一种具有抗卷边特性针织衣领的制备方法与流程
[0001]
本发明属于衣领技术领域,涉及一种局部引入热塑性弹性体纱以实现领子抗卷边特性的方法。
背景技术:
[0002]
衣领是贴合于人体颈部的服装部件,起保护和装饰作用。目前对针织衣领性能方面的要求主要有两项:一是穿着时的接触舒适感,冬季保暖,夏季爽滑;二是要能够长时间保持平整和硬挺,即长期穿着或多次水洗后仍保持良好的形状,不会卷曲或褶皱,保持形状美感。现有技术的衣领的领角容易卷翘,故穿着一段时间以后衣领的外形变差。
[0003]
针织衣领目前已经能做到具有良好的接触舒适感,如采用棉、再生纤维素纤维等材质制成的衣领。但是,市面上采用棉、再生纤维素纤维等原料制成的衣领普遍存在约5~10次洗涤后会产生卷曲和褶皱而无法保持衣领原有的平整和硬挺的问题,且衣领的卷曲出现在衣领的领角,因此如果能从领角解决卷曲问题,那么衣领的外观就会得到直接改善。
[0004]
现有技术通常在衣领领角部分直接缝合另一部分具有记忆功能的面料,或者加入插片以加固领角,以此达到领角防卷曲的功能,使得衣领织物硬挺且保形,例如专利文献1(公开号cn209314981u)在翻领前侧缝上记忆领角,记忆领角由ptt和记忆棉组成,均有形状记忆的功能,可解决衣领的领角容易倒塌,使衣领的版型较差的问题,此方法虽然能够加强领角处版型保形效果,但却影响了衣领外观均匀和一致性;专利文献2(公开号cn204104847u)在上领的领面和领里之间接近领尖处设置垫布,垫布的形状与领尖形状相匹配,衬衫领得以保形,防止衣领领角向外卷曲;专利文献3(公开号cn203353746u)通过在领尖外部加入铁片的方式,使得领子更加坚挺有型,安装方便快捷,可经受多次洗涤不变形;专利文献4(公开号cn 203505594u)在领角部分加上加固部件,使得领角不能弯曲褶皱,以达到保形的效果;专利文献5(公开号cn202949976u)在翻领背面沿领尖的角平分线设置插片,插片的加入保证了保证衣领领角的硬挺平整;然而,通过加固领角的方式保证领角的形状的方法,更适合缝制机织面料的衣领,而针织衣领一体成型,加入加固片步骤繁琐,且加固部分易显露,不但增加了成本而且还会影响织物外观。
[0005]
现有技术还通常选用弹性记忆长丝与其它纱线交织,编织成记忆型弹性针织面料,以此达到领角防卷曲的功能,使得衣领织物硬挺且保形性较好,例如专利文献6(cn110438634a)采用添纱的技术编织罗纹织物,此技术需要在衣领的整个领子中用添纱的方式引入弹性体纱如tpu,然后再对其进行紧张热定型,tpu在整个衣领中起骨架支撑作用,制得高保形针织衣领,但整个领子使用弹性体纱会使得领子透气性较差,弯曲刚度大,穿着舒适性差,且因弹性体纱线昂贵,制备的衣领成本较高。
[0006]
因此,亟待研究一种具有良好接触舒适性、外观良好且领角具有抗卷曲特性的针织衣领。
技术实现要素:
[0007]
本发明的目的是解决现有技术中存在的问题,提供一种具有良好接触舒适性、外观良好且领角具有抗卷曲特性的针织衣领。
[0008]
为达到以上目的,本发明所采用的技术方案如下:
[0009]
一种具有抗卷边特性针织衣领的制备方法,先编织(本发明中使用的“编织”一词均指代使用针织的方法制备织物)在领角区域引入热塑性弹性体纱的衣领,以改善领角部分容易卷曲的特性,再将衣领平铺后对其整体进行压缩热定型制得具有抗卷边特性针织衣领;
[0010]
编织至少采用三把纱嘴,至少一把纱嘴a穿主纱,至少一把纱嘴b1和至少一把纱嘴b2穿热塑性弹性体纱;编织过程中调节带有热塑性弹性体纱的纱嘴b1和b2的送纱张力来控制送纱量;
[0011]
编织过程为:采用a编织罗纹组织,在编织第一横列时,控制b1与a共同编织左起第1~a1枚织针,在编织第i横列时,控制b1与a共同编织左起第1~a
i
枚织针,控制b2与a共同编织右起第1~a
j
枚织针,i为区间[2,v]内的部分或全部正整数,v为小于w的正整数,w为总横列数,j为编织第i横列之前最后一次b1参与编织的横列序号,v/w≤50%(目的是控制衬入的热塑性弹性体纱的范围,织物下机后是一个长方形,按照长边对折后形成的两个小长方形,一个是领座一个是领面,只需要在领面衬热塑性弹性体纱,热塑性弹性体纱衬入过多的话会妨碍衣领成型;衬入过少的话起不到保形的效果),a
