一种碳纤维高精密印花导带及制备方法与流程
[0001]
本发明涉及印花导带技术领域,具体地说是一种碳纤维高精密印花导带。
背景技术:
[0002]
印染技术历史悠久,自近代1948年世界产生第一台纺织布动式印花机以来,对载物导体的输送带来说,由于印花物的多元化、印花花色不断增加、花型的持续更新、品质的步步升高,作为载物输送带的印花导带最终自成一类,成为集传动、输送、导向、定位等多功能一体的功能性传输带,而且随着工业化迭代也不断推陈出新。
[0003]
安阳市第三橡胶厂在1991年申请的新型环形印花导带cn91219338.7,骨架材料采用了一根整体织物,在织物正反两面涂有层间橡胶。经贴合环绕压合成环形,该导带产品在当时优点是承受拉力较大、不易裂痕、降低了成本。作为传统的橡胶印花导带,该技术在21世纪前后得到广泛应用,但由于橡胶生产技术的环保问题,以及多层硫化贴合的橡胶易起泡和分层,以及采用涤棉为主的骨架层材料延伸率大,疲劳强度低,导致该类产品逐渐被市场边缘化。
[0004]
杭州嘉濠印花染整有限公司在2014年申请的一种平网印花的印花导带专利中(cn203651162u),提供了一种解决平网印花导带收缩的机构,该机构以多个金属圈连续构成链状金属带附着于聚氨酯或橡胶印花导带两侧。该新型技术指出了目前市场上的印花导带存在的普遍问题,由于骨架层强度不高延伸率过大,印花导带在工作过中频繁伸缩,导致印花精度达不到产品要求。
技术实现要素:
[0005]
本发明的技术任务是解决现有技术的不足,提供一种碳纤维高精密印花导带及制备方法。该发明解决了目前纺织物、平面陶瓷、平面玻璃、无纺制品、纸制品等物动式印花应用中存在的印花导带延伸率大、印花精度不够、部分印花产品设计不能达到量产要求等问题,以碳纤维的高弹性模量、接近无延伸的特性结合骨架层制备技术,提供高精密、耐高温、抗疲劳、高耐久性的印花导带。
[0006]
本发明解决其技术问题所采用的技术方案是:
[0007]
1、本发明提供一种碳纤维高精密印花导带,该印花导带包括自外至内依次设置且粘接在一起的高分子工作层、中间碳纤维骨架层、摩擦层,
[0008]
所述高分子工作层由tpu聚氨酯、聚酯纤维pet织物、aramid芳酰胺纤维织物中一种或多种组合构成,厚度在0.5-1.5mm之间,表层硬度为邵氏a85度到 95度;
[0009]
所述中间碳纤维骨架层采用碳纤维复合制备,包含碳纤维、热塑性树脂、超支化聚合物、抗静电剂,厚度为0.2-1.0mm之间;
[0010]
所述摩擦层由聚酯纤维pet织物、尼龙纤维pa织物中一种或多种组合构成,厚度在0.3-1.5mm之间。
[0011]
可选地,所述中间碳纤维骨架层为碳纤维交联织物结构,由经纱、纬纱编织而成,
所述纬纱分四层,自外而内分别为第一上纬纱、第二上纬纱、第二下纬纱、第一下纬纱,第一上纬纱、第一下纬纱为第一纬纱组,第二上纬纱、第二下纬纱为第二纬纱组;第一纬纱组、第二纬纱组沿经纱方向依次交错间隔排列;
[0012]
经纱分三层,自外而内分别为上经纱、中间经纱、下经纱,第一上纬纱、第一下纬纱沿中间经纱对称分布,第二上纬纱、第二下纬纱沿中间经纱对称分布;
[0013]
上经纱、下经纱依次沿着所述中间经纱从左至右呈波浪形交替穿过所述纬纱。
[0014]
可选地,所述上经纱沿着中间经纱依次穿过第二上纬纱、第二下纬纱;所述下经纱沿着中间经纱依次穿过第二下纬纱、第二上纬纱。
[0015]
