一种阻燃涤纶卷帘面料及其制备方法与流程
[0001]
本发明涉及阻燃涤纶材料制造卷帘(遮阳帘)技术领域,更具体的说,它涉及一种阻燃涤纶卷帘面料及其制备方法。
背景技术:
[0002]
由于公共场所大量使用易燃可燃材料致使火灾不断发生,造成群死群伤,给人民生命和财产安全造成极大的损失。我国2009年修订实施的《消防法》新增加“第二十六条建筑构件、建筑材料和室内装修、装饰材料的防火性能必须符合国家标准;没有国家标准的,必须符合行业标准。人员密集场所室内装修、装饰,应当按照消防技术标准的要求,使用不燃、难燃材料。”内容,在《消防法》的规定中,属于难燃材料级别的消防技术标准是国家强制性的gb20286-2006《公共场所阻燃制品及组件燃烧性能要求和标识》标准的阻燃1级和gb8624-2012《建筑防火材料燃烧性能分级》标准的b1级两个标准。在gb50222《建筑内部装修设计防火规范》中,该防火规范根据火灾风险程度对不同场所进行了划分,分别规定了gb8624 b1级、或b2级的使用范围,也即是说:在公共场所的装修装饰材料中,除必须按照《消防法》第26条规定使用gb8624 b1级外,按照gb50222标准的防火规范有些部分的装修装饰材料可使用gb8624 b2级。我国人员密集场所的办公楼(室)、候机厅、候车厅、火车高铁等公共场所,一直都在大量使用具有遮阳功能的卷帘窗帘,但是,市场上能够满足法律、法规和阻燃标准规定的阻燃卷帘窗帘却很少。在jg/t 254-2015《建筑用遮阳软卷帘》中规定了“燃烧性能,室内用应不低于gb8624-2012 b2级要求”,即b2级是最低要求,超过b2级提高标准为b1级是鼓励的。所以,阻燃卷帘窗帘的市场空间非常大,且需求正与日俱增。
[0003]
现有技术生产的阻燃卷帘面料很难满足gb8624-2012 b1级(难燃材料),能满足gb8624-2012 b2级标准的卷帘面料一般是通过涤纶材料加阻燃涂层或玻璃纤维织布再经涂覆的方法生产。而采用玻璃纤维织布再经涂覆的方法生产的阻燃卷帘面料,仍然存在明显的缺陷:即工艺复杂,成本较高致产品价格高,同时玻璃纤维材料在使用过程中对人体和环境不太友好。在市场上阻燃卷帘面料占主导地位的生产技术方法是:采用涤纶纤维布用pvc等材料添加阻燃剂涂覆的方式生产,但是,该类技术方法产品无法满足gb8624 b1级(loi≥32.0%),虽可能满足gb8624 b2级(loi≥26.0%)标准,但该类技术和产品仍然存在缺陷,即用pvc等有机材料和阻燃剂一起涂覆,生产成本仍然较高,且生产涂覆生产过程的对人体健康和环境影响较大。除此之外,不合理的阻燃材料与非阻燃材料的比例使产品的阻燃效果无法得到保证。
技术实现要素:
[0004]
本发明的目的在于提供一种阻燃涤纶卷帘面料及其制备方法,采用成本较低的非阻燃聚酯切片,与阻燃材料混合制备阻燃涤纶卷帘面料,在满足我国公共场所强制性消防技术标准gb8624 b1级和b2级的前提下,大大降低了成本。
[0005]
一方面,本发明提供了一种阻燃涤纶卷帘面料的制备方法,由非阻燃聚酯切片,或
非阻燃聚酯切片与高粘度共聚阻燃聚酯切片混合,或者非阻燃聚酯切片与磷系阻燃剂母粒混合,再分别添加色母粒共混进行原液着色纺丝、经坯布织造、染厂处理,包括以下步骤:
[0006]
步骤1,1)采用粘度为0.72~0.95dl/g的非阻燃聚酯切片与含磷量为5500~7100ppm、粘度为0.72~0.95dl/g的共聚阻燃聚酯切片混合,两者之间的混合比例为非阻燃聚酯切片35~65wt%,共聚阻燃聚酯切片65~35wt%,或者2)粘度为0.72~0.95dl/g的共聚阻燃聚酯切片,或者3)粘度为0.72~0.95dl/g的非阻燃聚酯切片,或者4)粘度为0.72~0.95dl/g的非阻燃聚酯切片与磷系阻燃剂母粒混合;
[0007]
分别向1)~4)中添加色母粒和功能材料,共混均匀,进行原液着色纺丝及后纺成有色功能性阻燃涤纶纤维和有色功能性非阻燃涤纶纤维;
[0008]
步骤2,经有色功能性阻燃涤纶纤维织造成有色功能性阻燃涤纶坯布,或者有色功能性阻燃涤纶纤维与有色功能性非阻燃涤纶纤维交织成有色功能性阻燃涤纶坯布;
[0009]
步骤3,将有色功能性阻燃涤纶坯布在100~120℃的温度下加入弱碱性清洗剂处理或者加入退浆剂退浆处理,其中添加磷系阻燃剂母粒混纺制得的有色功能性阻燃涤纶坯布在100~105℃的温度下加入弱碱性清洗剂处理或者加入退浆剂退浆处理,再在80~95℃的温度下进行清洗处理,在定型机上用温度165~205℃、速度15~30米/分钟定型,获得阻燃涤纶卷帘面料。
[0010]
本发明中的非阻燃聚酯切片、共聚阻燃聚酯切片、有机磷系阻燃剂母粒均市售可得。其中,首先获得四种纤维,即由步骤1,1)制成的有色功能性阻燃涤纶纤维,由步骤1,2)制成的有色功能性阻燃涤纶纤维,由步骤1,3)制得的有色功能性非阻燃涤纶纤维,由步骤1,4)制成的有色功能性阻燃涤纶纤维。
[0011]
有色功能性阻燃涤纶坯布则可由:全部1)制成的有色功能性阻燃涤纶纤维织成,或者全部4)制成的有色功能性阻燃涤纶纤维织成,或者2)制成的有色功能性阻燃涤纶纤维的65~35wt%与3)制得的有色功能性非阻燃涤纶纤维的35~65wt%交织而成,或者产品阻燃涤纶卷帘面料的阻燃性效果在能够满足氧指数值达到26.3%及以上的条件下,1)有色功能性阻燃涤纶纤维与2)有色功能性阻燃涤纶纤维交织,或与3)有色功能性非阻燃涤纶纤维交织,或与4)有色功能性阻燃涤纶纤维交织,以及其他方式在控制合适比例条件下进行交织。