i
≤a
j
,在编织第v+1~w横列时,采用a继续编织罗纹组织,同时控制b1和b2退出编织区;罗纹组织是一种纬编的双面组织,由正面线圈纵行和反面线圈纵行组合而成,具有一定弹性,尺寸稳定性好,因此现有技术中衣领一般采用罗纹组织;
[0012]
压缩热定型是指将织物在一定挤压力下保持折叠好的衣领形状,并且在一定高温下加热一定时间后以高于120k/min的速率迅速冷却至一定低温的加工过程;
[0013]
一定高温高于热塑性弹性体纱的软化温度,同时低于热塑性弹性体纱的熔点以及主纱的软化温度或燃点,一定低温低于热塑性弹性体纱的软化温度;
[0014]
压缩热定型有助于消除织物内纱线在拉伸中产生的内应力,使大分子松弛,提高织物尺寸稳定性;对编织完成的织物用熨斗、烘箱或热定型机进行加热,加热温度高于热塑性弹性体纱的软化点,不同的热塑性弹性体纱软化所需温度不同,需根据具体材料确定加热温度;热塑性弹性体纱受热时,其部分大分子链段间作用力迅速遭破坏;施加稳定的挤压力使之维持在所需的形状;加热时间包括热渗透时间和分子调整时间,热量由表及里,热塑性弹性体纱经一定的时间达到软化温度,其分子链段发生断裂,在外力作用下重新排列,经一定的时间变换成目标状态;加热完成后进行冷却定型,温度迅速冷却至小于热塑性弹性体纱的软化点,此时大分子在新的位置上迅速重建新的分子间力,且固定下来,织物处在能量较低的稳定状态。
[0015]
作为优选的技术方案:
[0016]
如上所述的一种具有抗卷边特性针织衣领的制备方法,罗纹组织为满针罗纹组织、1+1罗纹组织、2+1罗纹组织、2+2罗纹组织、3+2罗纹组织或3+3罗纹组织。
[0017]
如上所述的一种具有抗卷边特性针织衣领的制备方法,在领角区域引入热塑性弹性体纱采用将罗纹组织与衬纬组织复合的方式,用衬纬方法编织的针织物紧密、结构稳定,
此处衬纬组织涉及专业名词,指的是在针织物的横列方向周期衬入不成圈的纬纱所形成的组织;i与j的差值为1、2或3(i与j的差值为1,即相邻两横列都衬入热塑性弹性体纱;i与j的差值为2,即衬入热塑性弹性体纱的两横列之间间隔一横列;i与j的差值为3,即衬入热塑性弹性体纱的两横列之间间隔两横列,i与j的差值可以为多个即衬纬组织衬入纬纱的周期可以为多个);同一转的两横列都有b1参与编织时,b1编织的织针数相同,由于引入的热塑性弹性纱只需要存在于织物内部,因此需要衬纬纱的一转编织中两横列的织针数相同,保证衬纬纱始终夹在主纱之间;每编织一定转数(可以是1、2、3)后,b1编织的织针数减少x,x为大于等于1的整数;具体编织过程如下:
[0018]
首先a起针编织一横列后空转1.5转回到起始编织位置,编织第一横列,a与b1同时进入编织区,a跟随b1从左向右编织罗纹组织,当b1走到左起第a1针时,b1抬起,a继续编织罗纹组织至第一横列编织结束;
[0019]
然后编织第2~v横列,在编织第i横列时,当i为奇数时,a跟随b1从左向右编织罗纹组织,当b1走到左起第a
i
针时,b1抬起,a继续编织罗纹组织,当a走到右起第a
j
针时,b2落下,a跟随b2从左向右编织罗纹组织至第三横列编织结束;当i为偶数时,a跟随b2从右向左编织罗纹组织,当b2走到右起第a
j
针时,b2抬起,a继续编织罗纹组织,当a走到左起第a
i
针时,b1落下,a跟随b1从右向左编织罗纹组织至第二横列编织结束;当i为区间[2,v]内的部分正整数时,在编织除i以外的横列时,控制a编织罗纹组织至该横列编织结束;
[0020]
最后编织第v+1~w横列,b1、b2相继退出编织区,a完成剩余部分的罗纹组织编织。
[0021]
如上所述的一种具有抗卷边特性针织衣领的制备方法,i为区间[2,v]内的全部正整数,此时第1~v横列都有b1参与编织,第2~v横列都有b2参与编织,且按编织先后次序,下一横列中b2参与编织的织针数等于上一横列中b1参与编织的织针数。
