拉链牙链带的制造方法、拉链链条与流程
1.本发明涉及通过憎水加工而附着有憎水剂的拉链牙链带的制造方法、憎水加工后的拉链链条。此外,拉链链条是使一对拉链牙链带啮合而成的。另外,拉链能够利用拉头使一对拉链牙链带开闭。
背景技术:
2.作为拉链牙链带的通常的制造工序,例如如专利文献1、专利文献2所记载那样公知有如下内容:在将链牙列安装到由纤维形成的拉链带之后,利用链牙列、拉链带的热变形的性质而进行用于使形状稳定的热定形工序,之后,进行染色工序。
3.另外,在对衣服的衣料进行憎水加工时,使用各种各样的憎水剂,在对有时使用于衣服的一部分的拉链中的拉链链条进行憎水加工的情况下,在上述染色工序之后进行憎水处理工序,在例如专利文献3、专利文献4中公开了使用憎水剂对拉链链条进行憎水处理工序。
4.在此,作为憎水剂,存在氟系憎水剂、硅系憎水剂、烃系憎水剂(例如石蜡系憎水剂)等多样的憎水剂,已知与未使用氟的憎水剂(以下,称为“非氟系憎水剂”。)相比,氟系憎水剂的憎水性较高,从而被广泛利用。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开昭59
‑
202820号公报
8.专利文献2:日本特开2003
‑
47506号公报
9.专利文献3:日本特开昭59
‑
080204号公报
10.专利文献4:日本特开2008
‑
194066号公报
11.在拉链领域中,作为为了赋予憎水性而最有效的憎水剂,广泛使用氟系憎水剂。
12.然而,近年来,出于社会整体的环境保护意识的提高,要求尽量防止环境污染,在服装行业中,也要求限制给环境带来不良影响的化学物质而制造产品。并且,作为应该限制的该化学物质之一,列举出氟化物。出于该观点考虑,针对用于拉链链条的憎水剂,也要求根据用途而分别使用氟系憎水剂和非氟系憎水剂。
13.此外,期望的是,憎水加工后的拉链链条在进行了所设定的次数的洗涤之后发挥作为目标的基准以上的憎水性能。在使用氟系憎水剂的情况下,通过以之前进行了说明的背景技术所记载那样的公知的现有技术的制造方法制造拉链链条,能够获得具有作为目标的基准以上的憎水性能的拉链链条,已经被实用化。不过,若对使用了非氟系憎水剂的拉链链条洗涤所设定的次数,则憎水性能相对于作为目标的基准会降低。本案发明人推测出拉链链条的憎水性能在洗涤后降低的原因在于非氟系憎水剂从拉链链条剥落。
技术实现要素:
14.本发明是考虑上述实际情况而完成的,其目的在于,在使用非氟系憎水剂的拉链
链条(拉链牙链带)中尽量抑制洗涤后的憎水性能的降低。
15.本案发明人推测出非氟系憎水剂在洗涤后从拉链链条剥落的原因在于,非氟系憎水剂难以附着于拉链牙链带。并且,本案发明人推测出非氟系憎水剂难以附着于拉链牙链带的原因在于拉链牙链带所含有的微量油脂。
16.拉链牙链带所含有的油脂是构成拉链牙链带的拉链带的纱线(纤维)等所含有的微量油脂。这些油脂在之前的背景技术所说明那样的热定形工序中在一定程度上蒸发。
17.然而,热定形工序本来就不是用于有意地使油脂蒸发的工序,而且只不过是以干式进行加热的工序,因此,未蒸发的油脂、也就是说残留部分的油脂附着于拉链牙链带。并且,本案发明人推定为残留部分的油脂是非氟系憎水剂难以附着于拉链牙链带的原因。
18.此外,就氟系憎水剂而言,在对拉链链条进行了染色加工时,残留部分的油脂也会附着到拉链牙链带,但并不认为氟系憎水剂是成为给洗涤后的憎水性造成影响的原因的物质。其原因在于,氟系憎水剂的憎水性能较高,因此即使在对拉链链条进行了洗涤之后也满足作为目标的基准。