[0012]
本发明的目的,是在保证阻燃涤纶卷帘面料的燃烧性能满足gb8624 b1级、b2级和满足卷帘面料使用功能的前提下,降低阻燃成分的用量,比如用非阻燃切片与阻燃切片混合纺丝,比如用非阻燃丝与阻燃丝交织,又比如用非阻燃切片与阻燃剂混合纺丝,均可较大幅度地降低生产成本,其成本降低的程度与用100%共聚阻燃聚酯切片为原料生产阻燃涤纶卷帘面料比较,本发明的生产成本将降低15%以上。
[0013]
采用高粘度的聚酯切片为原料是由于高粘度聚酯的分子量高于常规的聚酯的分子量,其分子链长,分子之间滑移空间变小,纺丝能得到高断裂强度的阻燃涤纶或非阻燃涤纶dty网络丝和/或aty,使纤维的硬挺度增大,经机织织造成坯布,再经染厂对坯布高温处理使其纤维收缩,高温定型固定纤维及面料的延展度和硬挺度,从而做到面料不变形、不起皱,满足了卷帘面料的使用功能;当面料不涂层、不添加硬挺剂以及类似物质,使卷帘面料的燃烧性能不受可燃有机物质的影响而达到所需求的阻燃等级,面料材质成分保持由100%有色功能性阻燃涤纶纤维组成,或者由有色功能性阻燃涤纶纤维与有色功能性非阻
燃涤纶纤维交织组成。
[0014]
这其中,如果聚酯切片的粘度较低,如粘度在0.7dl/g以下,纺出纤维的断裂强度低、柔软,生产而成的面料无法做到挺括,容易变柔软、变皱,不能作为卷帘面料使用;但若聚酯切片的粘度在1.0dl/g以上,对于多f数dty的纺丝、加网络较难,纺出纤维断裂强度达到6.5dl/g以上,对织造造成困难,织成坯布经处理后的硬挺度很高,使面料很难收卷或无法收卷紧实,也无法作为卷帘面料使用。
[0015]
采用添加色母粒与聚酯切片共混进行原液着色纺丝,优势有两点,一是色纺丝织成面料的耐光色牢度高于染色面料的耐光色牢度至少1级甚至2级以上,可满足卷帘面料对耐光色牢度的高标准要求;二是原液着色纺丝在纺丝时不另外增加环境污染,即不需要在染厂进行染色无染色废水排放对环境友好。色母粒的添加量是根据颜色所需而决定,无需确定优选条件。
[0016]
采用添加抗菌母粒、抗紫外母粒和负离子母粒的一种或多种在原液着色纺丝中一同混纺,从而实现卷帘面料在具有高阻燃性、高耐光色牢度的同时,具有抗菌、防霉的附加功能,和/或具有防紫外线、屏蔽紫外线的附加功能,和/或具有释放负离子的附加功能。
[0017]
优选的,步骤1中,所述纤维中的“功能性”为纺丝时添加的抗菌母粒、抗紫外母粒、负离子母粒的一种或多种功能材料所形成,添加量分别为0~4.8%。抗菌母粒、抗紫外母粒、负离子母粒均市售可得。
[0018]
优选的,步骤1中,所述原液着色纺丝为熔融纺丝为:1)非阻燃聚酯切片与一定比例的共聚阻燃聚酯切片混合,2)100%共聚阻燃聚酯切片,3)100%非阻燃聚酯切片,4)非阻燃聚酯切片与一定比例的磷系阻燃剂母粒混合,分别向1)~4)中添加色母粒、功能材料的共混物干燥至水分为35ppm以下、温度为263~288℃、熔体压力为15.5~19.5mpa。
[0019]
优选的,步骤1中,所述有色功能性阻燃涤纶纤维包括有色功能性阻燃涤纶dty网络丝和有色功能性阻燃涤纶aty,所述有色功能性非阻燃涤纶纤维包括有色功能性非阻燃涤纶dty网络丝和有色功能性非阻燃涤纶aty。
[0020]
优选的,所述有色功能性阻燃涤纶dty网络丝由原液着色纺丝而成的有色功能性阻燃涤纶poy进一步经加热、牵伸加工得到,有色功能性非阻燃涤纶dty网络丝由原液着色纺丝而成的有色功能性非阻燃涤纶poy进一步经加热、牵伸加工得到,所述有色功能性阻燃涤纶aty由原液着色纺丝而成的有色功能性阻燃涤纶poy进一步在空气变形加工机上经加热、牵伸、空气变形加工得到,有色功能性非阻燃涤纶aty由原液着色纺丝而成的有色功能性非阻燃涤纶poy进一步在空气变形加工机上经加热、牵伸、空气变形加工得到。
[0021]
优选的,所述有色功能性阻燃涤纶dty网络丝或者有色功能性非阻燃涤纶dty网络丝为108~512dtex/36~144f(或97~461d/36~144f),断裂强度为3.6~6.1cn/dtex;所述有色功能性阻燃涤纶aty或者有色功能性非阻燃涤纶aty为233~694dtex/72~144f(或198~625d/72~144f),断裂强度为3.6~6.1cn/dtex。
[0022]
优选的,步骤2中,机织织造时,有色功能性阻燃涤纶dty网络丝为经丝和/或纬丝,有色功能性阻燃涤纶aty为经丝和/或纬丝,有色功能性阻燃涤纶dty网络丝或者aty的35~65wt%与有色功能性非阻燃涤纶dty网络丝或者aty的35~65wt%进行交织得到有色功能性阻燃涤纶坯布。也就是说,所制备的有色功能性阻燃涤纶坯布可以是全部由有色功能性阻燃涤纶dty网络丝或者全部由有色功能性阻燃涤纶aty织成,或者由有色功能性阻燃涤纶
dty网络丝或者有色功能性阻燃涤纶aty交织而成;或者由有色功能性阻燃涤纶dty网络丝或者aty与有色功能性非阻燃涤纶dty网络丝或者aty交织而成。
[0023]
优选的,步骤3中,有色功能性阻燃涤纶坯布的清洗处理或退浆处理均在高温卷染机缸内进行,清洗处理或者退浆处理的时间为10~20分钟,再次清洗处理的时间为10~15分钟。
[0024]
优选的,所述面料的干燥和定型工艺过程条件为:面料出卷染机缸后经多辊蒸汽烘干机烘干,用拉幅定型机在温度165~205℃、速度10~30米/分钟的条件下定型。
