旋切控制方法、装置、设备及计算机可读存储介质与流程
本技术属于旋切机,尤其涉及一种旋切控制方法、装置、设备及计算机可读存储介质。
背景技术:
1、随着科技的持续进步和木材加工行业的快速发展,旋切机作为一种重要的板材加工设备,在板材切割过程中发挥着不可或缺的作用。
2、目前,旋切机大多配备了用于固定待切割板材的双驱动辊和单驱动辊和用于对待切割板材进行旋切的切刀,双驱动辊和单驱动辊转动并利用驱动辊与待切割板材之间的摩擦力驱动板材转动,以配合切刀完成切割任务。但由于双驱动辊通常无法进行线性运动,且单驱动辊与切刀通常被安装在同一个工作台上,并由同一个电机驱动其以相同的进给速度进行线性运动,所以在单驱动辊轴所需要的固定住待切割板材的进给速度与切预设厚度的切刀所需的进给速度不相等时,单驱动辊与切刀受限于硬件结构不得不以同一个进给速度运动,会导致切出来的木板的实际厚度与预设厚度之间存在差异,从而影响板材切割的精度。
3、综上,如何提供一种旋切控制策略,以提升旋切机在进行板材切割时的切割精度,已经成为旋切机技术领域亟待解决的技术问题。
技术实现思路
1、本技术的主要目的在于提供一种旋切控制方法、装置、设备及计算机可读存储介质。旨在提升旋切机在进行板材切割时的切割精度。
2、为了实现上述目的,本技术提供一种旋切控制方法,所述旋切控制方法应用于旋切机,所述旋切机包括双驱动辊、单驱动辊、切刀、第一丝杠电机、第二丝杠电机和双辊旋转电机,所述第一丝杠电机驱动所述切刀作进给运动,所述第二丝杠电机驱动所述双驱动辊或者所述单驱动辊作进给运动,所述双辊旋转电机驱动所述双驱动辊作旋转运动;
3、所述旋切控制方法包括:
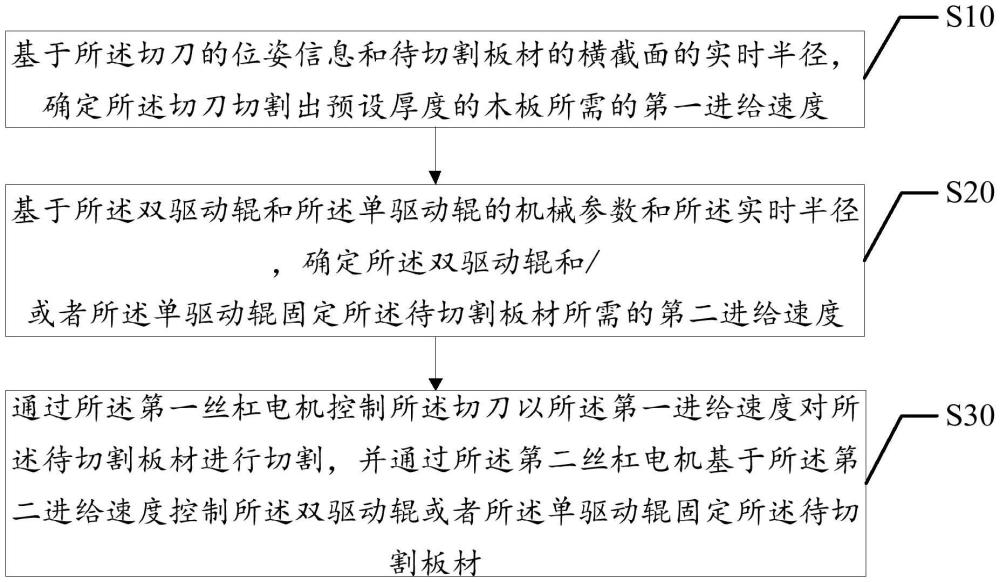
4、基于所述切刀的位姿信息和待切割板材的横截面的实时半径,确定所述切刀切割出预设厚度的木板所需的第一进给速度;
5、基于所述双驱动辊和所述单驱动辊的机械参数和所述实时半径,确定所述双驱动辊和/或者所述单驱动辊固定所述待切割板材所需的第二进给速度;
6、通过所述第一丝杠电机控制所述切刀以所述第一进给速度对所述待切割板材进行切割,并通过所述第二丝杠电机基于所述第二进给速度控制所述双驱动辊或者所述单驱动辊固定所述待切割板材。
7、可选地,所述第二丝杠电机驱动所述单驱动辊作进给运动,所述双驱动辊不受任一丝杠电机驱动;
8、所述通过所述第二丝杠电机基于所述第二进给速度控制所述双驱动辊或者所述单驱动辊固定所述待切割板材的步骤,包括:
9、通过所述第二丝杠电机基于所述第二进给速度控制所述单驱动辊以所述第二进给速度固定所述待切割板材。
10、可选地,所述第二丝杠电机驱动所述双驱动辊作进给运动,所述单驱动辊不受任一丝杠电机驱动;
11、所述通过所述第二丝杠电机基于所述第二进给速度控制所述双驱动辊或者所述单驱动辊固定所述待切割板材的步骤,包括:
12、通过所述第二丝杠电机基于所述第二进给速度控制所述双驱动辊以所述第二进给速度固定所述待切割板材。
13、可选地,所述第二丝杠电机驱动所述双驱动辊作进给运动,所述第一丝杠电机驱动所述单驱动辊作进给运动;
14、所述通过所述第二丝杠电机基于所述第二进给速度控制所述双驱动辊或者所述单驱动辊固定所述待切割板材的步骤,包括:
15、将所述第二进给速度与所述第一进给速度之间的差值确定为第三进给速度;
16、通过所述第一丝杠电机控制所述单驱动辊以所述第一进给速度固定所述待切割板材,和,通过所述第二丝杠电机控制所述双驱动辊以所述第三进给速度固定所述待切割板材。
17、可选地,所述基于所述切刀的位姿信息和待切割板材的横截面的实时半径,确定所述切刀切割出预设厚度的木板所需的第一进给速度的步骤,包括:
18、基于所述切刀的位姿信息和待切割板材的横截面的实时半径,确定所述切刀沿预设切割轨迹进行切割所需的进给速度为所述切刀切割出预设厚度的木板所需的第一进给速度。
