大丝束碳纤维原丝水洗装置及水洗方法与流程
1.本发明涉及聚丙烯腈纤维制造技术领域,具体涉及一种大丝束碳纤维原丝水洗装置及水洗方法。
背景技术:
2.作为新材料之王的碳纤维,以其优异的性能在我国产业结构的调整和传统材料的更新换代中发挥着越来越重要的作用。随着对大丝束碳纤维需求的需求量跳跃式增加,拉动了大丝束碳纤维制备技术和产业化技术的不断突破。相比小丝束,在大丝束碳纤维多个制备系统环节,大丝束碳纤维的制备技术更难。
3.高性能原丝是制备高性能碳纤维的前提。碳纤维原丝水洗是原丝生产的一个重要环节。不论是采用哪种方法生产原丝,溶剂在原丝中的残留,都将影响原丝的质量,最终降低碳纤维成品的性能。因此,各个原丝厂家都会致力于有效的水洗方式以降低原丝中溶剂的残留。
4.原丝水洗的过程是溶剂和水双扩散的过程。影响这个过程的因素有很多,一方面是来自原丝本身,包括原丝聚合物的组成、聚合物的分子量、纺丝液固含量等;还有一方面是受到水洗工序工艺参数设置的影响,包括水洗温度,水洗流量等;另一方面是受到水洗方式和水洗装备等的影响。
5.现有的碳纤维原丝水洗方式和水洗装备较多,有浸渍式、喷淋式、超声波式、拍打式等方式。水洗过程是双扩散的过程,是脱溶剂的过程,也是纤维收缩的过程,超声波式和拍打式容易损伤纤维,使得原丝产生毛丝和断丝。采用浸渍或喷淋的方式,水洗的效率较低,水消耗量大。
6.中国发明专利cn 106319689 a公开的一种碳纤维原丝水洗装置及水洗方法。该发明公开了一种碳纤维原丝水洗装置,将多个水洗槽自上向下排列,碳纤维原丝按“s”形从下向上逐层经过各水洗槽的引导辊,通过多个引导辊转速差,对碳纤维原丝在水洗过程中进行预牵伸,挤出渗透入碳纤维原丝内部的溶剂,提高水洗效果。这种结构的水洗装置适合小丝束原丝的水洗,而且水的消耗量较大。
7.中国发明专利cn 107268215 a公开的一种碳纤维原丝洗涤装置及洗涤方法。该发明公开了一种碳纤维原丝洗涤装置和洗涤方法。装置由水洗机导丝辊组、循环水槽、喷淋水泵、喷淋嘴、漂洗水槽等组成;丝束经过酸洗处理后经过水洗机,喷淋水从喷淋嘴喷出成雾化水,对丝束进行洗涤,丝束经洗涤后进入漂洗槽进行漂洗,丝束前进方向与脱盐水在漂洗槽的流动方向相反。该发明可以与降低丝束中的钠离子,提高碳纤维原丝的质量。这种流程结构的洗涤装置不能充分利用洗涤水,能源消耗量大,对原丝的洗涤不均匀,不适合大丝束原丝的水洗。
8.低成本、大丝束碳纤维的应用,是发展低成本碳纤维复合材料技术研究的关键。相对小丝束,大丝束碳纤维的最大优势是在相同的生产条件下能够大幅度地提高碳纤维的单线产能,实现生产的低成本化。随着丝束中根数的增加,满足每一根纤维均匀性的一致性的
难度,相比小丝束,其难度增加了很多。
技术实现要素:
9.为了克服现有技术的不足,本发明的目的在于提供大丝束碳纤维原丝水洗装置及水洗方法,其能解决上述问题。
10.本发明的目的采用以下技术方案实现:
11.一种大丝束碳纤维原丝水洗装置,水洗装置包括多个水洗单元,每个水洗单元包括水洗槽、喷淋单元、泵、和牵伸辊组,所述泵的进水端通过进液管与水洗槽底部开设的排水口连通,所述泵的排水端通过排液管与设置在水洗槽上方的喷淋单元连接,以此将水洗槽中的水洗液循环;所述喷淋单元的喷淋管朝向牵伸辊组上的纤维设置,以此向牵伸辊组上传送中的纤维喷淋水洗液;其中,所述水洗单元的数量n满足公式:纤维中溶剂残留量=进入水洗时初生纤维中的溶剂量
×
(1-各水洗槽溶剂平均脱除率)n《0.002%。