可选地,所述碳纤维交联织物采用1/1平纹,3/1斜纹,双经双纬交叉织纹的一种。
[0016]
2、本发明另提供一种碳纤维高精密印花导带的制备方法,包括如下步骤:
[0017]
s1、将高分子工作层可选用的衬层织物烘干定型备用;
[0018]
s2、将中间碳纤维骨架层所用碳纤维织物先在超声波或真空等离子设备中处理,然后把碳纤维布在有机溶剂中浸渍脱液后,再放入二元无机强酸液体中浸泡,最后清洗晾干定型备用;
[0019]
s3、将摩擦层所用织物烘干定型备用;
[0020]
s4、将处理剂和粘合剂均匀涂刮到高分子工作层织物、骨架层碳纤维织物和摩擦层织物反正面。
[0021]
s5、将热塑性聚氨酯tpu、抗静电剂、色母混合做弹性体原料,以挤出或熔融方式将弹性体原料分别均匀敷合在工作层织物、碳纤维织物、摩擦层织物上表面,然后依工序分别加热、定型、贴合这三层制备料,制成印花导带的合成体。
[0022]
可选地,还包括步骤:s6、根据需要对导带合成体的内表面进行涂层处理,提高耐磨和抗静电性能。
[0023]
可选地,步骤s2,所述中间碳纤维骨架层中,碳纤维织物以重量份计,包括:碳纤维为100份、热塑性树脂为5-10份、超支化聚合物为5-10份;
[0024]
其中超支化聚合物为超支化聚苯醚、超支化聚缩水甘油醚、超支化聚酯中的一种或几种。
[0025]
可选地,所述高分子工作层选取规格500-2000d的纱线做经纱,纬纱采用 0.2mm-0.5mm直径单股长丝,厚度0.3-1.5mm,克重在200-1500克/平方米之间。
[0026]
可选地,所述摩擦层选取规格500-2000d纱线做经纱,纬纱采用 0.2mm-0.5mm直径单股长丝,厚度0.3-0.8mm,克重在200-800克/平方米之间。
[0027]
可选地,步骤s5中,以重量份计,热塑性聚氨酯tpu为100份,纤维布为0-50份,抗静电剂为1-3份,色母为1-5份。
[0028]
可选地,所用织物的烘干定型为150-200摄氏度,涂胶温度为120-160摄氏度。
[0029]
可选地,所用织物采用1/1平纹,3/1斜纹,双经双纬交叉织纹的一种。
[0030]
本发明的碳纤维高精密印花导带与现有技术相比所产生的有益效果是:
[0031]
该发明解决了目前纺织物、平面陶瓷、平面玻璃、无纺制品、纸制品等物动式印花应用中存在的印花导带延伸率大、印花精度不够、部分印花产品设计不能达到量产要求等问题,以碳纤维的高弹性模量、接近无延伸的特性结合骨架层制备技术,提供高精密、耐高温、抗疲劳、高耐久性的印花导带。
附图说明
[0032]
为了更清楚地描述本发明一种碳纤维高精密印花导带及制备方法的工作原理,下面将附上简图作进一步说明。
[0033]
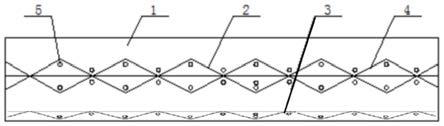
图1为本发明一种碳纤维高精密印花导带的结构示意图;
[0034]
图2为本发明中间碳纤维骨架层的示意图。
[0035]
图中各标号表示:
[0036]
1、高分子工作层,2、碳纤维骨架层,3、摩擦层,
[0037]
4、经纱,401、上经纱,402、中间经纱,403、下经纱,
[0038]
5、纬纱,501、第一上纬纱,502、第二上纬纱,503、第二下纬纱,
[0039]
504、第一下纬纱。
具体实施例
[0040]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0041]