[0025]
优选的,为获得全遮光面料的操作:高温定型后不进行轧光的面料遮光率可达到95~98%,但若面料要达到遮光率99~100%或要求光亮度高时,则需进行轧光处理,即在轧光机上控制温度为110~160℃、压力为5.5~11mpa、速度为10~25米/分钟的条件下将面料轧光1~4次。所述全遮光面料,指的是遮光率为95~100%的全遮光或接近全遮光。面料经轧光处理后增加了平整度、挺括度、光亮度,从而进一步提升了面料遮光效果。
[0026]
优选的,为获得具有开孔性和透光性面料的操作:对于开孔性小、透光性小的面料,如遮光率90~95%,在织造时经纬线密度降低的程度较小,可依靠纤维之间自身的稳固性不会产生滑移。
[0027]
另一方面,本发明还提供了一种阻燃涤纶卷帘面料,所述的阻燃涤纶卷帘面料由上述制备方法制备而成,阻燃涤纶卷帘面料材质由100%含有阻燃功能及功能性材料的有色涤纶纤维组成,或者由100%含有阻燃功能及功能性材料的有色涤纶纤维与100%含有非阻燃功能及功能性材料的有色涤纶纤维交织组成,阻燃涤纶卷帘面料无涂层,不含硬挺剂及类似物质,阻燃涤纶卷帘面料的克重为175~550g/m2,氧指数为26.3~36.0%。
[0028]
在我国gb8624-2012标准的燃烧性能等级分级为:
[0029]
a级,不燃材料(及制品);
[0030]
b1级,难燃材料(及制品),loi≥32.0%;
[0031]
b2级,可燃材料(及制品),loi≥26.0%;
[0032]
b3级,易燃材料(及制品);无性能要求。
[0033]
本发明提供的阻燃卷帘面料的氧指数(loi)为26.3~36.0%,即满足了gb8624 b1级(难燃材料)级别,也满足b2级的标准要求,阻燃效果显著。
[0034]
进一步,
[0035]
有色功能性阻燃涤纶纤维或有色功能性非阻燃涤纶纤维制造:
[0036]
1)用粘度为0.75~0.98dl/g、磷含量为5500~7200ppm的共聚阻燃聚酯切片与粘度为0.75~0.98dl/g的非阻燃聚酯切片按一定比例混合,
[0037]
2)用粘度为0.75~0.98dl/g、磷含量为5500~7200ppm的共聚阻燃聚酯切片,
[0038]
3)用粘度为0.75~0.98dl/g的非阻燃聚酯切片,
[0039]
4)用粘度为0.75~0.98dl/g的非阻燃聚酯切片与一定比例的磷系阻燃剂母粒混合,
[0040]
分别在1)~4)中,根据所需颜色添加一定量的色母粒,根据功能性所需添加0~4.8wt%的抗菌母粒、抗紫外母粒、负离子母粒的一种或多种功能材料,共同混合均匀,在干燥塔中干燥到水分含量下降到35ppm及以下,用熔融纺丝设备进行原液着色纺丝方法,在纺丝温度265~285℃和熔体压力15.5~19.5mpa的条件下纺丝成有色功能性阻燃涤纶poy或
者有色功能性非阻燃涤纶poy。所述的有色功能性阻燃涤纶poy或者有色功能性非阻燃涤纶poy进一步在加弹牵伸机上加工得到有色功能性阻燃涤纶dty网络丝或者有色功能性非阻燃涤纶dty网络丝;所述的有色功能性阻燃涤纶poy或者有色功能性非阻燃涤纶poy进一步在空气变形纱机上加工得到有色功能性阻燃涤纶aty或者有色功能性非阻燃涤纶aty。
[0041]
所述技术方案加入的抗菌母粒、抗紫外母粒、负离子母粒的一种或多种功能材料,得到的纤维若分别体现将出现多个功能连在一起就较复杂,为了简化则统一简称为“功能性”,该“功能性”即是由添加的抗菌母粒、抗紫外母粒、负离子母粒的一种或多种功能材料所形成的,或者叫所体现的。
[0042]
所述技术方案得到的有色功能性阻燃涤纶dty网络丝或者有色功能性非阻燃涤纶dty网络丝为108~512dtex(或97~461d),断裂强度为3.6~6.1cn/dtex。所述技术方案得到的有色功能性阻燃涤纶aty或者有色功能性非阻燃涤纶aty为220~722dtex(或198~650d),其断裂强度为3.6~6.1cn/dtex。
[0043]
所述的磷系阻燃剂选择,由于原液着色纺丝织布后不需要在温度130℃,时间30分钟以上进行染色,只需要将色织坯布在温度100~105℃、时间20分钟内,纤维分子链膨胀较小阻燃剂从纤维中分离也就很少,可做到清除掉纤维表面油渍等杂物而让含磷阻燃剂成分受到损失或减少损失。所以,适合本技术方案的阻燃剂应同时满足以下三个条件:
[0044]
1)阻燃剂必须为固态而不能为液态,固态粉末材料不宜直接添加而需制成阻燃剂母粒添加:2)阻燃剂的熔点大于混合物干燥温度以上,小于等于聚酯切片熔点温度,分解温度大于熔融纺丝温度以上:3)阻燃剂磷含量大于8.5%,磷含量越高则阻燃剂添加量越小即对纤维可纺性的影响就越小。
[0045]
优选的,适合本方案混纺的阻燃剂为,有机磷系阻燃剂固态母粒,熔点≥180℃≤255℃,分解温度≥295℃,磷含量≥8.5wt%,在原液着色纺丝混合物中添加量为2.0~7.5wt%。
[0046]
有色功能性阻燃涤纶坯布织造:
[0047]
织造方法1:根据面料的平方米克重和风格组织需要,选取所述的有色功能性阻燃涤纶dty网络丝中的合适规格,其经向、纬向均用相同规格、或者纬向大于经向的线密度,在经纬密度合适的条件下,在喷水织机或剑杆织机上用平纹、斜纹、变化平纹、变化斜纹组织织造得到有色阻燃涤纶坯布,或在电子多臂织机上用提花组织织造得到有色功能性阻燃涤纶坯布。
[0048]
