规格的碎片,经过干燥、施胶等处理后,在一定的温度条件下热压压制成型的人造板材。
2、刨花板的优势主要体现在以下几个方面:1)成本低廉:由于刨花板主要使用木材的剩余物或加工剩余物作为原料,因此其原料成本相对较低,进而使其在市场上的价格具有竞争力,广泛应用于家居装饰装修、家具制造等领域。2)适用性强:刨花板可以根据需要加工成大幅面的板材,能够有效满足家居装饰装修中对不同规格、不同样式的板材需求;3)加工性能好:刨花板具有较好的加工性能,可以根据需要进行切割、钻孔、拼装等现场处理,灵活性高,能够有效满足家居装饰装修过程中不同场景条件下的个性化需求。4)美观实用:刨花板的表面经过光滑处理,表面平整度高,可以表现出自然木材的质感纹理;同时,刨花板还可根据不同需求进行饰面、喷漆等处理,进一步增强其装饰性和装修实用性。
3、随着时代的发展,消费者思想的进步,在家居装饰装修过程中定制家具的尺寸可以灵活掌握,全屋定制风格多样化,产品结构功能个性化,能够使用存储空间获得最大化利用。近年来,越来越多的消费者在家居装饰装修中选择了全屋定制;在目前的定制家居装饰装修中,衣柜的通顶门因其没有上下分段的柜门,整体看起来更为简洁,线条干净、利落,整体性更好;极高的颜值让衣柜通顶门迅速流行起来,成为当下最热门的装修风格。其最大优点就是颜值高,然而刨花板板材的规格越大,对刨花板板材的稳定性要求就越高。事实上,衣柜柜门过高,变形几乎是大概率事件;即使选用好的板材和拉直器,也仅仅是稍稍延缓了衣柜通顶门的变形时间。因此,家居装饰装修中的衣柜柜门出现变形是一种普遍现象,尤其是对于定制衣柜来说,柜门变形会直接影响柜门的使用寿命及使用感受,还会严重影响衣柜的外观。
4、进一步的,现有的刨花板还存在有密度较高、密度不均匀、易于吸湿的问题,其会进一步加剧大尺寸刨花板的变形问题;同时,针对于门板用刨花板,其整体物理性能也有待进一步提高。
技术实现思路
1、为解决现有技术中存在的技术问题,本发明提供一种门板用轻质刨花板及其连续平压生产方法,能够在降低刨花板密度,提高刨花板密度均匀性,克服现有刨花板易于吸湿问题的同时,有效避免门板用轻质刨花板在使用过程中的变形,并进一步提高刨花板的整体物理性能。
2、为解决以上技术问题,本发明采取的技术方案如下:
3、一种门板用轻质刨花板的连续平压生产方法,由以下步骤组成:刨花、表层刨花处理、芯层刨花处理、干燥、施胶、定向铺装、连续平压、后处理;
4、所述刨花的方法为,采用泡桐木为原料,制成表层刨花和芯层刨花;
5、所述表层刨花处理的方法为,采用表层刨花处理液对表层刨花进行处理,获得改性表层刨花;所述表层刨花处理液为分散有硅烷偶联剂kh-550、吐温-80、羧甲基壳聚糖的去离子水溶液;
6、所述芯层刨花处理的方法为,采用芯层刨花处理液对表层刨花进行处理,获得改性芯层刨花;所述芯层刨花处理液为分散有硅烷偶联剂kh-550、吐温-80、牛至油的乙醇溶液;
7、所述连续平压的方法为,定向铺装获得的定向铺装坯经预压后,经连续热压定型,制得板坯;
8、所述后处理的方法为,采用桐油对板坯进行浸泡处理,制得门板用轻质刨花板。
9、优选的,所述刨花中,表层刨花的尺寸为,长1-10mm,宽2-3mm,厚0.3-0.4mm;
10、芯层刨花的尺寸为,长50-90mm,宽20-50mm,厚0.3-0.7mm。
11、优选的,采用桐油对板坯进行浸泡处理的时间为30-180s;更优选为100-180s。
12、进一步的,所述表层刨花处理的方法为,将表层刨花投入至密闭的密封处理舱内,升温至40-45℃,保温;采用表层刨花处理液对表层刨花进行喷淋,表层刨花处理液喷淋完成后,升温至102-105℃,保温;自然冷却至40-45℃,静置,自然冷却至室温,获得改性表层刨花;
13、所述表层刨花与表层刨花处理液的重量比为1:2-2.3。
14、优选的,所述表层刨花处理中,升温至102-105℃的升温速度为0.8-0.9℃/min;102-105℃保温时间为60-90min;自然冷却至40-45℃后的静置时间为5-6h。
15、进一步的,所述芯层刨花处理的方法为,将芯层刨花投入至密闭的密封处理舱内,升温至40-45℃,保温;采用芯层刨花处理液对芯层刨花进行喷淋,芯层刨花处理液喷淋完成后,升温至92-95℃,保温;自然冷却至40-45℃,静置,自然冷却至室温,获得改性芯层刨花;
16、所述芯层刨花与芯层刨花处理液的重量比为1:1.8-2.1。
