组合式百叶窗面料切割装置的制作方法
[0001]
本发明涉及组合式百叶窗面料切割装置,更详细地,涉及如下的组合式百叶窗面料切割装置:可依次执行纵向切割和横向切割,从而可进一步提高切割的准确率。
背景技术:
[0002]
面料加工工序具有确定设计来通过绘图或印刷等的方法在面料上形成规定的图案的设计工序、按照形成于面料的图案切割面料的面料切割工序及对切割的面料进行缝制的面料缝制工序等。
[0003]
其中,面料切割工序为层叠形成有图案的多个面料来按照图案切割面料的工序。在此情况下,为进行面料切割工序,使用切割装置。切割装置通过使用激光、刀片等来切割面料。
[0004]
另一方面,与以往的切割装置相关地,具有一种装置,包括:织机,纺织面料来以规定规格无误差地切断织物并分离;框架,具有切割台;以及切带机,水平切断面料。当使用这种装置时,在切割层叠的多个织物的过程中,由于从切带机施加的应力,可使层叠的织物分散。因此,具有难以准确地切割织物的问题。尤其,在阻隔阳光的部分与透射一部分的阳光的半透明部分交叉形成的百叶窗的情况下,需要精准的切割。
[0005]
在以往,为解决如上所述的问题,在韩国授权专利第10-2016-0116686号(2018年09月12日)中公开了能够自动制造百叶窗的辊式百叶窗制造装置。
[0006]
但是,为了以横向和纵向切割面料,宽的空间是必需的,为执行纵向切割和横向切割,在进行纵向切割后,工作人员回收切割的面料后再次以横向进行切割,具有面料变形的担忧,并且,依然存在消耗两倍的作业时间的问题。
[0007]
现有技术文献
[0008]
专利文献
[0009]
专利文献1:韩国授权专利第10-2016-0116686号(2018年09月12日)
技术实现要素:
[0010]
因此,本发明为了解决如上所述的现有技术的问题而提出,其目的在于,提供如下的组合式百叶窗面料切割装置:可依次执行纵向切割和横向切割,可进一步提高切割的准确率,相比于以往的切割装置,可大大减少执行纵向切割和横向切割所需的空间。
[0011]
本发明所要实现的目的并不局限于以上所提及的目的,本发明所属技术领域的普通技术人员可通过以下记载明确理解未在此提及的本发明所要实现的其他目的。
[0012]
本发明优先一实施例的组合式百叶窗面料切割装置的特征在于,包括:本体部;挂置部,设置于上述本体部的一侧,用于卷绕或解绕面料;切断部,设置于上述本体部的一侧,以所需的长度切断上述面料;以及排出部,设置于上述本体部的一侧,向外部移送被上述切断部切断的面料,上述切断部包括:纵向切断部,以纵向切断上述面料;以及横向切断部,以横向切断上述面料。
[0013]
并且,本发明优先一实施例的组合式百叶窗面料切割装置的特征在于,上述挂置部包括用于释放表示放置上述面料的位置的激光的激光部,上述激光部以可使工作人员确认上述面料的起点的方式进行引导。
[0014]
并且,本发明优先一实施例的组合式百叶窗面料切割装置的特征在于,上述排出部包括独立旋转的两个辊部,上述两个辊部沿着相同方向旋转来卷绕被上述切断部切断的面料。
[0015]
并且,本发明优先一实施例的组合式百叶窗面料切割装置的特征在于,上述排出部还包括冲孔部,上述冲孔部通过向被上述切断部切断的面料施加外力,来使上述面料下降并向上述两个辊部移动。
[0016]
并且,本发明优先一实施例的组合式百叶窗面料切割装置的特征在于,上述本体部包括用于检测上述面料插入于上述本体部内的长度的传感器。
[0017]
通过上述解决问题的方案,本发明的组合式百叶窗面料切割装置具有如下的效果,即,可依次执行面料的纵向切割和横向切割,可进一步提高切割的精准率,可自动执行上述面料的切割,从而提高作业性。