织造方法2:根据面料的平方米克重和风格组织需要,选取所述的有色功能性阻燃涤纶dty网络丝中的合适规格与有色功能性阻燃涤纶aty中的合适规格,在经纬密度合适的条件下,在喷水织机或剑杆织机上用平纹、斜纹、变化平纹、变化斜纹组织织造得到有色功能性阻燃涤纶坯布,或在电子多臂织机上用提花组织织造得到有色功能性阻燃涤纶坯布。
[0049]
织造方法3:根据面料的平方米克重和风格组织需要,选取所述的有色功能性阻燃涤纶aty中的合适规格,其经向、纬向均用相同规格、或者纬向大于经向的线密度,在经纬密度合适的条件下,在喷水织机或剑杆织机上用平纹、斜纹、变化平纹、变化斜纹组织织造得到有色功能性阻燃涤纶坯布,或在电子多臂织机上用提花组织织造得到有色功能性阻燃涤纶坯布。
[0050]
织造方法4:根据面料的平方米克重和风格组织需要,选取所述的有色功能性阻燃
涤纶dty和/或aty的35~65wt%与有色功能性非阻燃涤纶dty和/或aty的65~35wt%进行交织,其经向用阻燃纤维与纬向用非阻燃纤维或者经向用非阻燃纤维与纬向用阻燃纤维,其经向、纬向均用相同规格或者纬向大于经向的线密度,在喷水织机或剑杆织机上用平纹、斜纹、变化平纹、变化斜纹组织织造得到有色功能性阻燃涤纶坯布,或在电子多臂织机上用提花组织织造得到有色功能性阻燃涤纶坯布。
[0051]
织造方法5:根据面料的平方米克重和风格组织需要,选取所述的有色功能性阻燃涤纶dty和/或aty中的合适规格,其经向、纬向均用相同规格、或者纬向大于经向的线密度,根据面料开孔性、透光性的大小要求,较小程度降低经纬密度织造可得到具有较小开孔率、透光性的面料,如遮光率90~95%的面料;较大程度降低经纬密度织造可得到具有较大开孔率、透光性的面料,如遮光率80~90%的面料。
[0052]
在织造时,用切片粘度较低纺出纤维的断裂强度在5.0cn/dtex以下时其重网络程度较好时,经丝不用上浆可直接织造;若切片粘度较高纺出纤维的断裂强度在5.0cn/dtex以上其重网络程度较差时,则经丝需通过上浆后进行织造。
[0053]
在织造时,经纬密度大的可满足全遮光或接近全遮光卷帘面料(遮阳面料)的需要,经纬密度小可满足需要开孔率或半遮光卷帘面料(遮阳面料)的需要。
[0054]
有色功能性阻燃涤纶面料后加工:
[0055]
所述的有色功能性阻燃涤纶坯布需要进行后加工才能作为卷帘面料使用,其方法如下:
[0056]
将所述的有色功能性阻燃涤纶坯布在染厂,在卷染机缸内,对于未上浆的坯布则加入适量弱碱性清洗剂处理后再用自来水清洗处理;对于已上浆的坯布则加入适量退浆剂进行退浆处理后再用少量中性清洗剂清洗处理,弱碱性清洗处理或者退浆处理在温度为100~120℃、时间为10~20分钟条件下进行,其中对于加入磷系阻燃剂母粒混纺得到的色织坯布的弱碱性处理或者退浆处理控制在温度100~105℃的条件,然后排掉处理液,再次清洗在温度为85~95℃、时间为10~15分钟的条件下进行,出缸,在多辊蒸汽烘干机上烘干,用拉幅定型机在温度165~210℃、速度10~30米/分钟的条件下定型,面料经检验、打卷包装,得到所述的阻燃涤纶卷帘面料。
[0057]
对于全遮光卷帘面料,上述增大经纬密度织造、染厂高温处理、高温定型后的阻燃涤纶卷帘面料便可达到95~98%的遮光率,但为了使面料得到更好的遮光性效果以及面料的平整性和光亮度,达到遮光率99~100%时,则将所述的定型机上定型后的面料在轧光机上用温度110~160℃、压力5.5~11mpa、速度10~25米/分的条件将面料轧光1~4次,面料经检验、打卷包装,得到所述的阻燃涤纶卷帘面料。
[0058]
所述的阻燃涤纶卷帘面料经检测,阻燃性能优异,其氧指数达到26.3~36.0%,耐光色牢度达到5级以上,同时具有抗菌性能、抗紫外性能、负离子等功能性的作用。
[0059]
本发明的有益效果:
[0060]
1、采用非阻燃聚酯切片与共聚阻燃聚酯切片混合控制磷含量的合适比例纺丝;非阻燃切片纺丝得到的纤维与共聚阻燃聚酯切片纺丝得到的纤维控制经纬线交织的合适比例;非阻燃聚酯切片与磷系阻燃剂母粒混合控制磷含量的合适比例纺丝,织成坯布,面料在后加工时不经过涂层、不添加硬挺剂等类似物质得到的阻燃涤纶卷帘面料的燃烧性能达到gb8624 b1级、b2级标准的要求,同时可以降低生产成本15%以上。
[0061]
2、加入色母粒进行原液着色纺丝(即色纺)法,使生产变得简单容易控制阻燃效果,同时得到高于染色面料的高耐光色牢度,再则无需对面料染色而增大了对环境友好的贡献。
[0062]
3、加入抗菌、抗紫外、负离子母粒的一种或多种同时进行原液着色纺丝,使卷帘面料同时具有抗菌效果、抗紫外线效果、负离子效果的增值功能或附加功能效果,满足了难燃涤纶卷帘面料多用途的使用功能。
具体实施方式
[0063]
下面对本发明涉及的结构或这些所使用的技术术语做进一步的说明。这些说明仅仅是采用举例的方式进行说明本发明的方式是如何实现的,并不能对本发明构成任何的限制。
[0064]
实施例1
[0065]
本实施例的目的是制作阻燃涤纶多功能卷帘面料的纤维原料,即灰色多功能阻燃涤纶dty网络丝、灰色多功能阻燃涤纶aty。
[0066]
第一步,用高粘度的共聚阻燃聚酯切片与非阻燃聚酯切片共混制作有色多功能阻燃涤纶纤维原料:
[0067]