19.由于油脂附着于纤维,从而考虑到如下的1)、2)。1)纤维表面的临界表面张力变高,纤维的憎水性降低。2)憎水剂不再附着于纤维中的附着有油脂的部分。出于这样的想法,本案发明人想到了以下的本发明。
20.本发明的拉链牙链带的制造方法以包括如下工序为前提:染色工序,在该染色工序中,对在由纤维形成的拉链带的侧缘部固定有链牙列的拉链牙链带进行染色;染料用清洗工序,在该染料用清洗工序中,从拉链牙链带去除多余的染料;以及憎水处理工序,在该憎水处理工序中,使非氟系憎水剂附着于拉链牙链带。此外,憎水处理工序在染料用清洗工序之后进行。在此基础上,本发明的拉链牙链带的制造方法的特征在于,包括染色前的脱脂工序,在该染色前的脱脂工序中,对附着于拉链牙链带的油脂进行湿式脱脂。
21.染色工序存在仅使用染料的情况和除了染料之外还使用染色助剂的情况。在使用染色助剂的情况下,为了抑制洗涤后的憎水性的降低,期望的是去除染色助剂,为此设为如下这样。
22.即,在染料用清洗工序中,除了从拉链牙链带去除多余的染料之外,还从拉链牙链带去除多余的染色助剂。
23.染色前的脱脂工序不管是否使用精练剂都可以,但期望的是,为了以短时间且尽量去除油脂而使用精练剂,在该情况下,期望的是从拉链牙链带尽量去除精练剂以对拉链牙链带进行染色。为此期望的是如下这样。
24.染色前的脱脂工序依次进行如下工序:脱脂用精练工序,在该脱脂用精练工序中,使用精练剂以去除附着于拉链牙链带的油脂;和精练剂用清洗工序,在该精练剂用清洗工序中,清洗拉链牙链带而去除精练剂。
25.作为精练剂的具体的一个例子,能够列举出包含表面活性剂和碱性试剂的精练剂。
26.精练剂用清洗工序不管是否积极地去除油脂都可以,可以使用例如常温的水,但为了与精练剂一起积极地去除油脂,期望的是如下这样。
27.即,在精练剂用清洗工序中,使用热水以去除精练剂和油脂。
28.染料用清洗工序不管是否积极地去除油脂都可以,但为了与染料、染色助剂一起
以短时间且尽量去除油脂,期望的是如下这样。
29.即,染料用清洗工序包括染色后的脱脂兼清洗工序,在该染色后的脱脂兼清洗工序中,使用皂洗剂以对附着于拉链牙链带的油脂进行脱脂并且清洗多余的染料和染色助剂。
30.作为皂洗剂的具体的一个例子,能够列举出包含表面活性剂和碱性试剂的皂洗剂。
31.在染色前的脱脂工序之前不管是否进行对拉链牙链带进行加热的热定形工序都可以,但为了使拉链牙链带中的至少拉链带的形状稳定,期望的是如下这样。
32.即,拉链牙链带的制造方法在染色前的脱脂工序之前包括对拉链牙链带进行加热的热定形工序。
33.通常,附着于纱线(纤维)的(纱线(纤维)所含有的)油脂的成分、量按照纱线的各制造者而不同或者根据纱线的种类而不同,因此难以确定。不过,现状是,在以氟系憎水剂进行了憎水加工的拉链链条中,一对拉链牙链带所含有的油脂的质量相对于一对拉链牙链带的总质量是0.15%以上。因此,为了使非氟系憎水剂易于附着于拉链牙链带,期望的是如下这样。
34.即,本发明的拉链链条是在一对拉链牙链带处于啮合状态的拉链链条上附着非氟系憎水剂而成的,该一对拉链牙链带是在由纤维形成的一对拉链带的相对的侧缘部分别固定有链牙列的一对拉链牙链带,在该拉链链条中,一对拉链牙链带所含有的油脂的质量相对于一对拉链牙链带的总质量是0.12%以下。
35.另外,期望的是,一对拉链牙链带所含有的油脂的质量相对于一对拉链牙链带的总质量是0.08%以下。
36.发明效果
