一种渐进醒木式高周波压密流水线及其压密方法与流程
本发明涉及木板压密,具体涉及一种渐进醒木式高周波压密流水线及其压密方法。
背景技术:
1、现有高周波技术在木板压密中得到广泛应用,通过高周波压密木板软化比较理想,时间短耗能低;但是高周波加压技术由于需要在超短时间对木板高压压缩,一旦压力去除就容易造成木板的回弹严重。专利申请号为201910181348.8、申请日为2019.03.11的高周波压密木材组合生产线,该生产线的操作设备一方面采用辅高周波软化部、主高周波冲压部、冷却部之间的紧密衔接以及上压板和下压板夹持木板的“三明治式流转结构”使得木材在加热冷却阶段始终保持高压,从而避免木材因释压造成严重回弹。另一方面通过多孔板构造的上压板和下压板的夹持来降低压密木的含水率,以解决回弹问题。专利申请号为202010100409.6、申请日为2020.02.18的将压密木表面的压缩水汽均衡排出的设备同样公开了采用上压板和下压板夹持木板的“三明治式流转结构”进行保持压力(厚度),以及增加多孔板的夹持来降低压密木的含水率,从而解决回弹。
2、此外,专利申请号为202010100409.6(申请日为2020.2.18)、专利申请号为201811573895.2(申请日为2018.12.21)、专利申请号为201910181346.9(申请日为2019.03.11)的技术方案中均为“三明治式流转结构”,通过结构对加工过程中的木板保持压力传送,以解决木板回弹问题。上述技术方案虽然在一定程度上解决了木材回弹,但是这些设备在操作过程中为了木板始终保持压力,使用的“三明治式流转结构”在工艺流转中进行加压加热等过程操作繁琐,例如在高频加热过程中需要分别连通上下压板内的电极进行通电,在冷却步骤中需要在上下压板内接入冷却介质进行降温,并且在抓取模板时需要先将上压板抓取,导致上料和卸料步骤繁琐;影响生产效率,不利于实现工业化高效生产。
3、基于上述技术问题,申请人致力于在解决木板回弹、保持木板优异的物理性能的基础上,研制更为简单的辅助设备和工艺技术。本发明提出将现有的承载构件简单化,通过减少压板来简化设备及工艺流程、扩大设备实用性。而在简单化承载构件的前提下,如何通过设备及设备工艺来保持木板压密的力学性能以及避免回弹的技术问题则尤为关键。
技术实现思路
1、本发明的目的在于解决上述现有技术中存在的难题,本发明提供了一种简单化的承载构件和渐进式压缩技术的渐进醒木式高周波压密流水线。
2、本发明是通过以下技术方案实现的:
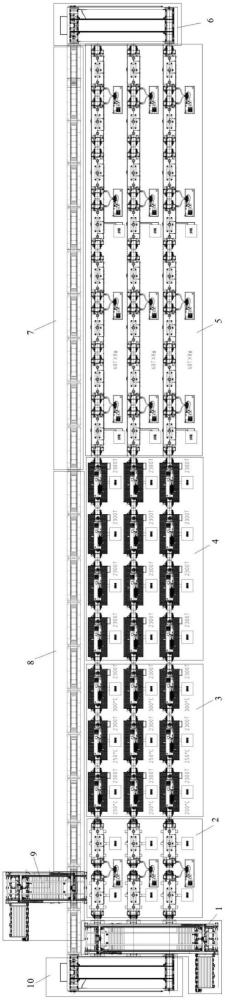
3、一种渐进醒木式高周波压密流水线,所述操作设备包括依次连接的预热部、高频热压部和水冷冷压醒木部;
4、所述高频热压部包括若干台高频热压机,每个所述高频热压机的第二移动辊道从内部的热压工位朝向两侧的进出口延伸并外露,相邻所述高频热压机外露的第二移动辊道对接;
5、所述水冷冷压醒木部包括若干台水冷冷压机,每台所述水冷冷压机的第三移动辊道从内部的压合工位朝向两侧的进出口延伸并外露,相邻所述水冷冷压机外露的第三移动辊道对接;
6、所述承载构件包括托盘及其承载的木板,所述承载构件由移动辊道承托移动时,所述木板的厚度方向不受所述操作设备拘束。
7、优选地,所述预热部包括若干台预热机,每台所述预热机的第一移动辊道从内部的预热工位朝向两侧的进出口延伸并外露,相邻所述预热机外露的第一移动辊道对接。
8、优选地,所述操作设备还包括上料部、饱和水冷压合部、第一输送段、第二输送段、风冷辊道部、养生辊道部和卸料部;
9、所述上料部、预热部、高频热压部、水冷冷压醒木部和饱和水冷压合部正向依序设置在第一直线上;所述风冷辊道部、养生辊道部和卸料部反向依序设置在第二直线上,所述第一输送段一侧设置在所述饱和水冷压合部的下游侧,另一侧设置在风冷辊道部的上游侧;所述第二输送段一侧设置在卸料部的下游侧,另一侧设置在上料部的上游侧。
10、优选地,所述上料部包括木板上料平台、移动辊道平台以及木板拾取机构;