1)取四川东材科技定制生产的磷含量为5500ppm、粘度0.74dl/g的共聚阻燃聚酯切片450kg与从市场上采购的粘度为0.75dl/g的非阻燃聚酯切片88kg混合,再添加入苏州宝丽迪公司生产按配色所需的灰色母粒18kg、抗菌母粒20kg,共混并搅拌均匀,在干燥塔中干燥到水分含量下降到30ppm,在熔融纺丝机上用36孔喷丝板,纺丝开始的物料放流过程中,逐步调整纺丝温度为278~281℃,控制熔体压力为约15.5mpa,纺丝速度为2800米/分,卷绕成型,得到188dtex/36f灰色多功能阻燃涤纶poy重量422kg。
[0068]
2)上述的灰色多功能阻燃涤纶poy经存放8个小时后:
[0069]
(11)取重量122kg灰色多功能阻燃涤纶poy,单根在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到111dtex/36f(100d/36f)灰色多功能阻燃涤纶dty网络丝112kg;
[0070]
(12)取重量155kg灰色多功能阻燃涤纶poy,双根并线在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到222dtex/72f(200d/72f)灰色多功能阻燃涤纶dty网络丝143kg。
[0071]
(13)取重量145kg灰色多功能阻燃涤纶poy,在空气变形纱机上将4根合并,加热牵伸,经空气变形加工得到毛圈轻微的464dtex/144f(418d/144f)灰色多功能阻燃涤纶aty,重量131kg。
[0072]
在有色多功能阻燃纤维中成分占比为:阻燃聚酯78.13%、非阻燃聚酯15.28%、色母粒和功能性母粒6.60%,纤维中磷含量为4297ppm。
[0073]
得到的灰色多功能阻燃涤纶dty网络丝和aty,检测断裂强度:(11)为3.7cn/dtex;(12)为3.7cn/dtex;(13)为3.6cn/dtex。
[0074]
第二步,制作有色多功能阻燃涤纶坯布:
[0075]
取(11)的111dtex灰色多功能阻燃涤纶dty网络丝60kg倒筒用作经丝,牵经,上机经密80根/cm,上机幅宽180cm;取(12)的222dtex灰色多功能阻燃涤纶dty网络丝用作纬丝,
用重磅喷水织机以双经单纬平纹组织尽量加大纬密上机织造,当坯布米数达到60米后停机,纬丝更换为(13)的464dtex灰色多功能阻燃涤纶aty,同样以双经单纬平纹组织尽量加大纬密上机纬密继续织造,共得到有色多功能阻燃涤纶坯布合计为123米(其中222dtex纬丝60米、336dtex纬丝63米)。
[0076]
第三步,制作多功能阻燃涤纶卷帘面料:
[0077]
有色多功能阻燃涤纶面料后加工,将有色多功能阻燃涤纶坯布送至染厂,卷绕在高温巻染机内横辊上,在机槽内加入约400kg自来水,加入适量弱碱性清洗剂搅匀,升温到120℃,清洗时间20分钟,然后降温到70度以下后排水,再注入约350kg自来水在90℃清洗12分钟,排水、出缸,面料经多辊蒸汽烘干机干燥,在拉幅定型机上,温度为175℃、控制适当超喂,以20米/分的速度定型,然后验布、打卷,得到成品(14)门幅150cm、克重178g/m2的阻燃涤纶多功能卷帘面料54米;得到成品(15)门幅150cm、克重203g/m2的阻燃涤纶多功能卷帘面料50米。
[0078]
成品面料挺括性较好,经检测氧指数:(14)为35.3%;(15)为35.8%。
[0079]
实施例2
[0080]
本实施例的目的是制作阻燃涤纶多功能卷帘面料的纤维原料,即灰色多功能阻燃涤纶dty网络丝、灰色多功能阻燃涤纶aty。
[0081]
第一步,用高粘度的共聚阻燃聚酯切片与非阻燃聚酯切片共混制作有色多功能阻燃涤纶纤维原料:
[0082]
1)取四川东材科技生产的磷含量为6500ppm、粘度0.74dl/g的共聚阻燃聚酯切片210kg与从市场上采购的粘度为0.75dl/g的非阻燃聚酯切片310kg混合,再添加入苏州宝丽迪公司生产按配色所需的灰色母粒18kg、抗菌母粒18kg、抗紫外母粒10kg和负离子母粒10kg,共混并搅拌均匀,在干燥塔中干燥到水分含量下降到28ppm,在熔融纺丝机上用36孔喷丝板,纺丝开始的物料放流过程中,逐步调整纺丝温度为277~279℃,控制熔体压力为约16.5mpa,纺丝速度为2800米/分,卷绕成型,得到188dtex/36f灰色多功能阻燃涤纶poy重量425kg。
[0083]
2)上述的灰色多功能阻燃涤纶poy经存放8个小时后:
[0084]
(21)取重量120kg灰色多功能阻燃涤纶poy,单根在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到112dtex/36f(101d/36f)灰色多功能阻燃涤纶dty网络丝110kg;
[0085]
(22)取重量155kg灰色多功能阻燃涤纶poy,3根并线在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到333dtex/108f(300d/108f)灰色多功能阻燃涤纶dty网络丝143kg。
[0086]
(23)取重量150kg灰色多功能阻燃涤纶poy,在空气变形纱机上将6根合并,加热牵伸,经空气变形加工得到毛圈轻微的698dtex/216f(6280d/216f)灰色多功能阻燃涤纶aty,重量136kg。
[0087]
在有色多功能阻燃纤维中成分占比为:阻燃聚酯36.46%、非阻燃聚酯53.82%、色母粒和功能性母粒9.72%,纤维中磷含量为2370ppm。
[0088]