[0018]
并且,本发明的组合式百叶窗面料切割装置具有如下的效果,即,利用激光对准面料的长度方向切割的起点,从而进行更加精准的切割。
[0019]
并且,本发明的组合式百叶窗面料切割装置具有如下的效果,即,在切割由网状部分和无空隙部分形成的面料的过程中,以网状部分和无空隙部分中的一个为基准计数移动的数,以此可检测面料所插入的长度,从而可进行精准的切割。
[0020]
并且,本发明的组合式百叶窗面料切割装置具有如下的效果,即,可在进行面料的纵向切割和横向切割的切割装置中执行,可缩减所需的空间,可减少纵向切割后工作人员回收切割的面料并进行横向切割所浪费的时间。
[0021]
并且,本发明的组合式百叶窗面料切割装置具有如下的效果,即,到纵向切割和横向切割作业结束为止,使面料不分散或歪扭,从而提高面料的质量。
附图说明
[0022]
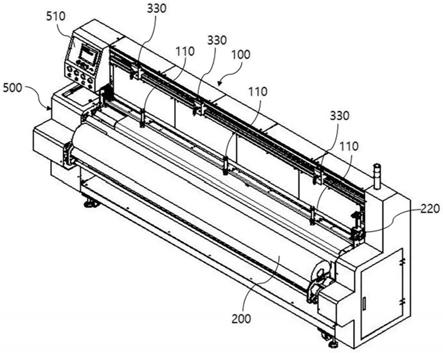
图1为示出本发明优先一实施例的组合式百叶窗面料切割装置的结构的立体图。
[0023]
图2为示出本发明优先一实施例的组合式百叶窗面料切割装置的侧面剖视图。
[0024]
图3为示出本发明优先一实施例的组合式百叶窗面料切割装置的动作顺序的图。
[0025]
图4为示出本发明优先一实施例的组合式百叶窗面料切割装置的动作顺序的图。
[0026]
图5为示出本发明优先一实施例的组合式百叶窗面料切割装置的动作顺序的图。
[0027]
图6为示出本发明优先一实施例的组合式百叶窗面料切割装置的动作顺序的图。
[0028]
图7为示出本发明优先一实施例的组合式百叶窗面料切割装置的动作顺序的图。
具体实施方式
[0029]
简要说明在本说明书中使用的术语并具体说明本发明。
[0030]
在本发明中使用的术语中,考虑本发明中的功能而尽可能选择了目前广泛使用的常规术语,这可根据本技术领域的普通技术人员的意图或惯例、新技术的出现等而不同。因此,在本发明中使用的术语不应定义为简单的术语的名称,而是需根据其术语所具有的含
义和本发明的说明书全文内容来定义。
[0031]
在说明书全文中,当提及一部分“包括”一结构要素时,除非具有特别相反的记载,则意味着还包括其他结构要素,而不是排除其他结构要素。
[0032]
以下,参照附图详细说明本发明的实施例,使得本发明所属技术领域的普通技术人员容易实施本发明。但是,本发明可由各种不同形态实现,并不局限于在此说明的实施例。
[0033]
包括与本发明有关的技术问题、解决问题的方案、发明的效果的具体事项包括于以下记载的实施例及附图。参照附图和详细后述的实施例可明确理解本发明的优点、特征以及实现它们的方法。
[0034]
以下,参照附图详细说明本发明。
[0035]
参照图1及图2,本发明优先一实施例的组合式百叶窗面料切割装置包括:本体部100;挂置部200,设置于上述本体部100的一侧,用于卷绕或解绕面料;切断部300,设置于上述本体部100的一侧,以所需的长度切断上述面料;以及排出部400,设置于上述本体部100的一侧,向外部移送被上述切断部300切断的面料,上述切断部300包括:纵向切断部310,以纵向切断上述面料;以及横向切断部320,以横向切断上述面料。
[0036]
首先,设置上述本体部100。上述本体部100支撑如上述挂置部200、切断部300及排出部400的结构,执行预防由于内部的动作而发生安全事故的作用。并且,上述本体部100沿着长度方向长长地形成,还能够收容宽度宽的面料。
[0037]
之后,上述本体部100包括用于检测上述面料插入于上述本体部100内的长度的传感器(未图示)。更详细地,上述传感器可在上述面料向上述本体部100内部插入的部分设置多个。