11、所述木板上料平台一侧与所述移动辊道平台对接,所述木板上料平台为平移辊道,用于将木板运送至所述移动辊道平台侧;所述木板拾取机构设于所述移动辊道平台的顶部,且在移动辊道平台的上游侧外延至木板上料平台对接侧上方;所述木板拾取机构采用吸合气缸和气嘴;
12、所述卸料部包括卸料移动辊道平台以及卸料拾取机构;所述卸料拾取机构设于所述卸料移动辊道平台的顶部,且在移动辊道平台的上游侧外延至养生辊道部靠近下游侧的移动辊道上方;所述养生辊道部的下游侧端部与所述第二输送段对接;所述卸料拾取机构采用吸合气缸和气嘴。
13、优选地,所述第一输送段为纵向设置于多条线的饱和水冷压合部的下游侧,同时在饱和水冷压合部的另一端侧边对接于风冷辊道部的上游辊道,且该端设置有机械推手将木板推送至风冷辊道部;所述第一输送段为纵向移动平台,用于将水冷后的木板纵向移动运动至对接所述风冷辊道部一端;
14、所述第二输送段为纵向设置且一侧面分别对接于养生辊道部的下游侧端部和上料部偏离预热部的侧边;其与上料部侧部对接处设有将托盘推送至上料部的移动辊道平台上的机械推手。
15、优选地,所述上料部和第一输送段之间可设置若干条平行排列的第一直线,每条所述第一直线上依序设置所述预热部、高频热压部、水冷冷压醒木部和饱和水冷压合部。
16、优选地,所述托盘朝向木板的面设有形态与木板形态相适配的浅槽,所述托盘为朝向木板的面沿横向和/或纵向设有引水槽,所述引水槽位置上设有贯穿整个托盘的引水孔。
17、本发明第二方面公开了一种应用上述渐进醒木式高周波压密流水线的压密方法,所述方法至少包括下述步骤:
18、高频热压处理:预热后的承载构件顺次进入若干个热压机进行多次热压,木板按照热压顺序在每一热压机热压后的压缩率逐级增加;承载构件从上一热压机热压结束至下一热压机热压开始的第二时间为20-30秒;
19、水冷冷压醒木处理:热压处理后的承载构件顺次进入若干水冷冷压机进行多次水冷冷压,木板按照冷压顺序在每一水冷冷压机冷压后的温度逐级下降,木板按照水冷冷压顺序在每一水冷冷压机冷压后的压缩率逐级增加;承载构件从上一水冷冷压机冷压结束至下一水冷压冷机冷压开始的间隔为20-30秒。
20、优选地,所述高频热压步骤之前还包括预热处理:承载构件顺次进入若干个预热机进行多次预热,承载构件从上一预热机预热结束至下一预热机预热开始的第一时间为5~20秒。
21、与现有技术相比,本发明的有益效果包括:
22、1、本发明渐进醒木式高周波压密流水线为一条采用全自动高效的流水线的生产模式,其特有的渐进式压缩设备--高频热压部和水冷冷压醒木部,结合简单的承载构件使用,在允许木板厚度回弹的前提下,改变了现有技术因需要上下压板夹持保压导致在生产线流转过程中操作复杂、工艺步骤调整受限的技术难题,大幅度提高生产效率,真正实现规模化的自动化程度高的黑灯式工厂生产。
23、2、本发明流水线可用于原木和非原木材料的压密,通用性好,且在此流水线中高频热压机设备的加热加压时机和方式调整更为灵活,大大提高了流水线的实用性。
24、3、本发明渐进醒木式高周波压密流水线的“渐进式”技术为:通过高频热压部间隔式串联的高频热压机对木板进行渐进式的热压压密,木板逐级增加压缩比,从而对木材的温度和压缩率渐进式的升高,最大限度将木材细胞壁中的水分蒸发排出,在增加木材密度和硬度的同时降低回弹率。木板经过高频热压后的木板进入水冷冷压醒木部间隔式串联的高压水冷机进行逐渐式的加压水冷,其高压水冷机之间无需保持压力,使其加工方式更加灵活。
25、4、本发明流水线上流转的是承载构件(即原木板置于热压盘内)并没有上压板,该结构便于上料和卸料,简化了压板的结构复杂性,省略了上金属压板与压机的加热单元或制冷单元进行对接的步骤,从而简化了操作设备和工艺步骤。同时就防止反弹效果而言,通过本发明渐进式设备压密的木材在本技术流转的承载构件与“渐进式”技术的结合下,可以达到甚至优于现有技术中“三明治式流转结构”与“传统高周波条件”的技术效果。
- 还没有人留言评论。精彩留言会获得点赞!