抗穿刺高耐磨性织造窗帘及其制备方法与流程
[0001]
本发明涉及窗帘技术领域,尤其涉及抗穿刺高耐磨性织造窗帘及其制备方法。
背景技术:
[0002]
窗帘是由布、麻、纱等材料等制作的,具有遮阳隔热和调节室内光线的功能。布帘按材质分有棉纱布、涤纶布、涤棉混纺、棉麻混纺、无纺布等,不同的材质、纹理、颜色、图案等综合起来就形成了不同风格的布帘,配合不同风格的室内设计窗帘。
[0003]
抗穿刺个体装甲起源最早可追朔至公元前2500年,美索不达米亚平原上战士所穿戴的斗篷、铜或青铜制的头盔,以及可能是由金属与皮革制成的裤裙。后发展出将金属薄片固定在如皮革或亚麻布等柔软基底上。现在的抗穿刺纤维织物防刺能力一般,且重量较大、厚度太厚、材料的柔软性及舒适性不足,导致现有的抗穿刺纤维织物材料穿戴起来十分笨重,灵活性和舒适性不足。随着高性能纤维的日益成熟对窗帘的材料愈来愈重视,使得传统窗帘的很多弊端得到放大。
[0004]
现有的窗帘往往是采用布、麻、纱等材料等制作的,在使用时人们很容易不小心用尖锐物划破或者戳破窗帘,使得窗帘整体损坏,因此,如何提供一种抗穿刺高耐磨性织造窗帘及其制备方法是本领域技术人员亟需解决的问题。
技术实现要素:
[0005]
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出抗穿刺高耐磨性织造窗帘及其制备方法,本发明制得的窗帘具有具有高强度、高模量、耐热性、阻燃性的特点,其抗穿刺性强能够在人们不小心用尖锐物划或者戳窗帘时,对窗帘整体进行完整的保护。
[0006]
根据本发明实施例的一种抗穿刺高耐磨性织造窗帘,由多个组织循环编织而成,其特征在于,所述组织循环包括外护层、抗穿刺层、连接层和内护层,所述连接层在抗穿刺层和外护层之间,选用“接结纬接结法”的连接方法分别与外护层和抗穿刺层编织连接,所述抗穿刺层远离外护层的一面通过胶粘层粘接有内护层;
[0007]
所述外护层包括8根经纱和8根纬纱,所述经纱为抗张强度高于150cn/tex的纤维,所述纬纱为玻璃纤维。
[0008]
优选的,所述外护层采用高性耐磨性的tpu皮芯单丝纱线和超高强聚乙烯纤维交织混纺纱编织而成。
[0009]
优选的,所述抗穿刺层包括6根经纱和6根纬纱,所述经纱为聚酯纤维,所述纬纱为pbo纤维,选用“联合接结法”的连接方法编织连接。
[0010]
优选的,所述连接层纱线为不锈钢扭包纱。
[0011]
优选的,所述内护层采用绵羊毛纤维材料编织而成。
[0012]
优选的,所述外护层和抗穿刺层表面均涂敷有抗氧化涂剂。
[0013]
优选的,包括如下制备方法:
[0014]
s1、外护层的制备:对高性耐磨性的tpu皮芯单丝纱线依次进行开松、混合和梳理,在tpu皮芯单丝纱线内添加超高强聚乙烯纤维,再对其进行成网铺网和预针扎处理,于160-180℃下对其进行热粘合加固加工,热压速度是0.5m/min;
[0015]
s2、抗穿刺层的制备:先将聚酯纤维和pbo纤维依次进行开松、混合和梳理、编织成线,通过“联合接结法”编织连接成抗穿刺织造面料;
[0016]
s3、连接层线的制备:通过纺纱技术纺制成不锈钢短纤纱,不锈钢短纤纱外包覆铝箔片制成不锈钢扭包纱线;
[0017]
s4、聚氨酯胶黏剂的制备:利用如下重量成分比:甲苯二异氰酸酯(简称tdi)改性树酯(溶于醋酸乙酯成为溶液)100份,固化剂tdi的羟基化合物的改性物5-10份,在20-80℃的环境下将其充分搅拌20-30min配制聚氨酯胶黏剂;
[0018]
s5、编织成型:使用3
×
3梭箱的织机用不锈钢扭包纱线“接结纬接结法”的连接方法将外护层和抗穿刺层编织成复合基布;
[0019]
s6、再使用涂布机将经配制好的聚氨酯胶黏剂刮涂在s5制备的复合基布的抗穿刺层表面,将内护层粘接在抗穿刺层上,烘干温度为145-160℃,时间10-30min,收卷速度为6m/min,制成窗帘。
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
本发明中的第一层是外护层,第二层是连接层,第三层是抗穿刺层,第四层是内护层,抗穿刺层采用经纱为聚酯纤维,纬纱为pbo纤维编织连接,在提高其强度与模量的同时使得整体抗穿刺层具有很好的回弹性,使得在被刀具等尖锐物品穿刺后能更好的恢复原形。本发明制得的窗帘具有具有高强度、高模量、耐热性、阻燃性的特点,其抗穿刺性强能够在人们不小心用尖锐物划或者戳窗帘时,对窗帘整体进行完整的保护。