[0038]
在此情况下,如一例,上述面料能够以阻隔阳光的部分和可透射一部分阳光的半透明部分连续反复的形态形成。即,上述面料由长度相同的作为半透明部分的网状部分和不透明部分的无空隙部分形成。因此,随着解绕上述面料,上述传感器以上述网状部分和无空隙部分中的一个记述移动的数,从而检测上述面料插入于上述本体部100内的长度。即,利用上述网状部分插入于上述本体部100内的数量和上述网状部分的一格的长度,来检测上述面料插入于上述本体部100内的长度。
[0039]
如一例,在上述本体部100的左侧上端设置控制部500,上述控制部500包括可使工作人员输入所需的上述面料的长度的显示部510。因此,若工作人员向上述显示部510输入所需的上述面料的长度,则上述控制部500根据输入的值以使所需长度的面料向上述切断部300解绕的方式进行控制。
[0040]
并且,上述本体部100包括多个气缸部110,在纵向切割上述面料后,防止上述面料下降。上述气缸部110在上述面料插入于上述本体部100内的位置已规定间隔隔开,沿着上述面料的宽度方向平行地设置。并且,当上述纵向切断部310切割上述面料时,上述气缸部110执行固定上述面料的作用。即,上述纵向切断部310执行防止切割上述面料或切割面料后上述面料歪扭或下降来脱离起点的作用。
[0041]
之后,设置上述挂置部200。上述挂置部200设置于上述本体部100的前面,沿着上述本体部100的长度方向最大限度得长长地形成。即,如上述本体部100,沿着长度方向长长地形成,还可收容宽度宽的面料。上述挂置部200可执行解绕或卷绕上述面料的作用,通过
上述控制部500开启或关闭,可包括向上述挂置部200提供动力的驱动马达(未图示)。
[0042]
并且,上述挂置部200包括用于释放表示放置上述面料的位置的激光的激光部220,上述激光部220以可使工作人员确认上述面料的起点的方式进行引导。更详细地,上述激光部220设置于上述本体部100的两侧,向上述面料向上述本体部100插入的位置释放激光。上述激光成为上述面料的长度方向的起点。即,上述工作人员以上述激光为基准设置上述面料的长度。最终,上述激光部220提供上述面料的长度方向切割的基准点,从而可进行更加精准的切割。
[0043]
并且,上述激光部220以可使上述面料沿着水平方向向上述切断部300供给的方式进行引导。即,上述激光部220执行以使上述面料以不分散或不起皱的紧绷状态向上述本体部100内部、向上述切断部300解绕的方式进行引导的作用。
[0044]
如一例,上述工作人员根据从上述激光部220释放的激光使上述面料向上述本体部100内解绕。并且,在上述激光被干扰或弯曲的情况下,上述工作人员可一眼掌握上述面料分散或起皱的状态,可中断上述控制部500的工作并整理上述面料,具有可使发生不良品的现象最小化的优点。
[0045]
并且,上述挂置部200包括多个引导部210,以可使上述面料向上述切断部300解绕的方式进行引导。即,上述引导部210可使上述面料以不分散或不起皱的紧绷状态向上述切断部300移动,当上述切断部300切断上述面料时,还使上述面料不晃动,从而可进行更加精准的切割。
[0046]
之后,设置上述切断部300。上述切断部300包括:多个上述纵向切断部310,以纵向切断上述面料;以及多个上述横向切断部320,以横向切断上述面料。更详细地,如上述本体部100及挂置部200,上述纵向切断部310沿着长度方向长长地形成,宽度宽的面料也可快速切断。并且,上述横向切断部320包括用于卷绕或解绕上述面料的两个装载部321。上述两个装载部321以上述面料为中心分别配置于上部和下部,以相互相反的方向旋转来卷绕上述面料。即,在上述横向切断部320中,在上述面料卷绕于位于上部的上述装载部321并旋转的状态下下降,使得上述面料迅速地横向切断。