[0022]
如上所述的一种具有抗卷边特性针织衣领的制备方法,i为区间[2,v]内的所有的奇数,此时第1、3、5、7...横列都有b1参与编织,第3、5、7...横列都有b2参与编织,且第3横列中b2参与编织的织针数等于第1横列中b1参与编织的织针数,第5横列中b2参与编织的织针数等于第3横列中b1参与编织的织针数,第7横列中b2参与编织的织针数等于第5横列中b1参与编织的织针数
……
。
[0023]
如上所述的一种具有抗卷边特性针织衣领的制备方法,在领角区域引入热塑性弹性体纱采用将罗纹组织与衬垫组织复合的方式,i为区间[2,v]内的全部正整数,此时第1~v横列都有b1参与编织,第2~v横列都有b2参与编织,且按编织先后次序,下一横列中b2参与编织的织针数等于上一横列中b1参与编织的织针数;每编织一横列后,b1编织的织针数减少x,x为大于等于1的整数;具体编织过程如下:
[0024]
首先a起针编织一横列后空转1.5转回到起始编织位置,编织第一横列,a与b1同时进入编织区,a跟随b1从左向右编织罗纹组织,当b1走到左起第a1针时,b1抬起,a继续编织罗纹组织至第一横列编织结束;
[0025]
然后第二横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a1针时,b2抬起,a继续编织罗纹组织,当a走到左起第a2针时,b1落下,a跟随b1从右向左编织罗纹组织至第二横列编织结束;
[0026]
接着编织第三横列,a跟随b1从左向右编织罗纹组织,当b1走到左起第a3针时,b1抬起,a继续编织罗纹组织,当a走到右起第a2针时,b2落下,a跟随b2从左向右编织罗纹组织至
第三横列编织结束;
[0027]
再者编织第四横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a3针时,b2抬起,a继续编织罗纹组织,当a走到左起第a4针时,b1落下,a跟随b1从右向左编织罗纹组织至第四横列编织结束;
[0028]
最后,以此类推直至罗纹衬垫部分编织结束,b1、b2相继退出编织区,a完成剩余部分的罗纹组织编织。
[0029]
如上所述的一种具有抗卷边特性针织衣领的制备方法,衬垫组织的衬垫比为1:1、1:2或1:3,此处的衬垫比涉及专业名词,衬垫比是指衬垫纱在地组织上形成的不封闭圈弧与浮线之比,本发明采用有选择地在线圈上集圈的方式来获得衬垫的效果,包括只在前针床有选择地集圈,只在后针床有选择地集圈和在前后针床同时有选择地进行集圈,此处需要说明有选择地进行集圈即表示衬垫比可灵活选择。
[0030]
如上所述的一种具有抗卷边特性针织衣领的制备方法,在领角区域引入热塑性弹性体纱采用将罗纹组织与添纱组织复合的方式,i为区间[2,v]内的全部正整数,此时第1~v横列都有b1参与编织,第2~v横列都有b2参与编织,且按编织先后次序,下一横列中b2参与编织的织针数等于上一横列中b1参与编织的织针数;每编织一横列后,b1编织的织针数减少x,x为大于等于1的整数;编织过程中a的垫纱角度始终小于b1、b2,以使得主纱始终在线圈正面,热塑性弹性体纱始终在线圈反面,主纱将热塑性弹性体纱覆盖;具体编织过程如下:
[0031]
首先a起针编织一横列后空转1.5转回到起始编织位置,编织第一横列,a与b1同时进入编织区,b1跟随a从左向右编织罗纹组织,当b1走到左起第a1针时,b1抬起,a继续编织罗纹组织至第一横列编织结束;
[0032]
然后第二横列,b2跟随a从右向左编织罗纹组织,当b2走到右起第a1针时,b2抬起,a继续编织罗纹组织,当a走到左起第a2针时,b1落下,b1跟随a从右向左编织罗纹组织至第二横列编织结束;
[0033]
接着编织第三横列,b1跟随a从左向右编织罗纹组织,当b1走到左起第a3针时,b1抬起,a继续编织罗纹组织,当a走到右起第a2针时,b2落下,b2跟随a从左向右编织罗纹组织至第三横列编织结束;
[0034]
