纺织工艺的参数控制方法与流程
1.本发明涉及一种工艺控制技术,且特别是有关于一种纺织工艺的参数控制方法。
背景技术:
2.定型为纺织染整工业中极为耗能的连续工艺,多以传统控制系统或少数结合半经验公式,透过现场人员依赖经验针对复杂且交互影响的大量参数手动调整以达到预期的产品质量。中小企业于成本考量下无法收集有效的感测数据,倚赖经验控制则多以质量为主要考量,也无法从复杂的交互影响系统中自动归纳有效的调整手法,进而忽略其中节能的潜力,因此更无法从中萃取经验模型达到智能预测及回授调整的系统全盘最佳化控制。
技术实现要素:
3.本揭露提供一种纺织工艺的参数控制方法,可提升纺织工艺的工作与节能效率。
4.本揭露的实施例提供一种纺织工艺的参数控制方法,其包括:根据训练数据集中的信息来对工艺设备在多种条件下执行纺织定型工艺的能耗与布料成品质量进行预测;根据预测结果决定工艺参数模型;根据所述工艺参数模型决定对应于目标布料的工艺参数;以及所述工艺设备使用所述工艺参数对所述目标布料执行所述纺织定型工艺。
5.基于上述,根据训练数据集中的信息来对工艺设备在多种条件下执行纺织定型工艺的能耗与布料成品质量进行预测后,可根据预测结果决定一或多个工艺参数模型。根据所述工艺参数模型,对应于目标布料的工艺参数可被决定。尔后,工艺设备可使用所述工艺参数对目标布料执行纺织定型工艺,从而提升纺织工艺的工作与节能效率。
6.以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
7.图1是根据本揭露的实施例所绘示的纺织工艺系统的示意图;
8.图2是根据本揭露的实施例所绘示的控制装置的示意图;
9.图3是根据本揭露的实施例所绘示的处理器的示意图;
10.图4是根据本揭露的实施例所绘示的纺织工艺的参数控制方法的流程图;
11.图5是根据本揭露的实施例所绘示的纺织工艺的参数控制方法的流程图;
12.图6是根据本揭露的实施例所绘示的纺织工艺的参数控制方法的流程图。
具体实施方式
13.现将详细地参考本发明的示范性实施例,示范性实施例的实例说明于附图中。只要有可能,相同元件符号在图式和描述中用来表示相同或相似部分。
14.图1是根据本揭露的实施例所绘示的纺织工艺系统的示意图。请参照图1,纺织工艺系统10包括工艺设备11与控制装置12。工艺设备11适于对目标布料101执行纺织定型工艺并产生布料成品102。目标布料101可为胚布。所述纺织定型工艺属于目标布料101的染整
加工工艺的其中一个工作环节。
15.在纺织定型工艺中,工艺设备11可对目标布料101加热以执行目标布料101的定型(亦称为预热定型)。一般来说,纺织定型工艺会在对目标布料101进行染色之前执行,或者包含于目标布料101的染色程序中,以提高目标布料101的尺寸稳定性(dimensional stability)、均染性(even shade)及/或染料坚牢度(dye fastness)。此外,本揭露不对工艺设备11的具体结构进行限定,只要可至少执行前述纺织定型工艺即可。
16.控制装置12耦接至工艺设备11。控制装置12可以是桌上型计算机、笔记型计算机、平板计算机、工业用计算机、服务器或其他类型的控制主机,本揭露不加以限制。控制装置12适于控制工艺设备11。例如,控制装置12可动态决定工艺设备11在所述纺织定型工艺中使用的至少部分工艺参数。例如,所述工艺参数可包括工艺设备11中至少一个零器件的控制参数,例如布料输送速度、风扇的转速、烘箱温度、燃料流率及/或汽闸门的闸门开度等等,且可控制的工艺参数的类型不限于此。
17.须注意的是,所决定的工艺参数的好坏可能会影响所产生的布料成品102的质量及/或工艺设备11在所述纺织定型工艺中的能耗状况。例如,若工艺设备11使用不合适的工艺参数来处理目标布料101,可能会导致工艺设备11在所述纺织定型工艺的执行过程中消耗过多电能、消耗过多的热、及/或所产生的布料成品102可能无法达到所需的成品质量。但是,若工艺设备11使用合适的工艺参数来处理目标布料101,则可有效降低工艺设备11在所述纺织定型工艺的执行过程中消耗的电能、所消耗的热,且可同时使布料成品102的质量符合要求。
18.在一实施例中,当欲处理目标布料101时,控制装置12可自动筛选出对应于当前目标布料101较合适的工艺参数供工艺设备11使用。藉此,可在满足布料成品102的质量要求的前提下,尽可能降低工艺设备11在纺织定型工艺中的能耗。