12.优选的,每个水洗单元设置牵伸辊组,每个牵伸辊组包括一个上辊、一个下前辊和一个下后辊,所述上辊设置在水洗槽入口的上方,下前辊槽中靠近前端处,所述下后辊设置在水洗槽中靠近后端处;其中前一个水洗单元的下后辊与下一个水洗单元的上辊所在碳纤维原丝输送的上纤面a与水平面的夹角α为30
°
≤α≤60
°
;同一水洗单元中上辊与下前辊所在碳纤维原丝输送的下纤面b与水平面的夹角γ≥α。
13.优选的,40
°
≤α≤45
°
。
14.优选的,:每个水洗单元设置牵伸辊组独立的变频控制,以对水洗速度独立调整;各水洗槽内溶剂平均脱除率为78%~93%,优选为85%~88%。
15.优选的,在上纤面a的纤维正面和下纤面b的纤维反面均设置喷淋单元;喷淋单元的喷淋中心与上纤面a和下纤面b的夹角均为β,且夹角β为30
°
≤β≤60
°
,优选的40
°
≤β≤45
°
。
16.优选的,所述喷淋单元上并排设置多个喷淋管,每个喷淋管的前端设置喷嘴,通过调整喷淋管实现控制喷嘴的喷淋方向。
17.优选的,每个喷淋单元上的喷淋管的数量为纺纱数的两倍。
18.优选的,设置喷淋端口,每个喷淋端口上设置喷淋管。
19.优选的,所述喷嘴的喷淋角度为90
°
,喷淋水至纤维的垂直距离为100mm;纤维在水洗槽中的有效浸入长度l为1.5m~3.5m;所述喷淋管为耐腐可曲折定型软管;通过牵伸辊组的速度设置控制水洗槽中的牵伸率为90%~99%。有效浸入长度l优选2.0m≤l≤2.5m;牵伸率优选95%~96%。
20.本发明还提供了一种采用前述水洗装置制备聚丙烯腈基大丝束碳纤维原丝的方法,方法包括以下步骤:
21.1)装置参数调整,根据纤维水洗要求和纺纱数,设置喷淋单元的喷淋管的数量、曲折角度和与上下纤面b的距离,设置牵伸辊组的速度以调整水洗槽中的牵伸率;匹配相应纤维水洗调制水洗槽中溶剂的脱除率并供给纯热水作为水洗介质;
22.2)供纤水洗,纤维进入第一个水洗单元的牵伸辊组,经喷淋单元喷淋后进入水洗槽,依次运行,从最后一个单元的牵伸辊出,完成水洗并进入下一个工序。
23.优选的,热纯水从最后一个水洗单元进去,通过泵打入前一个水洗单元,依次进
行,同纤维呈逆向运行;各水洗槽内溶剂平均脱除率为78%~93%;喷嘴的喷淋水压力为0.10~0.18mpa,优选为0.15mpa
24.相比现有技术,本发明的有益效果在于:通过本发明的方案解决了24k以上大丝束原丝水洗的均匀性和水洗的高效性,降低初生纤维中溶剂的残留。本发明的水洗方法采用的是大丝束碳纤维原丝水洗装置,得到的大丝束原丝溶剂残留低,而且能实现大丝束原丝每根纤维中溶剂的残留率均匀,能保证工业化生产中,一条生产线上,不同纺位之间的大丝束原丝的溶剂残留地均匀性。
附图说明
25.图1为水洗装置示意图;
26.图2是喷淋单元示意图。
27.其中:1、纤维;2、牵伸辊组;3、水洗槽;4、泵;5、喷淋单元;21、上辊;22、下前辊;23、下后辊;51、喷淋管;52、喷嘴。
具体实施方式
28.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.采用聚丙烯腈基制备碳纤维大丝束原丝的过程中,得到的聚丙烯腈原液经挤出后成形的初生纤维需进行水洗,脱除初生纤维中的溶剂。因此,参见图1,提供一种大丝束碳纤维原丝水洗装置,水洗装置包括多个水洗单元,每个水洗单元包括水洗槽3、喷淋单元5、泵4、和牵伸辊组2,所述泵4的进水端通过进液管与水洗槽3底部开设的排水口连通,所述泵4的排水端通过排液管与设置在水洗槽3上方的喷淋单元5连接,以此将水洗槽3中的水洗液循环;所述喷淋单元5的喷淋管51朝向牵伸辊组2上的纤维1设置,以此向牵伸辊组2上传送中的纤维喷淋水洗液;其中,所述水洗单元的数量n满足公式:纤维中溶剂残留量=进入水洗时初生纤维中的溶剂量