再者编织第四横列,b2跟随a从右向左编织罗纹组织,当b2走到右起第a3针时,b2抬起,a继续编织罗纹组织,当a走到左起第a4针时,b1落下,b1跟随a从右向左编织罗纹组织至第四横列编织结束;
[0035]
最后,以此类推直至罗纹添纱部分编织结束,b1、b2相继退出编织区,a完成剩余部分的罗纹组织编织。
[0036]
如上所述的一种具有抗卷边特性针织衣领的制备方法,添纱组织为两线添纱组织、三线添纱组织或四线添纱组织,此处的两线、三线、四线涉及专业名词,并不是指采用2、3、4根纱线,而是指纱线层数,如两线添纱组织,存在面纱线a、地纱b,此时a和b可以是不止一根纱线或不止一种材料,只要保证a部分的纱线始终覆盖在b部分的纱线之上,那就是两线添纱,三线、四线可同等推理,添纱可以保证人的皮肤所接触的只有表面具有良好接触舒适性的主纱。
[0037]
如上所述的一种具有抗卷边特性针织衣领的制备方法,主纱的直径为0.1~1.0mm,热塑性弹性体纱的直径为0.08~0.25mm,主纱的直径不小于热塑性弹性体纱的直
径;
[0038]
主纱为单纱、股纱或长丝,由棉、麻、蚕丝、毛、再生纤维素纤维、再生蛋白质纤维、涤纶、锦纶、丙纶、氨纶和腈纶中的一种以上纺制而成,热塑性弹性体纱为聚氨酯类丝(tpu)、聚酯类丝(tpee)、聚酰胺类丝(tpae)、有机氟类丝(tpf)和聚烯烃类丝(tpo、tpv)或它们的混合复丝,此处仅列举一些常见的可用于制作热塑性弹性体纱的材料,本发明的保护范围不限于此,热塑性弹性体纱的材质不限于此,只要保证其具有较好的保形性即可,热塑性弹性体环保、无毒且手感舒适、外观精美,常温下具有橡胶的弹性,高温下可塑化成型,因此适合编织保形性较好的衣领;
[0039]
一定挤压力大于1kpa,一定时间大于3秒;
[0040]
具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次以上不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领长度为30~45cm,宽度为5~10cm,厚度小于等于5mm,针织衣领一般为矩形,不可裁剪,裁剪过后会发生脱线,沿织物编织方向为长度方向,长度与人颈围或所用服装相适应;
[0041]
具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为6~15mn
·
cm,透气率为25~30mm/s。
[0042]
发明机理:
[0043]
由于衣领的卷曲往往发生在领角部分,因此可直接加强领角部分的抗卷曲性,通过在衣领领角区域引入热塑性弹性体纱实现领子抗卷边特性,本发明在采用罗纹编织衣领的基础上,在领角编织区域引入热塑性弹性体纱,以改善领角部分容易卷曲的特性,再对衣领进行压缩热定型,热定型后的领角具有良好的形状稳定性,成本比全幅添纱的衣领更低。
[0044]
本发明通过将罗纹组织和衬垫、衬纬、添纱组织结合并选择特定的纱线,显著提高了织物的保形能力,主要原因为:1)罗纹组织本身具有良好的形状稳定性;2)织物组织中包含热塑性弹性体纱,热塑性弹性体纱具有高弹性回复性,其能够提高织物整体形状变化后的回复能力,进而提高织物的形状保持能力;3)热塑性弹性体纱经过了压缩热定型处理,其以线圈的形态固定下来,在织物内部形成稳定的结构,处在能量较低的稳定状态,具有良好的形状稳定性,常温下不容易因外力作用而发生变化;4)热塑性弹性体纱本身不容易发生断裂,能够长时间保持较高的形状回复能力;5)热塑性弹性体纱与主纱在衣领领角同步编织,两者间的接触点多,即摩擦力大,使得领角在洗涤后不易产生卷曲。
[0045]
现有技术中衣领全幅添纱会导致领面与人体接触部分较硬,虽达到了保形的效果,但是整体的舒适感降低,而本发明中的衣领只在领角部分引入了热塑性弹性体,热压后领角具有良好的保形性,且与人体接触部分仍保持其柔软的接触感。织物的接触舒适性指标主要有两个,一是抗弯曲刚度,弯曲刚度越小则织物越柔软,舒适性越好,已知技术中的衣领织物抗弯刚度在25~35mn
·
cm之间,而本发明衣领织物与人体接触部分的抗弯刚度在6~15mn
·