附图说明
[0022]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
[0023]
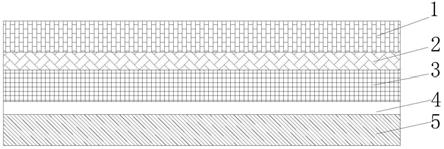
图1为本发明提出的抗穿刺高耐磨性织造窗帘及其制备方法的结构示意图;
[0024]
图中:1-外护层、2-连接层、3-抗穿刺层、4-胶粘层、5-内护层。
具体实施方式
[0025]
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
[0026]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0027]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情
况理解上述术语在本发明中的具体含义。
[0028]
参考图1,一种抗穿刺高耐磨性织造窗帘,由多个组织循环编织而成,其特征在于,组织循环包括外护层1、抗穿刺层3、连接层2和内护层5,连接层2在抗穿刺层3和外护层1之间,选用“接结纬接结法”的连接方法分别与外护层1和抗穿刺层3编织连接,抗穿刺层3远离外护层1的一面通过胶粘层4粘接有内护层5;
[0029]
本发明的窗帘,外护层1在使用时是朝向室内安装,内护层5在使用时是朝向室外安装。
[0030]
抗穿刺层3包括6根经纱和6根纬纱,经纱为聚酯纤维,纬纱为pbo纤维,选用“联合接结法”的连接方法编织连接。
[0031]
pbo纤维采用液晶纺丝法纺丝,由苯环和苯杂环组成的刚棒状分子结构以及分子链的高取向度,pb0纤维主要分为pb0初纺普通丝(as丝-标准型),其具有3.5n/tex以上的强度和10.84n/tex以上弹性模量,pbo-as经热处理后可得到强度不变、模量达176.4n/tex的高模量丝(hm丝-高模量型)。
[0032]
参考下表1所示,pbo作为一种新型高性能纤维,具有高强度、高模量、耐热性、阻燃性4大特点,其强度与模量相当于凯夫拉纤维的2倍,限氧指数为68,热分解温度高达650℃,由上述综合本发明需要的抗穿刺性强的材料,所以本发明优选为pbo-hm纤维纱线,同时复合编织有聚酯纤维,使得整体抗穿刺层3具有很好的回弹性,使得在被刀具等尖锐物品穿刺后能更好的恢复原形。
[0033]
性能pbo-hmkevlar-49宇航级碳纤维密度(g/cm3)1.561.451.80纤维直径(μm)24126抗拉强度(gpa)5.83.23.58拉伸模量(cpa)280115230断裂延伸率(%)2.52.00.5热分解温度(℃)650550一
[0034]
表1
[0035]
外护层1包括8根经纱和8根纬纱,经纱为抗张强度高于150cn/tex的纤维,纬纱为玻璃纤维,外护层1主要的目的是起到耐磨和初级缓冲的作用。
[0036]
外护层1采用高性耐磨性的tpu皮芯单丝纱线和超高强聚乙烯纤维交织混纺纱编织而成。
[0037]
连接层2纱线为不锈钢扭包纱,不锈钢扭包纱是以不锈钢短纤纱为芯外包铝箔制得的,不锈钢短纤纱是通过纺纱技术纺制而成,金属短纤纱外面包的是铝箔片。
[0038]
内护层5采用绵羊毛纤维材料编织而成,绵羊毛纤维具有优良的弹性和灵活性。在标准条件下,绵羊毛纤维能延伸20%至40%之间。绵羊毛纤维的回弹性非常好,它可以在碾压折皱之后恢复原形,适合本发明窗帘内层材料。
[0039]
外护层1和抗穿刺层3表面均涂敷有抗氧化涂剂。
[0040]
实施例1:
[0041]
s1、外护层1的制备:对高性耐磨性的tpu皮芯单丝纱线依次进行开松、混合和梳理,在tpu皮芯单丝纱线内添加超高强聚乙烯纤维,再对其进行成网铺网和预针扎处理,于
180℃下对其进行热粘合加固加工,热压速度是0.5m/min;
[0042]
s2、抗穿刺层3的制备:先将聚酯纤维和pbo纤维依次进行开松、混合和梳理、编织成线,通过“联合接结法”编织连接成抗穿刺织造面料;
[0043]
s3、连接层2线的制备:通过纺纱技术纺制成不锈钢短纤纱,不锈钢短纤纱外包覆铝箔片制成不锈钢扭包纱线;