19.图2是根据本揭露的实施例所绘示的控制装置的示意图。请参照图2,控制装置12包括存储电路21、处理器22及输入/输出(input/output,i/o)接口23。存储电路21适于存储数据。例如,存储电路21可包括易失性存储电路与非易失性存储电路。易失性存储电路适于易失性地存储数据。例如,易失性存储电路可包括随机存取记忆体(random access memory,ram)或类似的易失性存储媒体。非易失性存储电路适于非易失性地存储数据。例如,非易失性存储电路可包括只读记忆体(read only memory,rom)、固态硬盘(solid state disk,ssd)及/或传统硬盘(hard disk drive,hdd)或类似的非易失性存储媒体。
20.处理器22耦接至存储电路21与输入/输出接口23。处理器22负责控制装置12的整体或部分操作。例如,处理器22可包括中央处理单元(central processing unit,cpu)、或是其他可编程的一般用途或特殊用途的微处理器、数字信号处理器(digital signal processor,dsp)、可编程控制器、专用集成电路(application specific integrated circuits,asic)、可编程逻辑器件(programmable logic device,pld)或其他类似装置或这些装置的组合。
21.输入/输出接口23适于连接控制装置12与工艺设备11。例如,处理器22可经由输入/输出接口23中的有线或无线通信接口与工艺设备11通信。此外,输入/输出接口23还可包括滑鼠、键盘、屏幕及/或触控面板等各式输入/输出装置。
22.在一实施例中,存储电路21中存储有训练数据集201与工艺参数模型202。在训练
阶段中,处理器22可根据训练数据集201产生工艺参数模型202。在一实施例中,产生工艺参数模型202的操作亦称为建立工艺参数模型202。
23.在一实施例中,训练数据集201中的信息包括多种目标布料的进料信息、工艺信息及品管信息。在一实施例中,目标布料的进料信息包括一或多种目标布料各别的布料种类、码重、幅宽、布色及加工工序等与目标布料本身的状态有关的信息。在一实施例中,工艺信息包括工艺设备11中与至少一个零器件的运转有关的信息,例如布料输送速度、风扇的转速、烘箱温度、燃料流率及/或汽闸门的闸门开度等。在一实施例中,工艺信息还可包括由工艺设备11中的至少一个感测器于一或多个感测点所实时测得的环境湿度、环境温度、燃料流率、汽闸门的闸门开度、烘室内的空气湿度与温度、转动设备(例如主机速度、入口轮、喂布轮、出布上轮及/或出布下轮)的转速、循环风扇及/或排气风扇处的空气湿度与温度等感测信息。在一实施例中,品管信息包括与各类型的目标布料所各自对应的布料成品品管条件有关的信息,例如布料成品的含水率、缩率及布温等。
24.在一实施例中,处理器22可根据训练数据集201中的信息来对工艺设备11在多种条件下执行纺织定型工艺的能耗与布料成品质量进行预测。例如,处理器22可整合训练数据集201中的各式目标布料的进料信息、工艺信息及/或品管信息并根据整合结果对工艺设备11在不同条件下执行所述纺织定型工艺的能耗与布料成品质量进行预测。
25.在一实施例中,处理器22所进行能耗的预测包括电能消耗预测与热能消耗预测至少其中之一。在电能消耗预测中,处理器22可预测工艺设备11在训练数据集201界定的特定条件下执行纺织定型工艺的电能消耗状态。此特定条件可包括特定类型的目标布料的进料信息、特定的工艺信息及特定的品管信息的组合。换言之,所预测的电能消耗状态可反映工艺设备11在此特定条件下执行纺织定型工艺所预计消耗的电能。在热能消耗预测中,处理器22可预测工艺设备11同样在此特定条件下执行纺织定型工艺的热能消耗状态。类似于所预测的电能消耗状态,所预测的热能消耗状态可反映工艺设备11在此特定条件下执行纺织定型工艺所预计消耗的热能。
26.在一实施例中,在处理器22所进行布料成品质量的预测中,处理器22可预测工艺设备11在训练数据集201界定的特定条件下执行纺织定型工艺所生产的布料成品的质量状态。例如,此质量状态可以布料成品的含水率、缩率及/或布温等质量参数来表示。