cm之间,明显本发明衣领织物在穿着时会有更柔软的触感;二是织物透气率,透气率越大,则接触时更舒适,现有技术中衣领的透气率为25~30mm/s,而本发明衣领织物与人体接触部分的透气率为30~40mm/s之间,优势突出。
[0046]
此外由于本发明的方法不同于现有技术通过加固领角的方式保证领角的形状的方法,因而织物的外观良好。
[0047]
本发明在领角区域引入热塑性弹性体纱需要合理安排编织时织物两端带有弹性
体纱的纱嘴的位置以及编织次序,两侧纱嘴需要进行轮流交替进入和退出工作,直到局部编织区编织结束,一旦两侧纱嘴进入和退出时间错误,将导致纱嘴相撞和撞针,衣领编织失败,且造成设备损坏。此外,局部引入弹性体纱过程中需要按要求减针,编织衣领的每一行纱嘴位置都不同,给纱嘴位置的安排带来极大挑战。特别地,当在领角区域引入热塑性弹性体纱采用将罗纹组织与衬纬组织复合的方式时,衬纬纱没有喂入针钩,因此纱线的垫纱纵角是由编织织物两端的织针位置和纱嘴位置决定的,当全幅衬纬时,可以将纱嘴调整至远离编织区域,降低衬纬纱的垫纱纵角,使成圈纱能够完全压住衬纬纱,避免编织下一横列纱嘴反向时,将衬纬纱反向拉离织针,导致衬纬失败,本发明要求弹性体纱在织物两端同时局部衬纬,纱嘴位置的调整范围很小,确保编织纱压住衬纬纱比较困难,因此合理安排两侧热塑性弹性体纱纱嘴位置和编织次序对于成功编织本发明描述的衣领极为重要。
[0048]
有益效果:
[0049]
(1)本发明的具有抗卷边特性的针织衣领,热定型后的领角具有良好的形状稳定性,经多次洗涤不会产生形变;
[0050]
(2)本发明的具有抗卷边特性的针织衣领,衣领表面平滑,外观良好且触感柔软,穿着舒适,适于人体长时间穿着;
[0051]
(3)本发明的具有抗卷边特性的针织衣领,制备工艺简单,成本较低,适用于大规模生产。
附图说明
[0052]
图1为本发明的衣领织物领角部分的衬垫组织图;
[0053]
图2为本发明的衣领织物领角部分的衬垫组织编织图;
[0054]
图3为本发明的衣领织物领角部分的衬纬组织图;
[0055]
图4为本发明的衣领织物领角部分的衬纬组织编织图;
[0056]
图5为本发明的衣领织物领角部分的添纱组织图;
[0057]
图6为本发明的衣领织物领角部分的添纱组织编织图;
[0058]
图7为衣领折叠后的形状示意图;
[0059]
图8为衣领热压后的形状示意图;
[0060]
图9为本发明的衣领织物局部编织的框选部分,即在罗纹组织的基础上衬垫的编织示意图;
[0061]
图10为本发明的衣领织物局部编织的框选部分,即在罗纹组织的基础上的衬纬编织示意图;
[0062]
图11为本发明的衣领织物局部编织的框选部分,即在罗纹组织的基础上添纱的编织示意图;
[0063]
图12为本发明的衣领织物编织添纱组织部分时的纱嘴相对位置;
[0064]
其中,1-含热塑性弹性体纱的领角区域,2-纱嘴a,3-纱嘴b1,4-垫纱角度。
具体实施方式
[0065]
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术
人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
[0066]
实施例1
[0067]
一种具有抗卷边特性针织衣领的制备方法,先编织在领角区域引入热塑性弹性体纱的衣领,再将衣领平铺后对其整体进行压缩热定型制得具有抗卷边特性针织衣领;
[0068]
编织采用三把纱嘴,一把纱嘴a穿主纱(3根36
s
的棉和麻的混纺纱,棉与麻的质量比为7:3),一把纱嘴b1穿热塑性弹性体纱(1根直径为0.15mm的tpu和tpee的混合双组分复丝,tpu与tpee的质量比为1:1),一把纱嘴b2穿热塑性弹性体纱(1根直径为0.15mm的tpu和tpee的混合双组分复丝,tpu与tpee的质量比为1:1);
[0069]
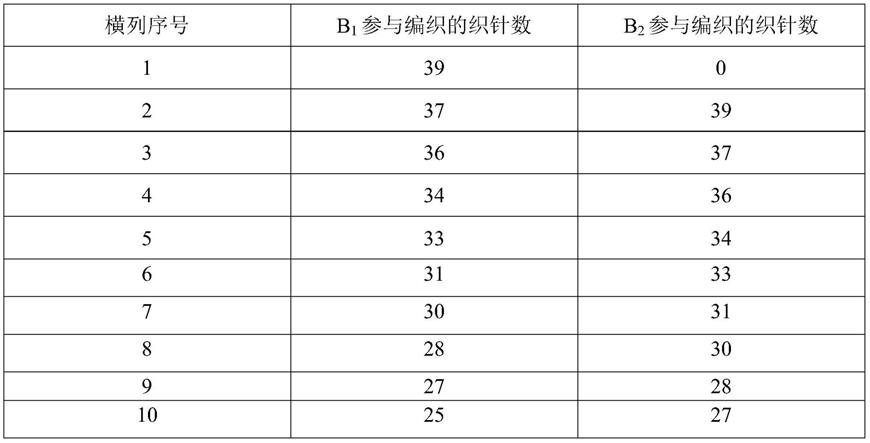
在领角区域引入热塑性弹性体纱采用将罗纹组织与衬垫组织复合的方式,罗纹组织为1+1罗纹组织,衬垫组织的衬垫比为1:2,衬垫组织如图1所示,衬垫组织的编织图如图2所示,具体编织过程如下(如图9所示):