17、优选的,所述芯层刨花处理中,升温至92-95℃的升温速度为0.6-0.7℃/min;92-95℃保温时间为90-120min;自然冷却至40-45℃后的静置时间为6-7h。
18、优选的,所述表层刨花处理液中,硅烷偶联剂kh-550、吐温-80、羧甲基壳聚糖、去离子水的重量比为7-7.5:1-1.2:1.5-1.6:100-105;
19、所述芯层刨花处理液中,硅烷偶联剂kh-550、吐温-80、牛至油、乙醇溶液的重量比为8-8.5:1-1.2:5-6:100-105;所述乙醇溶液的体积浓度为80-85%。
20、进一步的,所述干燥的方法为,分别将改性表层刨花和改性芯层刨花干燥至含水率为2-4wt%,获得干燥的改性表层刨花、干燥的改性芯层刨花;
21、所述施胶的方法为,控制施胶量为8-8.5wt%,采用复合施胶剂分别对干燥的改性表层刨花、干燥的改性芯层刨花进行喷雾施胶;
22、所述复合施胶剂为mdi胶黏剂与改性芳纶纤维的混合物。
23、进一步的,所述改性芳纶纤维的制备方法为,将芳纶纤维完全浸渍至浓度为0.7-0.8mol/l高锰酸钾溶液中,控制温度至30-35℃,超声处理后,分离出芳纶纤维,采用去离子水洗涤芳纶纤维至中性,干燥,制得改性芳纶纤维。
24、优选的,所述超声处理的频率为30-32khz,功率为350-400w,超声处理时间为40-60min;
25、所述复合施胶剂中,mdi胶黏剂与改性芳纶纤维的重量比为50-55:7-8。
26、优选的,所述芳纶纤维的直径为8-12μm、长度为3-4mm。
27、进一步的,所述定向铺装的方法为,对施胶后的改性表层刨花、改性芯层刨花进行定向铺装,获得定向铺装坯;并控制表层铺装厚度与芯层铺装厚度的比例为2-4:6-8;
28、所述连续平压中,控制热压定型温度为150℃-250℃,压机车速为250-950mm/s。
29、优选的,热压温度为190℃-250℃,压机车速为700-950mm/s。
30、一种门板用轻质刨花板,采用前述的制备方法制得;所述门板用轻质刨花板的密度为0.3-0.4g/cm3。
31、与现有技术相比,本发明的有益效果为:
32、(1)本发明的门板用轻质刨花板的连续平压生产方法,采用泡桐木为原料木材制备获得表层刨花、芯层刨花后,分别采用表层刨花处理液对表层刨花进行处理,采用芯层刨花处理液对芯层刨花进行处理,在对表层刨花及芯层刨花进行表面氨基改性的同时,提高刨花与后续施胶过程中添加的改性芳纶纤维的相容性、结合性,并通过表芯层内不同的抗菌增效成分协同配合提高抗菌性及刨花层间结合性能,有效提高轻质刨花板整体稳定性;同时,在施胶过程中配合采用高锰酸钾改性芳纶纤维,改性芳纶纤维能够在热压过程中与改性表层刨花、改性芯层刨花有效反应键合,在提高界面结合强度的同时,进一步提高轻质刨花板各层之间的结合性能,进一步改善刨花板的整体物理性能及整体稳定性;最后通过桐油浸渍处理,进一步改善轻质刨花板整体性能,制得门板用轻质刨花板;能够在降低刨花板密度,提高刨花板密度均匀性,克服现有刨花板易于吸湿问题的同时,有效避免门板用轻质刨花板在使用过程中的变形,并进一步提高刨花板的整体物理性能。
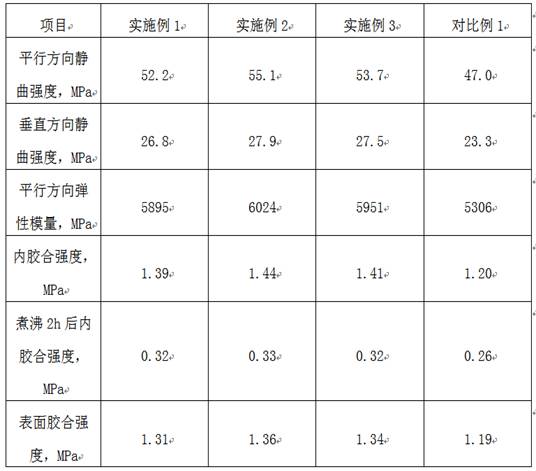
33、(2)本发明的门板用轻质刨花板的密度为0.3-0.4g/cm3,密度均匀,平行方向静曲强度为52.2-55.1mpa,垂直方向静曲强度为26.8-27.9mpa,平行方向弹性模量为5895-6024mpa,内胶合强度为1.39-1.44mpa,煮沸2h后的内胶合强度为0.32-0.33mpa,表面胶合强度为1.31-1.36mpa,能够在降低刨花板密度,提高刨花板密度均匀性的同时,提高刨花板的整体物理性能。
34、(3)本发明的门板用轻质刨花板在温度为55℃,相对湿度为95%环境中,静置168h后,经70℃热风干燥,其长度变化百分率仅为0.004%;在20℃的去离子水,静置浸渍48h后,吸水厚度膨胀率仅为2.3%,有效克服现有刨花板易于吸湿问题,能够有效避免门板用轻质刨花板在使用过程中的变形,特别是解决其作为衣柜高门板时的变形问题,能够有效适用于装饰装修类门板,特别是作为大尺寸衣柜通顶门的门板。
35、(4)本发明的门板用轻质刨花板对大肠杆菌的抑菌性可达99.93%,对金黄色葡萄球菌的抑菌性可达99.89%,防霉等级为0级,抗菌性能好。
36、(5)本发明的门板用轻质刨花板的连续平压生产方法,工艺流程简洁,易于操控,安全性高,能够满足工业化生产的要求。
- 还没有人留言评论。精彩留言会获得点赞!