[0044]
s4、聚氨酯胶黏剂的制备:利用如下重量成分比:甲苯二异氰酸酯(简称tdi)改性树酯(溶于醋酸乙酯成为溶液)100份,固化剂tdi的羟基化合物的改性物10份,在20℃的环境下将其充分搅拌30min配制聚氨酯胶黏剂;
[0045]
s5、编织成型:使用3
×
3梭箱的织机用不锈钢扭包纱线“接结纬接结法”的连接方法将外护层1和抗穿刺层3编织成复合基布;
[0046]
s6、再使用涂布机将经配制好的聚氨酯胶黏剂刮涂在s5制备的复合基布的抗穿刺层3表面,将内护层5粘接在抗穿刺层3上,烘干温度为145℃,时间30min,收卷速度为6m/min,制成窗帘。
[0047]
实施例2:
[0048]
s1、外护层1的制备:对高性耐磨性的tpu皮芯单丝纱线依次进行开松、混合和梳理,在tpu皮芯单丝纱线内添加超高强聚乙烯纤维,再对其进行成网铺网和预针扎处理,于180℃下对其进行热粘合加固加工,热压速度是0.5m/min;
[0049]
s2、抗穿刺层3的制备:先将聚酯纤维和pbo纤维依次进行开松、混合和梳理、编织成线,通过“联合接结法”编织连接成抗穿刺织造面料;
[0050]
s3、连接层2线的制备:通过纺纱技术纺制成不锈钢短纤纱,不锈钢短纤纱外包覆铝箔片制成不锈钢扭包纱线;
[0051]
s4、聚氨酯胶黏剂的制备:利用如下重量成分比:甲苯二异氰酸酯(简称tdi)改性树酯(溶于醋酸乙酯成为溶液)100份,固化剂tdi的羟基化合物的改性物5份,在20℃的环境下将其充分搅拌20min配制聚氨酯胶黏剂;
[0052]
s5、编织成型:使用3
×
3梭箱的织机用不锈钢扭包纱线“接结纬接结法”的连接方法将外护层1和抗穿刺层3编织成复合基布;
[0053]
s6、再使用涂布机将经配制好的聚氨酯胶黏剂刮涂在s5制备的复合基布的抗穿刺层3表面,将内护层5粘接在抗穿刺层3上,烘干温度为160℃,时间10min,收卷速度为6m/min,制成窗帘。
[0054]
实施例3:
[0055]
s1、外护层1的制备:对高性耐磨性的tpu皮芯单丝纱线依次进行开松、混合和梳理,在tpu皮芯单丝纱线内添加超高强聚乙烯纤维,再对其进行成网铺网和预针扎处理,于170℃下对其进行热粘合加固加工,热压速度是0.5m/min;
[0056]
s2、抗穿刺层3的制备:先将聚酯纤维和pbo纤维依次进行开松、混合和梳理、编织成线,通过“联合接结法”编织连接成抗穿刺织造面料;
[0057]
s3、连接层2线的制备:通过纺纱技术纺制成不锈钢短纤纱,不锈钢短纤纱外包覆铝箔片制成不锈钢扭包纱线;
[0058]
s4、聚氨酯胶黏剂的制备:利用如下重量成分比:甲苯二异氰酸酯(简称tdi)改性树酯(溶于醋酸乙酯成为溶液)100份,固化剂tdi的羟基化合物的改性物8份,在50℃的环境
下将其充分搅拌25min配制聚氨酯胶黏剂;
[0059]
s5、编织成型:使用3
×
3梭箱的织机用不锈钢扭包纱线“接结纬接结法”的连接方法将外护层1和抗穿刺层3编织成复合基布;
[0060]
s6、再使用涂布机将经配制好的聚氨酯胶黏剂刮涂在s5制备的复合基布的抗穿刺层3表面,将内护层5粘接在抗穿刺层3上,烘干温度为150℃,时间20min,收卷速度为6m/min,制成窗帘。
[0061]
综合上述实施例1-3制作出的窗帘和现有市场上的窗帘进行数据对比,如下
[0062]
表2所示,实施例3制得的窗帘抗穿刺性最优,为优选的技术方案。
[0063][0064]
表2
[0065]
本发明中的第一层是外护层1,第二层是连接层2,第三层是抗穿刺层3,第四层是内护层5,抗穿刺层3采用经纱为聚酯纤维,纬纱为pbo纤维编织连接,在提高其强度与模量的同时使得整体抗穿刺层3具有很好的回弹性,使得在被刀具等尖锐物品穿刺后能更好的恢复原形。本发明制得的窗帘具有具有高强度、高模量、耐热性、阻燃性的特点,其抗穿刺性强能够在人们不小心用尖锐物划或者戳窗帘时,对窗帘整体进行完整的保护。
[0066]
本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
[0067]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1