[0070]
首先a起针编织一横列后空转1.5转回到起始编织位置,编织第一横列,a与b1同时进入编织区,a跟随b1从左向右编织罗纹组织,当b1走到左起第a1(39)针时,b1抬起,a继续编织罗纹组织至第一横列编织结束;
[0071]
然后第二横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a1(39)针时,b2抬起,a继续编织罗纹组织,当a走到左起第a2(37)针时,b1落下,a跟随b1从右向左编织罗纹组织至第二横列编织结束;
[0072]
接着编织第三横列,a跟随b1从左向右编织罗纹组织,当b1走到左起第a3(36)针时,b1抬起,a继续编织罗纹组织,当a走到右起第a2(37)针时,b2落下,a跟随b2从左向右编织罗纹组织至第三横列编织结束;
[0073]
再者编织第四横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a3(36)针时,b2抬起,a继续编织罗纹组织,当a走到左起第a4(34)针时,b1落下,a跟随b1从右向左编织罗纹组织至第四横列编织结束;
[0074]
最后,以此类推直至罗纹衬垫部分编织结束(即编织至第27横列),b1、b2相继退出编织区,a完成剩余部分的罗纹组织编织,各横列的织针总数为340,总横列数为128;
[0075]
具体地,横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0076]
[0077][0078]
压缩热定型是指将织物在200kpa的挤压力下保持折叠好的衣领形状(衣领折叠后的形状如图7所示,衣领热压后的形状如图8所示,其中1代表含热塑性弹性体纱的领角区域),并且在180℃下加热10秒后以150k/min的速率迅速冷却至60℃的加工过程。
[0079]
最终制得的具有抗卷边特性针织衣领的织物组织为罗纹组织和罗纹衬垫组织(罗纹衬垫组织是以1+1罗纹组织为地组织,与衬垫比为1:2的衬垫组织复合形成的一种组织),包含显露在织物表面的主纱和穿梭织物内部的热塑性弹性体纱,热塑性弹性体纱呈现线圈的弯曲形态;具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为8mn
·
cm,透气率为30mm/s。
[0080]
实施例2
[0081]
一种具有抗卷边特性针织衣领的制备方法,先编织在领角区域引入热塑性弹性体纱的衣领,再将衣领平铺后对其整体进行压缩热定型制得具有抗卷边特性针织衣领;
[0082]
编织采用三把纱嘴,一把纱嘴a穿主纱(4根40
s
的棉纱),一把纱嘴b1穿热塑性弹性体纱(1根直径为0.18mm的tpv丝),一把纱嘴b2穿热塑性弹性体纱(1根直径为0.18mm的tpv丝);
[0083]
在领角区域引入热塑性弹性体纱采用将罗纹组织与衬纬组织复合的方式,罗纹组织为1+1罗纹组织,衬纬组织如图3所示,衬纬组织的编织图如图4所示,具体编织过程如下(如图10所示):
[0084]
首先a起针编织一横列后空转1.5转回到起始编织位置,编织第一横列,a与b1同时
进入编织区,a跟随b1从左向右编织罗纹组织,当b1走到左起第a1(40)针时,b1抬起,a继续编织罗纹组织至第一横列编织结束;
[0085]
然后第二横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a1(40)针时,b2抬起,a继续编织罗纹组织,当a走到左起第a2(40)针时,b1落下,a跟随b1从右向左编织罗纹组织至第二横列编织结束;
[0086]
接着编织第三横列,a跟随b1从左向右编织罗纹组织,当b1走到左起第a3(38)针时,b1抬起,a继续编织罗纹组织,当a走到右起第a2(40)针时,b2落下,a跟随b2从左向右编织罗纹组织至第三横列编织结束;
[0087]
