一种四面弹力熔喷无纺布的制备方法与流程
一种四面弹力熔喷无纺布的制备方法
[0001]
技术领域:本发明涉及一种熔喷无纺布制备技术领域,尤其是一种四面弹力熔喷无纺布的制备方法。
[0002]
背景技术:
:随着经济的发展,人随着经济的发展,生活水平的提高,人们对服装的追求不断向休闲,舒适,随意大方发展,目前市场四面弹力布均为涤纶丝加氨纶丝通过梭织工艺制作而成,这种弹力布容易断丝,老化,不耐温,经过高温后弹力丝容易断裂后无弹性,长时间使用后,容易出现无弹力现象,降低了后续服装穿着的舒适性。
[0003]
技术实现要素:
:本发明的目的提供一种四面弹力熔喷无纺布的制备方法,解决上述现有技术问题中的一个或者多个。
[0004]
为解决上述技术问题,本发明的创新点在于:具体包括如下步骤:s1、制备聚氨酯聚合物:选用82%的高弹性聚氨酯、10%的热固性弹性体聚氨酯、5%的c5树脂、3%的聚氨酯抗氧化剂混合固态搅拌均匀后,加入螺杆挤出机并升温到200℃-220℃待用; s2、制备丙纶无纺布:将定型制备丙纶无纺布保持在210℃,压强为1.5个标准大气压;s3、螺杆挤出机将聚氨酯聚合物定量输送到喷丝板,经过热风气流牵引摆织,熔喷到步骤s2中的丙纶无纺布上,最后经过冷却收卷得到四面弹力熔喷无纺布。
[0005]
进一步的,在步骤s1中,螺杆挤出机被划分为第一温区、第二温区以及第三温区且温度分别保持为:200℃、220℃、210℃,聚氨酯聚合物依次沿着第一温区、第二温区、第三温区进行输送。
[0006]
进一步的,在步骤s2中,丙纶无纺布经过压平处理,具体步骤如下:a、在丙纶无纺布的表面铺上一层高分子吸水树脂并利用压板将高分子吸水树脂在丙纶无纺布上压平;b、在高分子吸水树脂上放置一层金属板并将金属板的温度保持在120℃,c、金属板在高分子吸水树脂上放置30分钟后取下,并将无纺布放置在210℃的温度环境,压强为1.5个标准大气压。
[0007]
进一步的,在步骤s3中,聚氨酯聚合物经过所述喷丝板呈螺旋形熔喷在丙纶无纺布上,热风气流的温度为210℃。
[0008]
进一步的,喷丝板包括进料端面和出料端面,进料端面上设有若干进料口,出料端面上设有若干和进料口位置、数量相对应的出料口,出料口和进料口之间通过过料通道相连通;过料通道的内壁分布有螺旋纹,螺旋纹的顶部和进料口之间保持有安全距离,螺旋纹的底部和出料口相平齐。
[0009]
进一步的,螺旋纹为金属螺旋纹,螺旋纹连接有加热丝,加热丝的温度为210℃。
[0010]
本发明的有益效果在于:
1、本发明提供了一种四面弹力熔喷无纺布的制备方法,在制备丙纶无纺布时,通过将丙纶无纺布内部的水分完全蒸发,提高熔喷无纺布制备基材的弹性。
[0011]
2、本发明提供了一种四面弹力熔喷无纺布的制备方法,在熔喷无纺布的制作工程,有效避免无纺布在冷却后出现弹性不足的现象,确保熔喷无纺布的使用寿命和穿着舒适度。
[0012]
3、本发明提供了一种四面弹力熔喷无纺布的制备方法,聚氨酯聚合物在依次通过第一温区、第二温区以及第三温区时,通过温度的变化提高聚氨酯聚合物的蓬松度,以利于后续熔喷无纺布弹性的提高,同时,丙纶无纺布的压平处理一方面提高丙纶无纺布的平整度,从而有利于后续聚氨酯聚合物熔喷在丙纶无纺布表面的平整性,从而确保熔喷无纺布成型后的平整度,进一步提高熔喷无纺布穿着的舒适度,另一方面,高分子吸水树脂进一步吸出丙纶无纺布内部的水分,进一步提高丙纶无纺布的提高熔喷无纺布制备基材的弹性。
[0013]
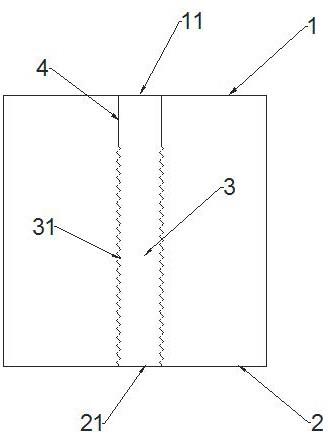
附图说明:图1为本发明喷丝板的侧面结构示意图。