目前纺织物、平面陶瓷、平面玻璃、无纺制品、纸制品等物动式印花应用中存在印花导带延伸率大、印花精度不够、部分印花产品设计不能达到量产要求等问题。
[0042]
碳纤维质量轻强度高,既具备碳素材料的高稳定性,又具备纺织纤维可加工性,其拉伸强度可达5000mpa以上,是芳纶纤维的2倍多,钢丝的5倍以上,而且具有优异的抗疲劳特性,使用碳纤维骨架层2制备的印花导带,具备低延伸高精密的性能表现。
[0043]
结合附图1、2,本发明的一种碳纤维高精密印花导带,包括自外至内依次设置且粘接在一起的高分子工作层1、中间碳纤维骨架层2、内摩擦层3,
[0044]
高分子工作层1由tpu聚氨酯、聚酯纤维pet织物、aramid芳酰胺纤维织物中一种或多种组合构成,厚度在0.5-1.5mm之间,表层硬度为邵氏a85度到95度;
[0045]
中间碳纤维骨架层2采用碳纤维复合制备,包含碳纤维、热塑性树脂、超支化聚合物、抗静电剂,厚度为0.2-1.0mm之间;
[0046]
摩擦层3由聚酯纤维pet织物、尼龙纤维pa织物中一种或多种组合构成,厚度在0.3-1.5mm之间。
[0047]
中间碳纤维骨架层2为碳纤维交联织物结构,由经纱4、纬纱5编织而成,所述纬纱5分四层,自外而内分别为第一上纬纱501、第二上纬纱502、第二下纬纱503、第一下纬纱504,第一上纬纱501、第一下纬纱504为第一纬纱5组,第二上纬纱502、第二下纬纱503为第二纬纱5组;第一纬纱5组、第二纬纱5组沿经纱4方向依次交错间隔排列;
[0048]
经纱4分三层,自外而内分别为上经纱401、中间经纱402、下经纱403,第一上纬纱501、第一下纬纱504沿中间经纱402对称分布,第二上纬纱502、第二下纬纱503沿中间经纱402对称分布;
[0049]
上经纱401、下经纱403依次沿着所述中间经纱402从左至右呈波浪形交替穿过所述纬纱5。
[0050]
上述上经纱401沿着中间经纱402依次穿过第二上纬纱502、第二下纬纱 503;所述
下经纱403沿着中间经纱402依次穿过第二下纬纱503、第二上纬纱 502。
[0051]
上述碳纤维交联织物采用1/1平纹,3/1斜纹,双经双纬交叉织纹的一种。
[0052]
实施例1
[0053]
本发明提供一种碳纤维高精密印花导带的制备方法,包括如下步骤:
[0054]
s1、将高分子工作层1可选用的衬层织物烘干定型备用,选取聚酯纤维pet 织物的规格为经纱41000d,纬纱5采用0.3mm直径单股长丝,厚度0.45mm。
[0055]
s2、将中间碳纤维骨架层2所用碳纤维织物在真空等离子设备中处理,然后把碳纤维布在有机溶剂中浸渍脱液后,再放入二元无机强酸液体中浸泡,最后清洗晾干定型备用,所用碳纤维拉伸强度3200mpa,弹性模量350gpa,伸长率0.6%,厚度0.4mm。
[0056]
s3、将摩擦层3所用聚酯纤维pet织物烘干定型备用,该织物选用1000d规格经纱4,纬纱5采用0.3mm直径单股长丝,厚度0.45mm。
[0057]
s4、将处理剂和粘合剂均匀涂刮到高分子工作层1工作层织物、骨架层碳纤维织物和摩擦层3聚酯纤维织物反正面。
[0058]
s5、将热塑性聚氨酯tpu、抗静电剂、色母等混合做原料,以挤出方式将上述弹性体原料分别均匀敷合在工作层织物、骨架层织物、摩擦层3织物上表面,然后依工序加热、定型、贴合这三层制备料,制成印花导带的合成体。
[0059]