再者编织第四横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a3(38)针时,b2抬起,a继续编织罗纹组织,当a走到左起第a4(38)针时,b1落下,a跟随b1从右向左编织罗纹组织至第四横列编织结束;
[0088]
最后,以此类推直至罗纹衬纬部分编织结束(即编织至第41横列),b1、b2相继退出编织区,a完成剩余部分的罗纹组织编织,各横列的织针总数为340,总横列数为130;
[0089]
具体地,横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0090]
[0091][0092]
压缩热定型是指将织物在500kpa的挤压力下保持折叠好的衣领形状(衣领折叠后的形状如图7所示,衣领热压后的形状如图8所示,其中1代表含热塑性弹性体纱的领角区域),并且在180℃下加热10秒后以150k/min的速率迅速冷却至60℃的加工过程。
[0093]
最终制得的具有抗卷边特性针织衣领的织物组织为罗纹组织和罗纹衬纬组织(罗纹衬纬组织是以1+1罗纹组织为地组织,与衬纬组织复合形成的一种组织),包含显露在织
物表面的主纱和穿梭织物内部的热塑性弹性体纱,热塑性弹性体纱以平行于线圈横列的状态穿梭在罗纹组织中;具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为7.7mn
·
cm,透气率为27mm/s。
[0094]
实施例3
[0095]
一种具有抗卷边特性针织衣领的制备方法,先编织在领角区域引入热塑性弹性体纱的衣领,再将衣领平铺后对其整体进行压缩热定型制得具有抗卷边特性针织衣领;
[0096]
编织采用四把纱嘴,一把纱嘴a穿主纱(40d/75d的氨纶尼龙包覆丝,尼龙作为外包丝,氨纶作为芯纱),一把纱嘴a穿主纱(4根40
s
的棉纱),一把纱嘴b1穿热塑性弹性体纱(1根直径为0.13mm的tpu丝),一把纱嘴b2穿热塑性弹性体纱(1根直径为0.13mm的tpu丝);
[0097]
在领角区域引入热塑性弹性体纱采用将罗纹组织与添纱组织复合的方式,罗纹组织为1+1罗纹组织,添纱组织为两线添纱组织,添纱组织如图5所示,添纱组织的编织图如图6所示,编织过程中调节纱嘴a与纱嘴b1、b2工作时的前后距离和上下距离,使得a的垫纱角度始终小于b1、b2,即实现主纱喂入时始终盖在热塑性弹性体纱上,热塑性弹性体纱始终在线圈反面,主纱将热塑性弹性体纱覆盖,两种纱嘴的相对位置如图12所示,其中,2为纱嘴a,3为纱嘴b1,4为垫纱角度;具体编织过程如下(如图11所示):
[0098]
首先a起针编织一横列后空转1.5转回到起始编织位置,编织第一横列,a与b1同时进入编织区,a跟随b1从左向右编织罗纹组织,当b1走到左起第a1(40)针时,b1抬起,a继续编织罗纹组织至第一横列编织结束;
[0099]
然后第二横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a1(40)针时,b2抬起,a继续编织罗纹组织,当a走到左起第a2(39)针时,b1落下,a跟随b1从右向左编织罗纹组织至第二横列编织结束;
[0100]
接着编织第三横列,a跟随b1从左向右编织罗纹组织,当b1走到左起第a3(38)针时,b1抬起,a继续编织罗纹组织,当a走到右起第a2(39)针时,b2落下,a跟随b2从左向右编织罗纹组织至第三横列编织结束;
[0101]
再者编织第四横列,a跟随b2从右向左编织罗纹组织,当b2走到右起第a3(38)针时,b2抬起,a继续编织罗纹组织,当a走到左起第a4(37)针时,b1落下,a跟随b1从右向左编织罗纹组织至第四横列编织结束;
[0102]
最后,以此类推直至罗纹添纱部分编织结束(即编织至第41横列),b1、b2相继退出编织区,a完成剩余部分的罗纹组织编织,各横列的织针总数为340,总横列数为128;
[0103]
具体地,横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0104]
[0105][0106]