37.根据本发明,拉链牙链带所含有的油脂较少,因此,非氟系憎水剂易于附着于拉链牙链带,能够尽量抑制洗涤后的憎水性能的降低。
附图说明
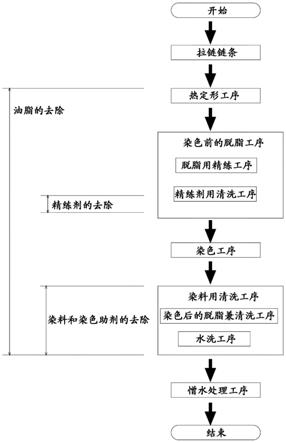
38.图1是表示本发明的第一实施方式的拉链牙链带的制造方法的流程图。
具体实施方式
39.拉链作为基本结构而具备:呈带状并且在带状的宽度方向上相对的一对拉链牙链带;和使一对拉链牙链带在其相对的侧缘部开闭自由的拉头。另外,除了该基本结构之外,拉链还具备:止码,其在一对拉链牙链带闭合的方向上的端部使拉头的移动停止;和打开件,其在一对拉链牙链带打开的方向上的端部能够使一对拉链牙链带连结和解除连结。拉链打开的状态是一对拉链牙链带在相对的侧缘部分离开的状态,拉链闭合的状态是一对拉链牙链带在相对的侧缘部处于啮合的状态。像这样一对拉链牙链带处于啮合的状态的构件被称为拉链链条。
40.一对拉链牙链带具备:在宽度方向上相对的一对拉链带;和相对于一对拉链带固定于其相对的侧缘部上的一对链牙列。并且,拉链牙链带具备呈一直线延伸的带状的拉链带和沿着拉链带的一方的侧缘部固定的链牙列。如此,拉链牙链带是固定有链牙列的带状
的构件,从而是细长的构件。以下,将拉链牙链带的较长的方向称为“长度方向”,将拉链牙链带的较细的方向(较短的方向)如前述那样称为“宽度方向”。
41.拉链带是带状,是集合纤维而形成的。因而,拉链带以纤维为材料。另外,拉链带的具体的例子是织物或编织物。
42.链牙列由单丝形成,该单丝由例如沿着拉链带的相对的侧缘部在长度方向上连续的链牙构成。单丝例如弯曲成螺旋状,是树脂制的。顺便说下,在单丝的内部插入有芯绳。并且,单丝通过缝纫而固定于拉链带的厚度方向的一面。并且,在拉链链条的状态下,一对拉链带以在宽度方向上具有间隙的状态相对,一对链牙列成为相对于一对拉链带在厚度方向的一面中啮合的状态。啮合的状态是一方的链牙列的链牙与另一方的链牙列的链牙相啮合的状态。
43.在形成拉链带的纱线、芯绳、将单丝(链牙列)缝在拉链带上的缝线上本来就附着有油脂。并且,油脂是合成油、将链牙列缝在拉链带上时所使用的缝纫用的矿物油等。作为合成油的一个例子,是烃系(例如酯系、醚系)、硅系、氟系等的合成油。另外,作为矿物油的一个例子,是源自地下资源的碳氢化合物、或者是作为含有杂质的混合物的芳香烃、石蜡烃、环烷烃。
44.上述的纱线、芯绳、缝线是例如化学纤维、天然纤维、和组合它们而成的纤维。更详细而言,作为化学纤维的一个例子的合成纤维,能够列举出聚酯、聚丙烯、聚酰胺、腈纶、维尼纶、芳族聚酰胺、醋酸纤维、三醋酸纤维等疏水性合成纤维。另外,作为天然纤维,能够列举出棉、羊毛、丝绸等。
45.若粗略地表示临界表面张力,则在液体油脂的情况下是约30~35dyn/cm。另外,在固体的氟系憎水剂的情况下,是约20dyn/cm以下,在固体的非氟系憎水剂的情况下,是约20~30dyn/cm。如此,与氟系憎水剂的临界表面张力相比,油脂的临界表面张力更接近非氟系憎水剂的临界表面张力,因此,能够理解在使非氟系憎水剂附着于拉链带时带来不良影响。
46.本发明的拉链牙链带的制造方法是对上述的拉链链条进行染色加工、憎水加工的方法。顺便说下,拉链链条如上述这样具备一对拉链牙链带,因此,以后,通过说明对拉链链条进行染色加工、憎水加工的一个例子,也就说明了对拉链牙链带进行染色加工、憎水加工的例子、即本发明的拉链牙链带的制造方法的一个例子(第一实施方式)。