[0047]
并且,在上述本体部100的上侧设置改变上述横向切断部320的位置的移送部330。上述移送部330由多个形成,分别移送多个上述横向切断部320,以便根据需求选择性地切割上述面料的宽度。
[0048]
之后,设置上述排出部400。上述排出部400设置于上述切断部300的下部,执行向上述本体部100的外部排出被上述切断部300切断的面料的作用。
[0049]
并且,上述排出部400包括独立旋转的两个辊部420,上述两个辊部420沿着相同方向旋转来卷绕被上述切断部300切断的面料。即,被上述切断部300切断面料向上述两个辊部420之间下降后,上述两个辊部420沿着相同方向旋转来卷绕被上述切断部300切断的面料。
[0050]
并且,上述排出部400还包括冲孔部410,冲孔部410向被上述切断部300切断的面料施加外力来使上述面料下降并向上述两个辊部420移动。更详细地,在上述装载部321的外周面的一部分设置粘结部322来使上述面料的端部卷绕于上述装载部321。即,最初,上述面料向上述切断部300解绕来与设置有上述粘结部322的上述装载部321的外周面相接触,来使上述面料通过上述粘结部322卷入并卷绕于上述装载部321。因此,上述冲孔部410向上
述面料施加外力,来以所需的宽度及长度切割上述面料后向上述两个辊部420下降,使得上述面料从上述粘结部322掉落。只要具有可使上述面料卷绕于上述装载部321的粘结力,上述粘结部322能够以任何形态形成。
[0051]
以下,参照图3至图7详细说明具有如上所述的结构的本发明的组合式百叶窗面料切割装置的动作顺序。
[0052]
首先,参照图3,上述工作人员向上述显示部510输入所需的面料的长度及宽度,上述控制部500基于所输入的信息来使上述面料处于解绕的状态。在此情况下,上述输入的长度的基准点为上述纵向切断部310的端部。
[0053]
之后,参照图4,在上述面料停止的状态下,上述纵向切断部310下降并以纵向切割上述面料。
[0054]
之后,参照图5,在上述面料通过上述装载部321旋转的状态下,上述横向切断部320下降并以横向切割上述面料。
[0055]
之后,参照图6,被上述切断部300切割的面料向上述辊部420下降。在此情况下,上述冲孔部410向上述面料施加外力,来使上述切割的面料向上述辊部420下降。并且,上述第一辊部421和第二辊部422沿着相同的方向旋转,来解绕向上述第一辊部421与第二辊部422之间下降的面料。
[0056]
之后,参照图7,上述第一辊部421进行转动来使上述第一辊部421与第二辊部422之间产生缝隙,使解绕的面料沿着下部的倾斜面向上述本体部100的外部排出。
[0057]
最终,具有如下的优点,可依次执行上述面料的纵向切割和横向切割,可进一步提高切割的精准度,自动执行上述面料的切割来提高作业性。
[0058]
如上所述,应当理解的是,本发明技术领域的普通技术人员可在不变更本发明的技术思想或必要特征的情况下以其他具体形态实施本发明的技术结构。
[0059]
因此,以上所记述的实施例在所有方面均为例示,并不限定本发明,本发明的范围通过发明要求保护范围定义,而不是通过上述详细的说明定义,发明要求保护范围的含义及范围以及从其等价概念导出的所有变更或变形的形态均包括于本发明的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1