27.在一实施例中,处理器22可整合训练数据集201中的各式信息并将整合后的信息输入至深度学习(deep learning)网络并可搭配机器学习演算法来建立工艺参数模型202。例如,处理器22可对训练数据集201中的数据执行正规化与标准化。处理后的数据可被输入至深度学习网络进行训练。藉由调整深度学习网络的网络结构以及更新权重,不同的电能消耗预测结果及/或热能消耗预测结果可被输出。处理器22可根据预测结果调整最佳训练停止点。在一实施例中,此深度学习网络可具有三层的隐藏层(hidden layer neurons)与64个节点,且所使用的优化器可为adam optimizer(adaptive moment estimation)。另一方面,针对布料成品质量预测,处理器22可使用决策树、随机森林、xgboost等机器学习演算法来建立机器学习模型。处理器22可将训练数据集201中整合后的信息输入至所建立的机器学习模型来预测对应的布料成品质量。
28.在一实施例中,处理器22可根据所述能耗预测与布料成品质量预测的预测结果来建立工艺参数模型202。所建立的工艺参数模型202适于寻找工艺设备11在满足训练数据集
201界定的多种条件下执行纺织定型工艺具有最低能耗所对应的工艺参数。例如,假设训练数据集201所界定的某一种条件包含了特定目标布料的进料信息(例如目标布料的种类为棉布)、特定的工艺信息(例如环境湿度为60度)及特定的品管信息(例如布料成品的含水率须大于特定值),则所建立的工艺参数模型202可用以寻找在满足此条件的前提下,工艺设备11使用特定的工艺参数(或工艺参数组合)来执行纺织定型工艺,可具有最低的能耗(包含最低的电能消耗及/或最低的热能消耗)。
29.在一实施例中,在完成工艺参数模型202的建立后,在线上阶段,处理器22可根据所建立的工艺参数模型202实时指示工艺设备11使用特定的工艺参数来对目标布料101执行纺织定型工艺。
30.在一实施例中,当欲处理目标布料101时,处理器22可获得目标布料101的进料信息。例如,目标布料101的进料信息可包括目标布料101的种类、码重、幅宽、布色及加工工序等与目标布料101本身的状态有关的信息。处理器22可将目标布料101的进料信息与工艺参数模型202进行比对。然后,处理器22可根据比对结果决定对应于目标布料101的工艺参数供工艺设备11使用。
31.须注意的是,在一实施例中,工艺参数模型202是综合考虑了工艺设备11在不同条件下的能耗表现与布料成品质量所建立的。因此,若工艺设备11使用根据工艺参数模型202而动态决定的工艺参数来对目标布料101执行纺织定型工艺,将有很高的机率可在布料成品102的质量满足预设的质量条件的前提下,最大幅度的降低工艺设备11的能耗。此外,根据不同类型的目标布料101,所决定的工艺参数(或工艺参数组)也可能有所不同,以满足当下的操作条件。
32.在一实施例中,在线上阶段,处理器22还可评估工艺设备11使用当前动态决定的工艺参数对目标布料101执行纺织定型工艺而产生的布料成品102的质量参数。此质量参数可反映布料成品102在至少一方面的质量(例如布料成品102的含水率、缩率及/或布温)。处理器22可根据此质量参数更新工艺参数模型202。也就是说,在一实施例中,在训练阶段中使用训练数据集201来建立工艺参数模型202后,所建立的工艺参数模型202还可在线上阶段中根据实际的操作状态来进行更新与调整,从而对工艺参数模型202进行持续性的优化。
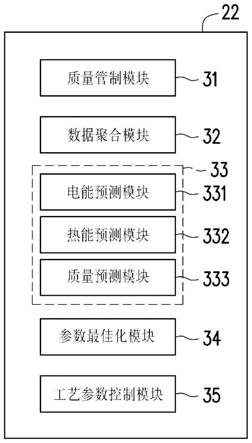
33.图3是根据本揭露的实施例所绘示的处理器的示意图。请参照图3,在一实施例中,处理器22可运行多个模块31~35,以执行前述实施例中提及的各项功能。模块31为质量管制模块,适于提供工艺信息与品管信息至图2的训练数据集201。模块32为数据聚合模块,适于接收并整合训练数据集201中的进料信息、工艺信息及品管信息。
34.模块33为整合预测模块,适于根据训练数据集201中信息来对图1的工艺设备11在多种条件下执行纺织定型工艺的能耗与布料成品质量进行预测。在一实施例中,模块33可包含子模块331~333。子模块331为电能预测模块,适于执行所述电能消耗预测。子模块332为热能预测模块,适于执行所述热能产生预测。子模块333为质量预测模块,适于执行所述布料成品质量预测。