47.如图1所示,本发明的第一实施方式的拉链牙链带的制造方法依次进行如下工序:对拉链链条进行加热的热定形工序;对附着于拉链链条的油脂进行湿式脱脂的染色前的脱脂工序;对拉链链条进行染色的染色工序;从拉链链条去除多余的染料和染色助剂的染料用清洗工序;以及使非氟系憎水剂附着于拉链链条的憎水工序。以下,详细地说明各工序。
48.热定形工序例如如作为现有技术文献提出的专利文献1、专利文献2所记载那样,在干式的加热状况下对拉链链条进行处理。利用该热定形工序,使链牙列、拉链带的形状稳定。此外,由于热定形工序中的热,附着于拉链链条的油脂的一部分蒸发。已知在使用氟系憎水剂的情况下,即使是该热定形工序后的拉链链条的状态下,也获得充分的憎水性能。然而,由本案发明人弄清楚了如下内容:在使用非氟系憎水剂的情况下,残留于该热定形工序后的拉链链条上的极微量的油脂会带来不良影响。并且,对附着于该拉链链条的残留部分的油脂进行湿式去除的工序是染色前的脱脂工序。
49.染色前的脱脂工序依次进行如下工序:脱脂用精练工序,在该脱脂用精练工序中,
使用精练剂以去除附着于拉链链条的油脂;和精练剂用清洗工序,在该精练剂用清洗工序中,清洗拉链链条而去除精练剂。
50.脱脂用精练工序使油脂溶解于加热后的液体中,将例如由作为溶质的精练剂和作为溶剂的水构成的水溶液保持在摄氏130℃,使拉链链条浸渍于该水溶液中并搅拌20分钟。水溶液的温度相对于常温成为高温(至少摄氏60℃以上),根据常识可以认为随着相对于常温成为高温而油脂易于溶解(脱脂作用变高)。常温是不对液体进行加热、冷却的温度。
51.作为精练剂,设为使用表面活性剂和碱性试剂的精练剂。
52.表面活性剂可以是离子系、非离子系中任一种。在离子系中,作为阴离子表面活性剂的例子,存在脂肪酸盐类、高级醇硫酸酯盐类、液体脂肪酸硫酸酯盐类、烷基芳基磺酸盐类等。另外,作为非离子表面活性剂的例子,存在聚氧乙烯烷基醚类、脱水山梨糖醇烷基酯类、聚氧乙烯脱水山梨糖醇烷基酯类等。
53.碱性试剂是例如氢氧化钠、氢氧化钾、碳酸氢钠、氨等。另外,水溶液呈碱性,ph设为例如11。
54.利用脱脂用精练工序积极地去除附着于拉链链条的油脂。并且,去除附着于拉链链条的精练剂的工序是接下来的工序的精练剂用清洗工序。
55.精练剂用清洗工序使精练剂分散于液体而流动,例如将精练工序后的拉链链条在例如摄氏90℃的热水中搅拌10分钟。顺便说下,“热水”是指相对于常温成为高温(至少摄氏60℃以上)的水,根据常识可以认为随着相对于常温成为高温而油脂易于溶解(脱脂作用变高)。常温是不对液体进行加热、冷却的温度。
56.在该精练剂去除工序中使用热水(加热后的液体),因此,不仅去除附着于拉链链条的精练剂,也去除油脂。另外,通过去除精练剂,使润湿后的拉链链条的ph成为所期望的值,在接下来的染色工序中易于对拉链链条进行染色。
57.染色工序使拉链链条浸渍在染液中并搅拌规定分钟数。染液是由作为溶质的染料和染色助剂、作为溶剂的水构成的水溶液。另外,在染料使用了分散染料的情况下,作为染色助剂而使用分散剂、均染剂、酸、载体剂。
58.利用该染色工序将拉链链条的纤维染色成所期望的颜色,在染液是水溶液且是热水的情况(对染液进行了加热的情况)下,不仅进行染色,也去除油脂。并且,在染色工序中至少染料和染色助剂多余地附着于拉链链条,因此,去除该多余的染料和染色助剂的工序是接下来的染料用清洗工序。
