一种代替透气膜材料的无轧点无纺布材料的生产方法与流程
1.本发明涉及sms光辊无纺布技术领域,尤其涉及一种代替透气膜材料的无轧点无纺布材料的生产方法。
背景技术:
2.无纺布又称不织布,是一种以针轧机械或梳理机械处理各种纤维原料,用高压形成或粘合生产的一种布状物。
3.现阶段,无纺布的用途越来越广泛,其广泛用于纸尿裤、卫生巾等一次性卫生用品的底膜材料,但是目前现有技术中的传统无纺布材料已不能满足现阶段的需求,现有技术中的一次性卫生用品中,透气膜材料虽然可以保证尿液、血液等不渗漏,但透气性能相对较差,尤其是夏季等炎热季节,尤其突出,且透气膜强度较低,使用非常不便,为此,我们提出一种代替透气膜材料的无轧点无纺布材料,可以取代透气膜材料应用于纸尿裤、卫生巾等一次性卫生用品,其透气性更佳,强度更高。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的透气性和强度较差的问题,而提出的一种代替透气膜材料的无轧点无纺布材料的生产方法。
5.为了实现上述目的,本发明采用了如下技术方案:一种代替透气膜材料的无轧点无纺布材料的生产方法,采用以下步骤操作:s1,将聚丙烯原料、熔喷原料加入料斗,混合搅拌形成混合原料;s2,将混合搅拌好的混合原料通过喂料系统到螺杆进行挤压熔融,获得热熔体;s3,将所述热熔体在一定温度、一定压力下进行过滤、计量和分配;s4,将分配计量好的热熔体进行纺丝,并将纺出的丝经侧冷风冷却,获得初生长丝;s5,将所述初生长丝进行牵伸,获得纤维;s6,将所述纤维分丝铺网,形成纤网;s7,将纤网经热轧后,获得非织造布;s8,将获得的非织造布进行收卷、分切。
6.优选的,步骤s2中的喂料系统采用真空抽吸,螺杆熔融温度为180℃~270℃。
7.优选的,步骤s3中,所述热熔体进行过滤、计量和分配的操作温度为230~250℃,压力在5~10mpa。
8.优选的,步骤s4中,分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,然后经过冷却风箱冷却后获得初生长丝。
9.优选的,冷却风箱的温度为10~20℃,冷却风速度为0.2~1.5m/s。
10.优选的,步骤s5中,将所述初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h~5000m/h,获得1.8~2.2丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维。
11.优选的,步骤s6中,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网。
12.优选的,将所述纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布。
13.优选的,热轧机温度为80~120℃,线压力为30~70mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统。
14.优选的,所述上轧辊和下轧辊均采用光辊。
15.与现有技术相比,本发明提供了一种代替透气膜材料的无轧点无纺布材料的生产方法,具备以下有益效果:1、该代替透气膜材料的无轧点无纺布材料的生产方法,首先将聚丙烯原料、熔喷原料加入料斗,然后将所述混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,真空环境抽吸,效果更好,然后进行过滤、计量和分配,该操作温度为230~250℃,压力在5~10mpa,将分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度10~20℃,冷却风速度0.2~1.5m/s,将的初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h~5000m/h,获得1.8~2.2丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网,将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布,热轧机温度80~120℃,线压力30~70mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统,最后进行收卷、分切,与传统无纺布相比,材料最大的优点是采用了光辊压轧,而非传统花辊,使产品表面光滑。
16.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本发明生产出来的无纺布材料,可以取代纸尿裤、卫生巾等一次性卫生用品的底膜材料,通常底膜卫生巾采用透气膜材料、纸尿裤拉拉裤采用透气膜和柔软无纺布复合,其透气性更佳,强度更高。
具体实施方式
17.显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.实施例1:一种代替透气膜材料的无轧点无纺布材料的生产方法,采用以下步骤操作:s1,将聚丙烯原料、熔喷原料加入料斗,混合搅拌形成混合原料;s2,将混合搅拌好的混合原料通过喂料系统到螺杆进行挤压熔融,获得热熔体;s3,将热熔体在一定温度、一定压力下进行过滤、计量和分配;s4,将分配计量好的热熔体进行纺丝,并将纺出的丝经侧冷风冷却,获得初生长丝;s5,将初生长丝进行牵伸,获得纤维;
s6,将纤维分丝铺网,形成纤网;s7,将纤网经热轧后,获得非织造布;s8,将获得的非织造布进行收卷、分切。
19.步骤s2中的喂料系统采用真空抽吸,螺杆熔融温度为180℃。
20.步骤s3中,热熔体进行过滤、计量和分配的操作温度为230℃,压力在5mpa。
21.步骤s4中,分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,然后经过冷却风箱冷却后获得初生长丝。
22.冷却风箱的温度为10℃,冷却风速度为0.2m/s。
23.步骤s5中,将初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h,获得1.8丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维。
24.步骤s6中,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网。
25.将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布。
26.热轧机温度为80℃,线压力为30mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统。
27.上轧辊和下轧辊均采用光辊。