压缩热定型是指将织物在100kpa的挤压力下保持折叠好的衣领形状(衣领折叠后的形状如图7所示,衣领热压后的形状如图8所示,其中1代表含热塑性弹性体纱的领角区域),并且在180℃下加热10秒后以150k/min的速率迅速冷却至60℃的加工过程。
[0107]
最终制得的具有抗卷边特性针织衣领的织物组织为罗纹组织和罗纹添纱组织(罗纹添纱组织是以1+1罗纹组织为地组织,与两线添纱组织复合形成的一种组织),包含显露在织物表面的主纱和隐藏在织物内部且作为地纱的热塑性弹性体纱,热塑性弹性体纱呈现线圈的弯曲形态;具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为14mn
·
cm,透气率为29mm/s。
[0108]
实施例4
[0109]
一种具有抗卷边特性针织衣领的制备方法,基本同实施例1,不同之处仅在于:1)罗纹组织为满针罗纹组织;2)衬垫组织的衬垫比为1:1;3)横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0110]
[0111]
[0112][0113]
最终制得的具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为8.9mn
·
cm,透气率为25mm/s。
[0114]
实施例5
[0115]
一种具有抗卷边特性针织衣领的制备方法,基本同实施例1,不同之处仅在于:1)罗纹组织为2+1罗纹组织;2)衬垫组织的衬垫比为1:3;3)横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0116]
[0117][0118]
最终制得的具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为7.4mn
·
cm,透气率为28mm/s。
[0119]
实施例6
[0120]
一种具有抗卷边特性针织衣领的制备方法,基本同实施例2,不同之处仅在于:1)罗纹组织为2+2罗纹组织;2)横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0121]
[0122]
[0123]
[0124][0125]
最终制得的具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为13mn
·
cm,透气率为35mm/s。
[0126]
实施例7
[0127]
一种具有抗卷边特性针织衣领的制备方法,基本同实施例2,不同之处仅在于:1)罗纹组织为3+2罗纹组织;2)横列序号、b1参与编织的织针数、b2参与编织的织针数的对应关系如下表:
[0128]
[0129]
[0130]
[0131]
[0132][0133]
最终制得的具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为7.3mn
·
cm,透气率为37mm/s。
[0134]
实施例8
[0135]
一种具有抗卷边特性针织衣领的制备方法,基本同实施例3,不同之处仅在于:1)罗纹组织为3+3罗纹组织;2)添纱组织为三线添纱组织。
[0136]
最终制得的具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为13.2mn
·
cm,透气率为23mm/s。
[0137]
实施例9
[0138]
一种具有抗卷边特性针织衣领的制备方法,基本同实施例3,不同之处仅在于:1)添纱组织为四线添纱组织;2)横列序号、b1参与编织的织针数、b2参与编织的织针数的对应
关系如下表:
[0139]
[0140][0141]
最终制得的具有抗卷边特性针织衣领在滚筒式洗衣机中洗涤20次不会产生卷曲、褶皱或扭曲;具有抗卷边特性针织衣领与人体接触部分的抗弯刚度为13.5mn
·
cm,透气率为23.5mm/s。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1