19、可选地,所述预设切割轨迹为以所述横截面的圆心为极点,以所述预设厚度为旋距的阿基米德螺旋线。
20、可选地,所述基于所述双驱动辊和所述单驱动辊的机械参数和所述实时半径,确定所述双驱动辊和/或者所述单驱动辊固定所述待切割板材所需的第二进给速度的步骤,包括:
21、基于所述双驱动辊和所述单驱动辊的机械参数确定待切割板材的横截面的数学表达式;
22、基于所述实时半径和所述数学表达式确定所述双驱动辊和/或者所述单驱动辊固定所述待切割板材所需的第二进给速度。
23、此外,为实现上述目的,本技术还提供一种旋切控制装置,所述旋切控制装置应用于旋切机,所述旋切机包括双驱动辊、单驱动辊、切刀、第一丝杠电机、第二丝杠电机和双辊旋转电机,所述第一丝杠电机驱动所述切刀作进给运动,所述第二丝杠电机驱动所述双驱动辊或者所述单驱动辊作进给运动,所述双辊旋转电机驱动所述双驱动辊作旋转运动;
24、所述旋切控制装置包括:
25、第一速度确定模块,用于基于所述切刀的位姿信息和待切割板材的横截面的实时半径,确定所述切刀切割出预设厚度的木板所需的第一进给速度;
26、第二速度确定模块,用于基于所述双驱动辊和所述单驱动辊的机械参数和所述实时半径,确定所述双驱动辊和/或者所述单驱动辊固定所述待切割板材所需的第二进给速度;
27、控制模块,用于通过所述第一丝杠电机控制所述切刀以所述第一进给速度对所述待切割板材进行切割,并通过所述第二丝杠电机基于所述第二进给速度控制所述双驱动辊或者所述单驱动辊固定所述待切割板材。
28、此外,为实现上述目的,本技术还提供一种旋切机,所述旋切机包括:双驱动辊、单驱动辊、切刀、第一丝杠电机、第二丝杠电机、双辊旋转电机、存储器、处理器及存储在所述存储器上并可在所述处理器上运行的旋切控制程序,所述第一丝杠电机驱动所述切刀作进给运动,所述第二丝杠电机驱动所述双驱动辊或者所述单驱动辊作进给运动,所述双辊旋转电机驱动所述双驱动辊作旋转运动,所述旋切机的旋切控制程序被所述处理器执行时实现如上所述的旋切控制方法的步骤。
29、此外,为实现上述目的,本技术还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有旋切控制程序,所述旋切控制程序被处理器执行时实现如上所述的旋切控制方法的步骤。
30、本技术实施例应用于旋切机,该旋切机包括双驱动辊、单驱动辊、切刀、第一丝杠电机、第二丝杠电机和双辊旋转电机,其中,第一丝杠电机驱动切刀作进给运动,第二丝杠电机驱动双驱动辊或者单驱动辊作进给运动,双辊旋转电机驱动双驱动辊作旋转运动,本技术实施例通过基于切刀的位姿信息和待切割板材的横截面的实时半径,确定切刀切割出预设厚度的木板所需的第一进给速度,基于双驱动辊和单驱动辊的机械参数和待切割板材的横截面的实时半径,确定双驱动辊和/或者单驱动辊固定待切割板材所需的第二进给速度,然后通过第一丝杠电机控制切刀以第一进给速度对待切割板材进行切割,并通过第二丝杠电机基于第二进给速度控制双驱动辊或者单驱动辊固定待切割板材。
31、如此,相比于传统单驱动辊和切刀安装在同一工作台,并由同一个电机驱动以相同的进给速度进行线性运动的方式,本技术实施例通过设置驱动辊和切刀分别由两个不同的丝杠电机驱动,实现在确定切刀切割出预设厚度的木板所需的第一进给速度和驱动辊用于固定板材所需的第二进给速度之后,通过第一丝杠电机驱动切刀以第一进给速度对板材进行切割,并通过第二丝杠电机基于第二进给速度控制驱动辊固定板材,从而实现了切刀与驱动辊的独立控制,避免了由于驱动辊和切刀必须以相同的进给速度进行线性运动,导致的切割出来的木板实际厚度与预设厚度之间存在差异的情况,进而提升了旋切机在进行板材切割时的切割精度。
- 还没有人留言评论。精彩留言会获得点赞!