59.染料用清洗工序依次进行如下工序:染色后的脱脂兼清洗工序,在该染色后的脱脂兼清洗工序中,使用皂洗剂以对附着于拉链牙链带的油脂进行脱脂并且清洗多余的染料和染色助剂;和水洗工序,在该水洗工序中,使用常温的水对拉链牙链带进行水洗。
60.染色后的脱脂兼清洗工序作为液体而存在使用水的情况、使用由作为溶质的皂洗剂和作为溶剂的水构成的水溶液的情况、以及使用由作为溶质的还原剂和作为溶剂的水构成的水溶液的情况。使用皂洗剂或还原剂的情况是对染料使用了分散染料的情况。在使用了还原剂的情况下,利用还原反应使多余的分散染料、染色助剂分解。另外,使用水作为液体的情况是对染料不使用分散染料、而是使用了通常的水溶性的染料的情况。
61.作为皂洗剂,设为使用表面活性剂和碱性试剂的皂洗剂。
62.表面活性剂可以是离子系、非离子系中任一种。在离子系中,作为阴离子表面活性
剂的例子,存在脂肪酸盐类、高级醇硫酸酯盐类、液体脂肪酸硫酸酯盐类、烷基烯丙基磺酸盐类等。另外,作为非离子表面活性剂的例子,存在聚氧乙烯烷基醚类、脱水山梨糖醇烷基酯类、聚氧乙烯脱水山梨糖醇烷基酯类等。
63.碱性试剂是例如氢氧化钠、氢氧化钾、碳酸氢钠、氨等。另外,水溶液呈碱性,ph设为例如11。
64.作为还原剂,能够列举出例如氯化亚锡、草酸亚锡、醋酸亚锡、氟化亚锡、亚硫酸氢盐、二氧化硫脲、以雕白粉为代表的次硫酸氢钠
·
甲醛复合物、以德科林为代表的甲醛次硫酸锌盐等。
65.另外,染色后的脱脂兼清洗工序在作为更具体的一个例子而使用上述的液体中的水或含有皂洗剂的水溶液的情况下,加热这些液体并将其保持在摄氏90℃,在其中将拉链链条搅拌20分钟。另外,在使用上述的液体中的含有还原剂的水溶液的情况下,不进行加热,在水溶液中将拉链链条搅拌20分钟。利用该染色后的脱脂兼清洗工序去除多余的染料(分散染料)、染色助剂、油脂。并且,在接下来的水洗工序中,使拉链链条的温度降低到作业者以手接触的程度,并去除皂洗剂、还原剂。接着,对拉链链条进行憎水处理工序。
66.憎水处理工序使拉链链条在例如以憎水剂为溶质的液体(例如使溶剂为水的水溶液)中通过、之后进行干燥、热处理。通过该憎水处理工序,憎水剂附着于拉链链条的纤维。
67.憎水剂是非氟系化合物、更详细而言是烃系(具有烃基的化合物,例如石蜡系)或硅系的化合物。
68.另外,作为烃系的憎水剂的例子,能够列举出使主链为聚氨酯基、使侧链为烃基的憎水剂。
69.在憎水处理工序之后将拉链链条切断成所期望的长度,将拉头插入至一对链牙列,安装止码、打开件而拉链完成。拉链中的不包括拉头的部分是本发明的第一实施方式的拉链链条。第一实施方式的拉链链条所含有的油脂的质量相对于一对拉链牙链带的总质量是0.12%以下。该数值是将显示位数的下一位数字四舍五入而得到的值。另外,成为获得该数值的根据的第1评价试验、第2评价试验如下所述。此外,一对拉链牙链带的总质量是对构成拉链链条的两条拉链牙链带的质量进行合计而得到的质量。并且,拉链牙链带的质量是对拉链带的质量、链牙列的质量(也包括链牙列内的芯绳的质量)以及缝线(对拉链带和链牙列进行缝纫的纱线)的质量进行合计而得到的质量。因而,在一对拉链牙链带的总质量中不包括拉头、止码、打开件的质量。
70.第1评价试验是基于jis(日本工业标准)l 1907的吸水率法的试验。该试验是如下试验:将评价样品放入浸渍槽内的水中,放置20分钟,根据浸渍前后的质量变化测定水的吸水量,评价憎水性。评价样品存在热定形工序后的拉链链条(未进行热定形工序后的工序中的染色前的脱脂工序、染色工序、染料用清洗工序而进行了憎水处理工序的拉链链条)、无脱脂(在热定形工序后仅进行了染色工序、水洗工序以及憎水处理工序的拉链链条)、有脱脂(进行了热定形工序后的全部工序的拉链链条)这3种。并且,针对无脱脂,使用了4个试验样品,针对有脱脂,使用了3个试验样品。其试验结果表示在以下的表1中。