×
(1-各水洗槽溶剂平均脱除率)n《0.002%。
30.其中,每个水洗单元的水洗槽不设置溢流板,全部通过泵4更新水洗槽3中的水洗水。热纯水作为水洗介质从最后一个水洗单元进去,通过泵4打入前一个水洗单元,依次进行,同纤维1呈逆向运行;各水洗槽3内溶剂平均脱除率为78%~93%。
31.其中,每个水洗单元设置牵伸辊组2,每个牵伸辊组2包括一个上辊21、一个下前辊22和一个下后辊23,所述上辊21设置在水洗槽3入口的上方,下前辊22设置在水洗槽3槽中靠近前端处,所述下后辊23设置在水洗槽3中靠近后端处。
32.进一步的,前一个水洗单元的下后辊23与下一个水洗单元的上辊21所在碳纤维原丝输送的上纤面a与水平面的夹角α为30
°
≤α≤60
°
,优选40
°
≤α≤45
°
。
33.进一步的同一水洗单元中上辊21与下前辊22所在碳纤维原丝输送的下纤面b与水平面的夹角γ≥α。
34.其中,每个水洗单元设置牵伸辊组2独立的变频控制,以对水洗速度独立调整;各水洗槽3内溶剂平均脱除率为78%~93%,优选85%~88%。
35.进一步的,在上纤面a的纤维正面和下纤面b的纤维反面均设置喷淋单元5;喷淋单元5的喷淋中心与上纤面a和下纤面b的夹角均为β,且夹角β为30
°
≤β≤60
°
,优选为40
°
≤β≤45
°
。
36.其中,所述喷淋单元5上并排设置多个喷淋管51,每个喷淋管51的前端设置喷嘴52,通过调整喷淋管51实现控制喷嘴52的喷淋方向。喷嘴52的喷淋水压力为0.10~0.18mpa,优选0.15mpa
37.进一步的,每个喷淋单元5上的喷淋管51的数量为纺纱数的两倍。一个实施例中,每个喷淋单元5的喷淋端口设置2个喷淋管51及对应的喷嘴52。
38.进一步的,所述喷嘴52的喷淋角度为90
°
,喷淋水至纤维的垂直距离为100mm;纤维1在水洗槽3中的有效浸入长度l为1.5m~3.5m,优选2.0m≤l≤2.5m。所述喷淋管为耐腐可曲折定型软管软管,即采用耐腐蚀的材料,不很软可曲折,能控制喷淋管上喷嘴的喷淋方向。通过牵伸辊组的速度设置控制水洗槽3中的牵伸率为90%~99%。
39.采用上述水洗装置制备聚丙烯腈基大丝束碳纤维原丝的方法,方法包括以下步骤。
40.1)装置参数调整,根据纤维水洗要求和纺纱数,设置喷淋单元5的喷淋管51的数量、曲折角度和与上下纤面b的距离,设置牵伸辊组2的速度以调整水洗槽中的牵伸率;匹配相应纤维水洗调制水洗槽中溶剂的脱除率并供给纯热水作为水洗介质;
41.2)供纤水洗,纤维进入第一个水洗单元的牵伸辊组2,经喷淋单元5喷淋后进入水洗槽3,依次运行,从最后一个单元的牵伸辊出,完成水洗并进入下一个工序。
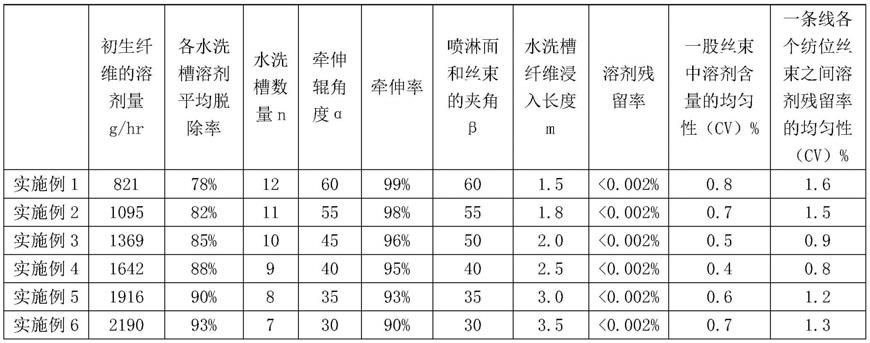
42.验证对比,参见下表的不同实施例和比较例。
43.表-水洗装置的不同实施例和比较例
[0044][0045][0046]
由此可见,在原丝单股丝束根数增加后,仍能确保纤维中溶剂的残留量低,并且能够实现每股丝束中纤维之间的溶剂残留率均匀,一条纺丝线上,每股丝束之间的溶剂残留率均匀。即,采用本发明生产的大丝束原丝,溶剂的残留率《0.002%,每股丝束中不同纤维之间的溶剂残留率cv《1%,不同纺位之间,每股丝束的溶剂残留率cv《2%。
[0047]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可
以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1