28.本发明中,首先将聚丙烯原料、熔喷原料加入料斗,然后将混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,真空环境抽吸,效果更好,然后进行过滤、计量和分配,该操作温度为230℃,压力在5mpa,将分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度10℃,冷却风速度0.2m/s,将的初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为2000m/h,获得1.8丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网,将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布,热轧机温度80℃,线压力30mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统,最后进行收卷、分切,与传统无纺布相比,材料最大的优点是采用了光辊压轧,而非传统花辊,使产品表面光滑。
29.实施例2:一种代替透气膜材料的无轧点无纺布材料的生产方法,采用以下步骤操作:s1,将聚丙烯原料、熔喷原料加入料斗,混合搅拌形成混合原料;s2,将混合搅拌好的混合原料通过喂料系统到螺杆进行挤压熔融,获得热熔体;s3,将热熔体在一定温度、一定压力下进行过滤、计量和分配;s4,将分配计量好的热熔体进行纺丝,并将纺出的丝经侧冷风冷却,获得初生长丝;s5,将初生长丝进行牵伸,获得纤维;s6,将纤维分丝铺网,形成纤网;s7,将纤网经热轧后,获得非织造布;
s8,将获得的非织造布进行收卷、分切。
30.步骤s2中的喂料系统采用真空抽吸,螺杆熔融温度为270℃。
31.步骤s3中,热熔体进行过滤、计量和分配的操作温度为250℃,压力在10mpa。
32.步骤s4中,分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,然后经过冷却风箱冷却后获得初生长丝。
33.冷却风箱的温度为20℃,冷却风速度为1.5m/s。
34.步骤s5中,将初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为5000m/h,获得2.2丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维。
35.步骤s6中,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网。
36.将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布。
37.热轧机温度为120℃,线压力为70mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统。
38.上轧辊和下轧辊均采用光辊。
39.本发明中,首先将聚丙烯原料、熔喷原料加入料斗,然后将混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,真空环境抽吸,效果更好,然后进行过滤、计量和分配,该操作温度为250℃,压力在10mpa,将分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度20℃,冷却风速度1.5m/s,将的初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为5000m/h,获得2.2丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网,将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布,热轧机温度120℃,线压力70mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统,最后进行收卷、分切,与传统无纺布相比,材料最大的优点是采用了光辊压轧,而非传统花辊,使产品表面光滑。
40.实施例3:一种代替透气膜材料的无轧点无纺布材料的生产方法,采用以下步骤操作:s1,将聚丙烯原料、熔喷原料加入料斗,混合搅拌形成混合原料;s2,将混合搅拌好的混合原料通过喂料系统到螺杆进行挤压熔融,获得热熔体;s3,将热熔体在一定温度、一定压力下进行过滤、计量和分配;s4,将分配计量好的热熔体进行纺丝,并将纺出的丝经侧冷风冷却,获得初生长丝;s5,将初生长丝进行牵伸,获得纤维;s6,将纤维分丝铺网,形成纤网;s7,将纤网经热轧后,获得非织造布;s8,将获得的非织造布进行收卷、分切。
41.步骤s2中的喂料系统采用真空抽吸,螺杆熔融温度为240℃。
42.步骤s3中,热熔体进行过滤、计量和分配的操作温度为240℃,压力在8mpa。
43.步骤s4中,分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,然后经过冷却风箱冷却后获得初生长丝。
44.冷却风箱的温度为15℃,冷却风速度为1m/s。
45.步骤s5中,将初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为3500m/h,获得2丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维。
46.步骤s6中,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网。
47.将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布。
48.热轧机温度为100℃,线压力为50mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统。
49.上轧辊和下轧辊均采用光辊。
50.本发明中,首先将聚丙烯原料、熔喷原料加入料斗,然后将混合搅拌好的原料通过喂料系统真空抽吸到螺杆进行挤压熔融,真空环境抽吸,效果更好,然后进行过滤、计量和分配,该操作温度为240℃,压力在8mpa,将分配计量好的热熔体纺丝是通过0.3~0.8mm孔径中喷出丝,经过冷却风箱冷却,冷却风箱温度15℃,冷却风速度1m/s,将的初生长丝经过气流分丝的方式,通过狭缝式牵伸器的喇叭口,将初生长丝进行气流牵伸,气流牵伸速度为3500m/h,获得2丹尼尔纤度的纤维,同时经过牵伸的初生长丝分子链排列整齐,产生强力,形成纤维,将该纤维杂乱的铺到成网帘上,成网帘下有抽风机,进行向下的抽吸风,将纤维固定在成网帘上,通过预压辊进行预压,形成纤网,将纤网通过成网帘,在网帘辊的带动下,传输到热轧机,经过热轧机上轧辊和下轧辊的热压粘合作用后获得非织造布,热轧机温度100℃,线压力50mpa,该非织造布通过上缠绕辊和下缠绕辊,传输到后整理系统,最后进行收卷、分切,与传统无纺布相比,材料最大的优点是采用了光辊压轧,而非传统花辊,使产品表面光滑。
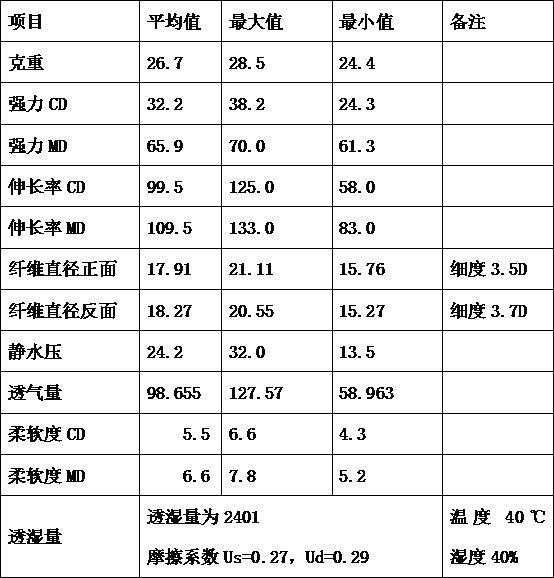
51.其中,制得的无纺布材料在27g时的产品数据如下表:
制得的无纺布材料在22g时的产品数据如下表:
综上所述,本发明生产出来的无纺布材料,可以取代透气膜材料应用于纸尿裤、卫生巾等一次性卫生用品,其透气性更佳,强度更高。
52.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1