得到的灰色多功能阻燃涤纶dty网络丝和aty,检测断裂强度:(21)为3.8cn/dtex;(22)为3.9cn/dtex;(23)为3.7cn/dtex。
[0089]
第二步,制作有色多功能阻燃涤纶坯布:
[0090]
取(21)的112dtex灰色多功能阻燃涤纶dty网络丝60kg倒筒用作经丝,牵经,上机经密80根/cm,上机幅宽180cm;取(22)的333dtex灰色多功能阻燃涤纶dty网络丝用作纬丝,用重磅喷水织机以双经单纬平纹组织尽量加大纬密上机织造,当坯布米数达到60米后停机,纬丝更换为(23)的698dtex灰色多功能阻燃涤纶aty,同样以双经单纬平纹组织尽量加大纬密上机纬密继续织造,共得到有色多功能阻燃涤纶坯布合计为125米(其中333dtex纬丝61米、698dtex纬丝64米)。
[0091]
第三步,制作有色多功能阻燃涤纶卷帘面料:
[0092]
将有色多功能阻燃涤纶坯布送至染厂,卷绕在高温卷染机内横辊上,在机槽内加入约400kg自来水,加入适量弱碱性清洗剂搅匀,升温到120℃,清洗时间20分钟,然后降温到70度以下后排水,再注入约350kg自来水在90℃清洗12分钟,排水、出缸,面料经多辊蒸汽烘干机干燥,在定型机上温度为175℃、控制适当超喂,以20米/分的速度定型,然后验布、打卷,得到成品(24)门幅150cm、克重198g/m2的阻燃涤纶多功能卷帘面料54米;得到成品(25)门幅150cm、克重246g/m2的阻燃涤纶多功能卷帘面料50米。
[0093]
成品面料挺括性较好,经检测氧指数:(24)为27.2%;(25)为28.5%。
[0094]
实施例3
[0095]
本实施例的目的是分别制作阻燃涤纶多功能卷帘面料的蓝色多功能阻燃涤纶纤维原料和蓝色多功能非阻燃涤纶纤维原料。
[0096]
第一步:制作有色多功能阻燃涤纶和非阻燃涤纶纤维原料:
[0097]
1.用高粘度共聚阻燃聚酯切片制作有色多功能阻燃涤纶纤维原料:
[0098]
1)取四川东材科技定制生产的磷含量为7100ppm、粘度0.86dl/g的共聚阻燃聚酯切片325kg,添加入苏州宝丽迪公司生产按配色所需的蓝色母粒10kg、抗菌母粒10kg、抗紫外母粒8kg和负离子母粒8kg,共混并搅拌均匀,在干燥塔中干燥到水分含量下降到25ppm,在熔融纺丝机上用48孔喷丝板,纺丝开始的物料放流过程中,逐步调整纺丝温度为283~285℃,控制熔体压力为约19.5mpa,纺丝速度为2700米/分,卷绕成型,得到281dtex/48f蓝色多功能阻燃涤纶poy重量465kg。
[0099]
2)上述的蓝色多功能阻燃涤纶poy经存放8个小时后:
[0100]
(31)取100kg蓝色多功能阻燃涤纶poy,单根在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到167dtex/48f(150d/48f)蓝色多功能阻燃涤纶dty网络丝92kg;
[0101]
(32)取223kg蓝色多功能阻燃涤纶poy,三根并线在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到500dtex/144f(450d/144f)蓝色多功能阻燃涤纶dty网络丝210kg。
[0102]
在有色多功能阻燃纤维中成分占比:阻燃聚酯90.03%、非阻燃聚酯0%、色母粒和功能性母粒9.97%,纤维中磷含量为6390ppm。
[0103]
得到的蓝色多功能阻燃涤纶dty网络丝,检测断裂强度:(31)为4.9cn/dtex;(32)为5.0cn/dtex。
[0104]
2.用高粘度非阻燃聚酯切片制作有色多功能非阻燃涤纶纤维原料:
[0105]
1)取从市场采购的粘度0.95dl/g的非阻燃聚酯切片400kg,添加入苏州宝丽迪公
司生产按配色所需的蓝色母粒18kg、抗菌母粒18kg、抗紫外母粒10kg和负离子母粒10kg,共混并搅拌均匀,在干燥塔中干燥到水分含量下降到25ppm,在熔融纺丝机上用48孔喷丝板,纺丝开始的物料放流过程中,逐步调整纺丝温度为283~285℃,控制熔体压力为约19.5mpa,纺丝速度为2700米/分,卷绕成型,得到281dtex/48f蓝色多功能非阻燃涤纶poy重量465kg。
[0106]
2)上述的蓝色多功能非阻燃涤纶poy经存放8个小时后:
[0107]
(33)取100kg蓝色多功能非阻燃涤纶poy,单根在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到167dtex/48f(150d/48f)蓝色多功能非阻燃涤纶dty网络丝92kg;
[0108]
(34)取223kg蓝色多功能非阻燃涤纶poy,4根并线在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到667dtex/192f(600d/192f)蓝色多功能非阻燃涤纶dty网络丝210kg。
[0109]
在有色多功非能阻燃纤维中成分占比为:阻燃聚酯0%、非阻燃聚酯91.74%、色母粒和功能性母粒8.26%,纤维中磷含量为0。
[0110]
得到的蓝色多功能阻燃涤纶dty网络丝,检测断裂强度:(33)为6.1cn/dtex;(34)为5.9cn/dtex。
[0111]
第二步,制作有色多功能阻燃涤纶坯布:
[0112]
1.经向用阻燃纤维与纬向的非阻燃纤维交织:
[0113]