71.【表1】
[0072][0073]
表1中的带圈数字表示各种类的评价样品。另外,表1中的油脂量的单位是质量%。表1中的〇表示评价良好,
×
表示评价较差。根据该表1可知:若油脂相对于一对拉链牙链带的总质量是0.12质量%以下,则吸水率的评价良好。此外,将吸水率4%设为区分评价的好坏的基准,将4%以上判断为
×
,将低于4%判断为〇。根据表1的结果,示出了增加染色前的脱脂工序的做法对使非氟系憎水剂附着于拉链链条是有效的。
[0074]
第2评价试验如下所述。对评价样品进行了20次jis l 1930c4m的洗涤。在其洗涤后进行了jis l 1092的喷射试验,评价了憎水性。在jis l 1092中,按照以下的标准评价了等级。出于拉链的通常使用时所要求的品质的观点考虑,3级以上视作合格。
[0075]
1级:在表面整体呈现湿润。
[0076]
2级:在表面的一半呈现湿润、且呈现较小的一个一个的湿润将布渗透的状态。
[0077]
3级:在表面呈现较小的一个一个的水滴的湿润。
[0078]
4级:表面没有湿润、但呈现较小的水滴的附着。
[0079]
5级:表面没有湿润和水滴的附着。
[0080]
评价样品是有脱脂(本发明的第一实施方式的拉链链条)和无脱脂(在热定形工序后进行了染色工序、水洗工序以及憎水处理工序的拉链链条)这两种。并且,针对各种类,使用了4个评价样品。其试验结果表示在以下的表2、3中。
[0081]
【表2】
[0082][0083]
【表3】
[0084][0085]
表2、3的中的带圈数字表示评价样品。另外,带圈数字标注有相同数字的评价样品除了脱脂的有无以外,以相同的条件制造。并且,评价样品中的有脱脂的评价样品在表2中仅以带圈数字表示,评价样品中的无脱脂的评价样品在表3中以在带圈数字的右上添加符号
′
的方式表示。表2、3中的油脂量的单位是质量%。
[0086]
根据表2的结果可知:有脱脂的全部评价样品在评价试验前(洗涤前)是等级4以上,在评价试验后是等级3以上。根据表3的结果可知:无脱脂的全部评价样品在评价试验前是等级4以上,在评价试验后是等级2以下。因而,根据表2、3的结果也示出了增加染色前的脱脂工序对使非氟系憎水剂附着于拉链链条是有效的。
[0087]
在此,在表1、2、3中,油脂量的质量%是将经由利用缝线将链牙列缝合在拉链带上的工序、染色工序、憎水处理工序这样的一系列制造工序而完成的拉链链条在完成后进行计量而算出来的。并且,虽然附着于缝线、链牙列的油脂量由于染色前的脱脂工序以外的拉链制造工序而也会受到稍微的偏差的影响,但从表1、2、3的试验能够确认到:通过增加染色前的脱脂工序,能够使油脂量的质量%降低到0.12%以下,相反确认到:若没有增加染色前的脱脂工序,则可能残留0.15%以上的油脂量。
[0088]
除了上述的第1、第2评价试验之外,还进行了第3评价试验。在第3评价试验中,在洗涤前进行了jis l 1092的喷射试验,评价了憎水性。第3评价试验用于判断精练剂、染色助剂、还原剂的有无给洗涤前的憎水性带来影响的情况。其试验结果表示在以下的表4中。
[0089]
【表4】
[0090]
[0091]
表4中的
“‑”