35.模块34为参数最佳化模块,适于执行工艺参数的最佳化。例如,模块34可根据前述能耗预测与布料成品质量的预测结果决定图2的工艺参数模型202。所决定的工艺参数模型202适于寻找工艺设备11在满足训练数据集201界定的不同条件下执行纺织定型工艺具有最低能耗所对应的工艺参数。
36.模块35为工艺参数控制模块,适于根据工艺参数模型202决定对应于目标布料101的(最佳)工艺参数。接着,工艺设备11即可使用此(最佳)工艺参数对目标布料101执行纺织定型工艺以产生布料成品102,从而在维持布料成品质量的条件下,以最为节能的方式来生产。
37.须注意的是,图3中的模块31~35可分别以程序码的形式或硬件电路的形式来实作,本揭露不加以限制。在一实施例中,图3中的模块31~35也可实作为计算机程序产品,视实务需求而定。
38.图4是根据本揭露的实施例所绘示的纺织工艺的参数控制方法的流程图。请参照图4,在步骤s401中,根据训练数据集中的信息来对工艺设备在多种条件下执行纺织定型工艺的能耗与布料成品质量进行预测。在步骤s402中,根据预测结果决定工艺参数模型。在步骤s403中,根据所述工艺参数模型决定对应于目标布料的工艺参数。在步骤s404中,工艺设备使用所述工艺参数对目标布料执行纺织定型工艺。
39.图5是根据本揭露的实施例所绘示的纺织工艺的参数控制方法的流程图。请参照图5,在步骤s501中,整合训练数据集中的进料信息、工艺信息及品管信息。在步骤s502中,根据整合结果对能耗与布料成品质量进行预测。在步骤s503中,判断预测结果是否满足训练数据集中界定的品管条件且符合最低能耗。若布料成品质量预测不满足训练数据集中界定的品管条件或者布料成品质量预测满足训练数据集中界定的品管条件但能耗预测不符合最低能耗,则回到步骤s502持续对不同条件下的能耗与布料成品质量进行预测。若布料成品质量预测满足训练数据集中界定的品管条件且能耗预测符合最低能耗,则进入至步骤s504。在步骤s504中,根据预测结果决定工艺参数模型。须注意的是,在一实施例中,图5的步骤s501~s504可于工艺参数模型的训练阶段中执行,以建立完整的工艺参数模型。在一实施例中,图4的步骤s401还包含上述图5的步骤s501~s503。
40.图6是根据本揭露的实施例所绘示的纺织工艺的参数控制方法的流程图。请参照图6,在步骤s601中,获得目标布料的进料信息。在步骤s602中,将目标布料的进料信息与工艺参数模型进行比对。在步骤s603中,根据比对结果决定对应于目标布料的工艺参数。在步骤s604中,工艺设备使用所述工艺参数对目标布料执行纺织定型工艺。在步骤s605中,评估工艺设备使用工艺参数对目标布料执行纺织定型工艺而生产的布料成品的质量参数。在步骤s606中,根据所述质量参数更新工艺参数模型。须注意的是,在一实施例中,图6的步骤s601~s606可于线上阶段中执行,以动态根据所建立的工艺参数模型来调用合适的工艺参数以实时对目标布料进行处理。在一实施例中,图4的步骤s403还包含上述图6的步骤s601~s603。
41.然而,图4至图6中各步骤已详细说明如上,在此便不再赘述。值得注意的是,图4至图6中各步骤可以实作为多个程序码或是电路,本揭露不加以限制。此外,图4至图6的方法可以搭配以上范例实施例使用,也可以单独使用,本揭露不加以限制。
42.综上所述,根据训练数据集中的信息来对工艺设备在多种条件下执行纺织定型工艺的能耗与布料成品质量进行预测后,可根据预测结果决定一或多个工艺参数模型。根据所述工艺参数模型,对应于目标布料的工艺参数可被决定。尔后,工艺设备可使用所述工艺参数对目标布料执行纺织定型工艺,从而提升纺织工艺的工作与节能效率。
43.虽然本揭露已以实施例揭露如上,然其并非用以限定本揭露,任何所属技术领域
中具有通常知识者,在不脱离本揭露的精神和范围内,当可作些许的更动与润饰,故本揭露的保护范围当视后附的申请专利范围所界定者为准。
44.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
45.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1