s6、对导带合成体的内表面进行涂层处理,提高耐磨和抗静电性能,最终导带厚度为2.3mm。
[0060]
对比例一
[0061]
本发明提供一种碳纤维高精密印花导带的制备方法,包括如下步骤:
[0062]
s1、将高分子工作层1可选用的衬层织物烘干定型备用,选取聚酯纤维pet 织物的规格为经纱41000d,纬纱5采用0.3mm直径单股长丝,厚度0.45mm。
[0063]
s2、将中间碳纤维骨架层2选取市售aramid芳酰胺纤维织物,纤维型号为 kevlar-29,拉伸强度2900mpa,弹性模量70gpa,伸长率3.5%,规格为经纱 41000d,纬纱5采用0.3mm直径聚酯单股长丝,厚度0.6mm。
[0064]
s3、将摩擦层3所用聚酯纤维pet织物烘干定型备用,该织物选用1000d 规格经纱4,纬纱5采用0.3mm直径单股长丝,厚度0.45mm。
[0065]
s4、将处理剂和粘合剂均匀涂刮到高分子工作层1工作层织物、骨架层碳纤维织物和摩擦层3聚酯纤维织物反正面。
[0066]
s5、将热塑性聚氨酯tpu、抗静电剂、色母等混合做原料,以挤出方式将上述弹性体原料分别均匀敷合在工作层织物、骨架层织物、摩擦层3织物上表面,然后依工序加热、定型、贴合这三层制备料,制成印花导带的合成体。
[0067]
s6、对导带合成体的内表面进行涂层处理,提高耐磨和抗静电性能,最终导带厚度为2.5mm。
[0068]
对比例二
[0069]
本发明提供一种碳纤维高精密印花导带的制备方法,包括如下步骤:
[0070]
s1、将高分子工作层1可选用的衬层织物烘干定型备用,选取聚酯纤维pet 织物的规格为经纱41000d,纬纱5采用0.3mm直径单股长丝,厚度0.45mm。
[0071]
s2、骨架层选取市售aramid芳酰胺纤维和聚酯纤维混合织物,两者作为经纱4交替
排列,其中芳酰胺纤维型号为kevlar-29,拉伸强度2900mpa,弹性模量 70gpa,伸长率3.5%,规格1000d,聚酯纤维规格1000d,纬纱5采用0.3mm直径聚酯单股长丝,骨架层厚度0.8mm。
[0072]
s3、将摩擦层3所用聚酯纤维pet织物烘干定型备用,该织物选用1000d规格经纱4,纬纱5采用0.3mm直径单股长丝,厚度0.45mm。
[0073]
s4、将处理剂和粘合剂均匀涂刮到高分子工作层1织物、骨架层碳纤维织物和摩擦层3聚酯纤维织物反正面。
[0074]
s5、将热塑性聚氨酯tpu、抗静电剂、色母等混合做原料,以挤出方式将上述弹性体原料分别均匀敷合骨架层织物、摩擦层3织物上表面,然后依工序加热、定型、贴合这2层制备料,制成印花导带的合成体。
[0075]
s6、对导带合成体的内表面进行涂层处理,提高耐磨和抗静电性能,最终导带厚度为2.7mm。
[0076][0077][0078]
注:试样规格为250mm
×
25mm;室温25℃;相对湿度为65%。
[0079]
由实施例对比可以看出,由碳纤维骨架层2制备的印花导带,具备高强度低延伸的特性,可以为各类物动式印花机包括但不限于纺织平网印花机、纺织圆网印花机、瓷砖印花机、无纺纤维制品印花机等提供高精密的载物导带,完全填补了市场的空白区,可创造更高精密要求的印花产品,而由于碳纤维的高稳定性和高耐疲劳特性,更是为导带的耐久一致性提供了足够的保证。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1