[0014]
具体实施方式:为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
[0015]
如图1为本发明的一种具体实施方式,具体包括如下步骤:s1、制备聚氨酯聚合物:选用82%的高弹性聚氨酯、10%的热固性弹性体聚氨酯、5%的c5树脂、3%的聚氨酯抗氧化剂混合固态搅拌均匀后,加入螺杆挤出机并升温到200℃-220℃待用;s2、制备丙纶无纺布:将定型制备丙纶无纺布保持在210℃,压强为1.5个标准大气压;s3、螺杆挤出机将聚氨酯聚合物定量输送到喷丝板,经过热风气流牵引摆织,熔喷到步骤s2中的丙纶无纺布上,最后经过冷却收卷得到四面弹力熔喷无纺布。
[0016]
在本发明中,在制备丙纶无纺布时,通过将丙纶无纺布内部的水分完全蒸发,提高熔喷无纺布制备基材的弹性。
[0017]
本发明在熔喷无纺布的制作工程,有效避免无纺布在冷却后出现弹性不足的现象,确保熔喷无纺布的使用寿命和穿着舒适度。
[0018]
在本发明中,在步骤s1中,螺杆挤出机被划分为第一温区、第二温区以及第三温区且温度分别保持为:200℃、220℃、210℃,聚氨酯聚合物依次沿着第一温区、第二温区、第三温区进行输送。
[0019]
在发明中,在步骤s2中,丙纶无纺布经过压平处理,具体步骤如下:a、在丙纶无纺布的表面铺上一层高分子吸水树脂并利用压板将高分子吸水树脂在丙纶无纺布上压平;b、在高分子吸水树脂上放置一层金属板并将金属板的温度保持在120℃;c、金属板在高分子吸水树脂上放置30分钟后取下,并将无纺布放置在210℃的温度环境,压强为1.5个标准大气压。
[0020]
在发明中,在步骤s3中,聚氨酯聚合物经过所述喷丝板呈螺旋形熔喷在丙纶无纺布上,热风气流的温度为210℃。
[0021]
在本发明中,聚氨酯聚合物在依次通过第一温区、第二温区以及第三温区时,通过
温度的变化提高聚氨酯聚合物的蓬松度,以利于后续熔喷无纺布弹性的提高,同时,丙纶无纺布的压平处理一方面提高丙纶无纺布的平整度,从而有利于后续聚氨酯聚合物熔喷在丙纶无纺布表面的平整性,从而确保熔喷无纺布成型后的平整度,进一步提高熔喷无纺布穿着的舒适度,另一方面,高分子吸水树脂进一步吸出丙纶无纺布内部的水分,进一步提高丙纶无纺布的提高熔喷无纺布制备基材的弹性。
[0022]
在本发明中,聚氨酯聚合物呈螺旋形熔喷在丙纶无纺布上时,这种螺旋形的形状提高了聚氨酯聚合物熔喷在丙纶无纺布上的蓬松感,进而保证了熔喷无纺布成型后的弹性。
[0023]
在发明中,喷丝板包括进料端面1和出料端面2,进料端面1上设有若干进料口11,出料端面2上设有若干和进料口11位置、数量相对应的出料口21,出料口21和进料口11之间通过过料通道3相连通;过料通道3的内壁分布有螺旋纹31,螺旋纹31的顶部和进料口(11)之间保持有安全距离4,螺旋纹31的底部和出料口21相平齐。
[0024]
在本发明中,螺旋纹31为金属螺旋纹,螺旋纹31连接有加热丝,加热丝的温度为210℃。
[0025]
在本发明中,聚氨酯聚合物呈螺旋形熔喷在丙纶无纺布上的工作原理如下:聚氨酯聚合物从进料端面1的进料口11进入,在经过过料通道3,通过螺旋纹31使得聚氨酯聚合物从出料口21出来时呈螺旋形,螺旋纹31上连接加热丝,通过给加热丝加热传导热量给螺旋纹31,确保聚氨酯聚合物在过料通道3内部的温度,避免出现聚氨酯聚合物在过料通道3内部冷却,影响聚氨酯聚合物熔喷在丙纶无纺布上的弹性。
[0026]
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1