表示什么处理也未进行。表4中的带圈数字的13~19表示评价样品。表4中的“精练”表示脱脂用精练工序,精练的右邻的“热水洗”表示精练剂用清洗工序。另外,表4中的相对于“染色”位于右邻的“热水洗”表示对水进行加热(以摄氏90℃)而进行了染色后的脱脂兼清洗工序,进一步右邻的“水洗”表示接着染色后的脱脂兼清洗工序进行的“水洗工序”。另外,表4中的“还原”意味着使用还原剂的“还原工序”,相对于“还原”位于右邻的“水洗”表示接着还原工序进行的“水洗工序”。另外,表4中的“染色”表示使用了分散染料的染色工序。
[0092]
评价样品13是在热定形工序后进行了憎水处理工序的样品。不过,评价样品13是未进行染色前的脱脂工序、染色工序、染料用清洗工序、也就是说附着有油脂的原样的评价样品,在评价试验后(洗涤后)是等级2,比等级3差。
[0093]
评价样品14是在热定形工序后进行了染色前的脱脂工序和憎水处理工序但未进行染色工序、染料用清洗工序的样品,在评价试验后是等级4,比等级3良好。根据评价样品13、14的结果可知,染色前的脱脂工序是有效的。
[0094]
评价样品15是在热定形工序后进行了染色前的脱脂工序和使用了染色助剂的染色工序、但未进行染料用清洗工序的样品,在评价试验后是等级2,比等级3差。根据评价样品14、15的结果可知,使用了染色助剂的染色工序(染料和染色助剂中的至少任一个)给洗涤后的憎水性带来不良影响。
[0095]
评价样品16是在热定形工序后进行了使用了染色助剂的染色工序和染料用清洗工序(未使用皂洗剂且对水进行了加热的染色后的脱脂兼清洗工序和水洗工序)的样品,在评价试验后是等级2,比等级3差。根据评价样品15、16的结果可知:在进行了使用了染色助剂的染色工序的情况下,未使用皂洗剂的染料用清洗工序的有无不会给洗涤后的憎水性带来影响,并且,与评价样品14、15的结果同样地使用了染色助剂的染色工序会给洗涤后的憎水性带来不良影响。评价样品16成为评价样品17~19的评价基准。
[0096]
评价样品17与评价样品16不同的点在于在染色工序中未使用染色助剂这点,在评价试验后是等级4,比等级3良好。根据评价样品16、17的结果可知:于在染色工序中使用了染色助剂的情况下,与在染色工序中未使用染色助剂的情况相比,给洗涤后的憎水性带来不良影响,也就是说,染色助剂给洗涤后的憎水性带来不良影响。
[0097]
评价样品18与评价样品16不同的点在于在染料用清洗工序中进行了基于还原剂的清洗工序和之后的水洗工序这点,在评价试验后是等级4,比等级3良好。根据评价样品16、18的结果可知:于在染色工序中使用了染色助剂的情况下,进行基于还原剂的脱脂兼清洗工序和之后的水洗工序而积极地去除染色助剂、还原剂会给洗涤后的憎水性带来良好影响。
[0098]
评价样品19与评价样品16不同的点在于在染色后的脱脂兼清洗工序中使用了皂洗剂这点,在评价试验后是等级4,比等级3良好。根据评价样品16、19的结果可知:于在染色工序中使用了染色助剂的情况下,使用皂洗剂而积极地去除染色助剂会给洗涤后的憎水性带来良好影响。
[0099]
本发明并不限定于上述实施方式,能够在不脱离其主旨的范围内适当改变。例如,在上述实施方式中,染液是由作为溶质的染料和染色助剂、作为溶剂的水构成的水溶液,但在本发明中并不限于此,也可以使用由作为溶质的染料和作为溶剂的水构成的水溶液。在
该情况下,在染料用清洗工序中,从拉链牙链带去除多余的染料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1