取(31)的167dtex蓝色多功能阻燃dty网络丝80kg倒筒用作经丝,上机经密66根/cm,上机幅宽225cm;取(33)的167dtex蓝色多功能非阻燃dty网络丝用作纬丝,用重磅喷水织机以双经三纬变化平纹组织尽量加大纬密上机织造,得到蓝色多功能阻燃涤纶坯布(35)65米;经丝不更换,将纬丝更换为(34)的667dtex蓝色多功能非阻燃dty网络丝,以双经单纬变化平纹组织尽量加大纬密上机纬密继续织造,得到蓝色多功能阻燃坯布(36)63米。
[0114]
2.经向用非阻燃纤维与纬向用阻燃纤维交织:
[0115]
取(33)的167dtex蓝色多功能非阻燃涤纶dty网络丝60kg倒筒用作经丝,牵经,上机经密66根/cm,上机幅宽225cm;取(31)的167dtex蓝色多功能阻燃涤纶dty网络丝用作纬丝,用重磅喷水织机以双经三纬斜纹组织尽量加大纬密上机织造,得到蓝色多功能阻燃涤纶坯布(37)65米;经丝不更换,将纬丝更换为(32)的500dtex蓝色多功能阻燃涤纶dty网络丝,以双经单纬斜纹组织尽量加大纬密上机纬密继续织造,得到蓝色多功能阻燃涤纶坯布(38)60米。
[0116]
第三步,制作有色多功能阻燃涤纶卷帘面料
[0117]
将蓝色多功能阻燃涤纶坯布送至染厂,将坯布35、36、37和38的布头尾相连缝在一起卷绕在高温巻染机内横辊上,在机槽内加入约450kg自来水,加入适量弱碱性清洗剂搅匀,升温到115℃,清洗时间20分钟,然后降温到70度以下后排水,再注入约450kg自来水在90℃清洗12分钟,排水、出缸,面料经多辊蒸汽烘干机干燥,上定型机在175℃、控制适当超喂,以20米/分的速度定型,然后验布、打卷,再经轧光机在温度118℃、压力10.3mpa、速度17-18米/分钟的条件下对面料正反面轧光各两次,然后验布、打卷,得到阻燃涤纶多功能卷帘面料成品:
[0118]
(35)门幅200cm、克重263g/m2,数量54米,面料阻燃经丝占64%,非阻燃纬丝占
36%,磷含量为4090ppm。
[0119]
(36)门幅200cm、克重293g/m2,数量54米,面料阻燃经丝占63%,非阻燃纬丝占37%,磷含量为4050ppm。
[0120]
(37)门幅200cm、克重265g/m2,数量54米,面料非阻燃经丝占59%,非阻燃纬丝占41%,磷含量为2364ppm。
[0121]
(38)门幅200cm、克重280g/m2,数量54米,面料非阻燃经丝占59%,非阻燃纬丝占41%,磷含量为2684ppm。
[0122]
成品面料光亮度高、挺括性好,经检测氧指数:(35)为34.5%;(36)为34.2%;(37)为26.5%;(38)为26.8%。
[0123]
实施例4
[0124]
本实施例的目的是制作阻燃涤纶多功能卷帘面料所需的蓝灰色多功能阻燃涤纶纤维。
[0125]
第一步:
[0126]
1.用高粘度非阻燃聚酯切片与磷系阻燃剂(较高添加量)共混原液着色纺丝制作有色多功能阻燃涤纶纤维:
[0127]
取从市场采购的粘度0.93dl/g非阻燃聚酯切片400kg,加入山东寿光普尔化工生产的阻燃剂ddp母粒33kg(熔点196~199℃,分解温度312℃,含磷8.9%)混合,再添加入苏州宝丽迪公司生产按配色所需的蓝灰色母粒12kg、抗菌母粒15kg,共混并搅拌均匀,在干燥塔中干燥到水分含量下降到32ppm,在熔融纺丝机上用48孔喷丝板,纺丝开始的物料放流过程中,逐步调整纺丝温度为283~285℃,控制熔体压力为约19.5mpa,纺丝速度为2700米/分,卷绕成型,得到281dtex/48f灰色多功能阻燃涤纶poy重量465kg。
[0128]
上述的蓝灰色多功能阻燃poy经存放8个小时后:
[0129]
(41)取100kg蓝灰色多功能阻燃涤纶poy,单根在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到167dtex/48f(150d/48f)蓝灰色多功能阻燃涤纶dty网络丝92kg;
[0130]
(42)取142kg蓝灰色多功能阻燃涤纶poy,在空气变形纱机上将3根合并,加热牵伸,经空气变形加工得到毛圈轻微的523dtex/144f(470d/144f)蓝灰色多功能阻燃涤纶aty,重量131kg。
[0131]
在有色多功能阻燃纤维中成分占比:阻燃剂7.17%、非阻燃聚酯86.96%、色母粒和功能性母粒5.87%,纤维中磷含量为6381ppm。
[0132]
得到的蓝色多功能阻燃涤纶dty网络丝和aty,检测断裂强度:(41)为5.7cn/dtex;(42)为5.6cn/dtex。
[0133]
2.用高粘度非阻燃聚酯切片与磷系阻燃剂(较低添加量)共混原液着色纺丝制作有色多功能阻燃涤纶纤维:
[0134]
取从市场采购的粘度0.93dl/g非阻燃聚酯切片400kg,加入市售的二乙基次磷酸锌zdp阻燃剂母粒(熔点205~210℃,分解温度>330℃,磷含量20.3%)10kg混合,再添加入苏州宝丽迪公司生产按配色所需的灰色母粒15kg、抗菌母粒15kg,抗紫外母粒10kg,共混并搅拌均匀,在干燥塔中干燥到水分含量下降到32ppm,在熔融纺丝机上用48孔喷丝板,纺丝开始的物料放流过程中,逐步调整纺丝温度为283~285℃,控制熔体压力为约19.5mpa,纺
丝速度为2700米/分,卷绕成型,得到281dtex/48f灰色多功能阻燃涤纶poy重量468kg。
[0135]
上述的灰色多功能阻燃涤纶poy经存放8个小时后:
[0136]
(43)取100kg灰色多功能阻燃涤纶poy,单根在加弹机上调整合适的温度、速度和喷嘴压力等牵伸工艺进行牵伸变形和网络,得到167dtex/48f(150d/48f)灰色多功能阻燃涤纶dty网络丝92kg;
[0137]
(44)取142kg灰色多功能阻燃涤纶poy,在空气变形纱机上将4根合并,加热牵伸,经空气变形加工得到毛圈轻微的700dtex/192f(630d/192f)灰色多功能阻燃涤纶aty,重量131kg。
[0138]
在有色多功能阻燃纤维中成分占比:阻燃剂2.22%、非阻燃聚酯88.89%、色母粒和功能性母粒8.89%,纤维中磷含量为4507ppm。
[0139]
得到的灰色多功能阻燃涤纶dty网络丝和aty,检测断裂强度:(43)为5.8cn/dtex;(44)为5.6cn/dtex。
[0140]
第二步,制作有色多功能阻燃涤纶坯布:
[0141]
1.用经丝(41)与纬丝(42)、(43)有色多功能阻燃涤纶纤维织坯布:
[0142]
取(41)的167dtex蓝灰色多功能阻燃涤纶dty网络丝80kg倒筒用作经丝,牵经上浆,上机经密66根/cm,上机幅宽175cm;用(42)的523dtex蓝灰色多功能阻燃涤纶aty作纬丝,用重磅喷水织机以双经单纬变化斜纹组织尽量加大纬密上机织造,得到蓝色多功能阻燃涤纶坯布(45)65米;经丝不更换,将纬丝更换为(43)的167dtex灰色多功能阻燃涤纶dty网络丝,以双经三纬变化纬纹组织尽量加大纬密上机纬密继续织造,得到蓝灰色多功能阻燃涤纶坯布(46)63米。
[0143]
2.用经丝(43)与纬丝(44)、(43)有色多功能阻燃涤纶纤维织坯布:
[0144]
取(43)的167dtex灰色多功能阻燃涤纶dty网络丝60kg倒筒用作经丝,牵经,上机经密66根/cm,上机幅宽175cm;用(44)的700dtex灰色多功能阻燃涤纶aty作纬丝,在重磅喷水织机上以双经单纬变化斜纹组织尽量加大纬密织造,得到蓝灰色多功能阻燃涤纶坯布(49)65米;经丝不更换,将纬丝更换为(43)的167tex灰色多功能阻燃涤纶dty网络丝,以双经三纬变化斜纹组织尽量加大纬密继续织造,得到蓝灰色多功能阻燃涤纶坯布(48)60米。
[0145]
第三步,制作有色多功能阻燃涤纶卷帘面料:
[0146]
将蓝色多功能阻燃涤纶坯布送至染厂,将坯布45、46、47和48的布头与布尾缝头连在一起卷绕在高温巻染机内横辊上,在机槽内加入约450kg自来水,加入弱碱性清洗剂搅匀,升温到105℃,清洗时间18分钟,降温到70度以下后排水,再注入约450kg自来水在90℃清洗15分钟,排水、出缸,面料经多辊蒸汽烘干机干燥,上拉幅定型机在195℃、控制适当超喂,以20米/分的速度定型,然后验布、打卷得到阻燃涤纶多功能卷帘面料成品:
[0147]
(45)门幅150cm、克重366g/m2,数量55米,面料磷含量为6380ppm。
[0148]
(46)门幅150cm、克重363g/m2,数量52米,面料磷含量为4630ppm。
[0149]
(47)门幅150cm、克重385g/m2,数量55米,面料磷含量为4505ppm。
[0150]
(48)门幅150cm、克重362g/m2,数量53米,面料磷含量为4505ppm。
[0151]
成品面料挺括性较好,经检测氧指数:(45)为34.8%;(46)为33.2%;(47)为32.5%;(48)为32.6%
[0152]
实施例5
[0153]
本实施例的目的是制造有空型阻燃涤纶多功能卷帘面料。
[0154]
第一步,有色多功能阻燃坯布织造:
[0155]
取实施(34)的667dtex蓝色多功能非阻燃涤纶dty网络丝60kg,倒筒用作经丝,上机经密32根/cm,上机幅宽175cm;取(44)的700dtex蓝色多功能阻燃涤纶aty作纬丝,用剑杆织机以双经双纬变化平纹组织上机纬密13+13纬/cm进行织造,得到蓝色多功能阻燃涤纶坯布60米;经丝不变,纬丝更换为(32)的500dtex蓝色多功能阻燃涤纶dty网络丝以双经三纬变化平纹组织上机纬密12.5+12.5+12.5纬/cm继续织造,得到有色多功能阻燃涤纶坯布65米。
[0156]
第二步,有色多功能阻燃涤纶面料后加工:
[0157]
将有色多功能阻燃涤纶坯布送至染厂,卷绕在高温卷染机内横辊上,在机槽内加入约400kg自来水,加入适量中性或弱酸性清洗剂搅匀,升温到120℃,清洗20分,降温到70度以下后排水,再注入约350kg自来水在90℃清洗12分钟,排水、出缸,面料经多滚蒸汽烘干机干燥,上拉幅定型机在175℃、控制适当超喂,以20米/分的速度定型,然后验布、打卷得到成品门幅150cm、克重543g/m2的阻燃涤纶多功能卷帘面料(51)54米,面料磷含量为3350ppm;得到成品门幅150cm、克重548g/m2的阻燃涤纶多功能卷帘面料(52)50米,面料磷含量为2970ppm。
[0158]
成品面料挺括性较好,具有一定的开孔性和透光性,经检测氧指数:(51)为28.8%;(52)为29.3%。
[0159]
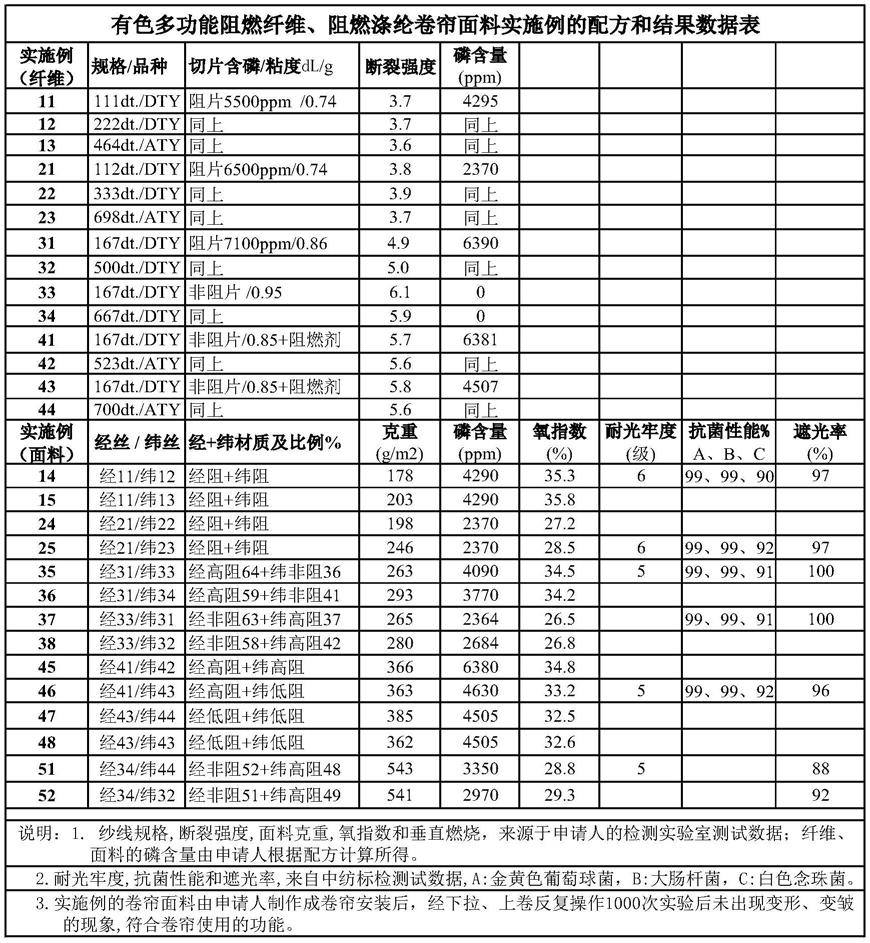
根据实施例1-5所得有色多功能阻燃涤纶纤维和阻燃涤纶卷帘面料,效果数据如下表:
[0160]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1