一种小型纺丝往复铺网丙纶土工布生产线的制作方法
[0001]
本实用新型涉及一种小型纺丝往复铺网丙纶土工布生产线。
背景技术:
[0002]
目前生产土工布常用的方法有两种:一种是用短纤维经过梳理、往复铺网、针刺成布的方法;另一种是用切片为原料,经过纺丝、侧吹风冷却、气流牵伸、摆丝铺网、針刺成布的方法。前者土工布产品的强度低,但设备投资省;后者产品强度高,但设备投资额大。
[0003]
为获得高强度、设备投资省的丙纶长丝土工布,本专利应运而生。
技术实现要素:
[0004]
本实用新型的目的在于提供一种小型纺丝往复铺网丙纶土工布生产线。
[0005]
为了达到上述目的,本实用新型的技术方案是:
[0006]
一种小型纺丝往复铺网丙纶土工布生产线,包括依次相连的纺丝单元、牵伸单元、成网单元和成布单元,所述纺丝单元包括依次相连的加料机、螺杆挤压机、熔体过滤器、纺丝箱、侧吹风装置,所述牵伸单元包括机械牵伸装置,所述成网单元包括依次相连的送丝器、摆丝机、成网机、往复铺网机,所述送丝器和摆丝机配合使用,所述成布单元包括预针刺机、主针刺机和卷绕机。
[0007]
所述侧吹风装置包括具有冷却功能的空调机。
[0008]
所述机械牵伸装置包括第一机械转棍和第二机械转棍。
[0009]
所述加料机、螺杆挤压机和熔体过滤器为通过管路依次相连的原料处理机构。
[0010]
所述送丝器为纤维输送排列机构。
[0011]
依次相连的所述摆丝机、成网机和往复铺网机为丝线三步成网机构。
[0012]
所述往复铺网机为二次铺网机构。
[0013]
本实用新型的有益效果是:1、本丙纶土工布生产线为小型纺丝装置,机器成本省;2、利用往复铺网机把窄幅的纤维层作往复运动使之叠铺成宽幅的纤维网,做成宽幅长丝土工布;3、釆用对纤维进行两次机械牵伸的工艺,生产高强度聚丙烯土工布。
附图说明
[0014]
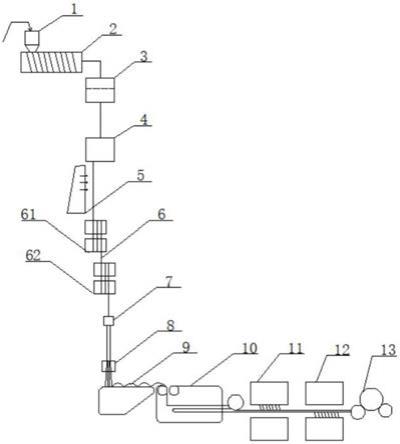
图1为本实用新型的结构示意图。
具体实施方式
[0015]
实施例1
[0016]
如图1所示的一种小型纺丝往复铺网丙纶土工布生产线,包括依次相连的纺丝单元、牵伸单元、成网单元和成布单元,所述纺丝单元包括依次相连的加料机1、螺杆挤压机2、熔体过滤器3、纺丝箱4、侧吹风装置5,所述牵伸单元包括机械牵伸装置6,所述成网单元包括依次相连的送丝器7、摆丝机8、成网机9、往复铺网机10,所述送丝器7和摆丝机8配合使
用,所述成布单元包括预针刺机11、主针刺机12和卷绕机13。
[0017]
所述侧吹风装置5包括具有冷却功能的空调机。
[0018]
所述机械牵伸装置6包括第一机械转棍61和第二机械转棍62。
[0019]
所述加料机1、螺杆挤压机2和熔体过滤器3为通过管路依次相连的原料处理机构。
[0020]
所述送丝器7为纤维输送排列机构。
[0021]
依次相连的所述摆丝机8、成网机9和往复铺网机10为丝线三步成网机构。
[0022]
所述往复铺网机10为二次铺网机构。
[0023]
本实施例的使用说明,工作过程如下:
[0024]
1,加料
[0025]
聚丙烯切片由加料机1根据螺杆挤压机2速度的快慢自动加入料斗。
[0026]
2,螺杆挤压机
[0027]
加入的切片,在电加热和螺杆挤压形成的机械能转变为热能的双重作用下,熔化成为熔体从螺杆挤压机的顶部挤出。
[0028]
3,熔体过滤
[0029]
熔体在一定的压力下经过熔体过滤器3,滤去杂质。
[0030]
4,纺丝
[0031]
滤净后的熔体进入纺丝箱4,由计量泵定量的把熔体从组件喷丝板的小孔喷出。
[0032]
5,侧吹风冷却
[0033]
从喷丝板出来的熔体细流,由侧吹风给于冷却成纤维。侧吹风的风源有空调机提供。
[0034]
6,机械牵伸
[0035]
从喷丝板下来的初生纤维,不仅粗,更由于微观分子结构无序排列因而强度很低。此时用机械转辊对纤维进行牵伸,使纤维具有高强低伸的品质,纤维亦变得细软;第一机械转棍61的线速度比纺丝箱4出来的速度更快,第二机械转棍62的线速度比第一机械转棍61出来的速度更快,为两次机械牵伸。
[0036]
7,纤维输送
[0037]
高强度的纤维由送丝器7在压缩空气的带动下送向摆丝机8。
[0038]
8,摆丝
[0039]
随着摆丝机8上摆片的高频率摇摆,使纤维作横向摆动落在成网机9上。
[0040]
9,成网
[0041]
纤维横向摆动落在成网机9的网帘上,网帘移动中,纤维就形成窄幅的薄薄的纤维层,输向往复铺网机10。
[0042]
10,往复铺网机
[0043]
往复铺网机10一方面把窄幅的纤维层作往复运动使之叠铺成宽幅的纤维网,另一方面把叠成的纤维网送向针刺机。
[0044]
11,预针刺
[0045]
叠铺的纤维网很蓬松,预针刺机11的喂入辊把蓬松的纤维网压平,并进行第一道针刺,初步成布。
[0046]
12,主针刺
[0047]
初步成布后主针刺机12继续针刺,与预针刺的方向相反刺入,纤维得到进一步的缠结,加工基本完成。
[0048]
13,卷绕
[0049]
带有毛边的土工布在卷绕机13上经过切边,按设定的长度卷成园筒形成品,包装入库。
[0050]
本实施例的一种小型纺丝往复铺网丙纶土工布生产线,包括依次相连的纺丝单元、牵伸单元、成网单元和成布单元,所述纺丝单元包括依次相连的加料机、螺杆挤压机、熔体过滤器、纺丝箱、侧吹风装置,所述牵伸单元包括机械牵伸装置,所述成网单元包括依次相连的送丝器、摆丝机、成网机、往复铺网机,所述送丝器和摆丝机配合使用,所述成布单元包括预针刺机、主针刺机和卷绕机。主要具有如下优点,1、本生产线为小型纺丝装置,机器成本省;2、利用往复铺网机把窄幅的纤维层作往复运动使之叠铺成宽幅的纤维网,做成宽幅长丝土工布;3、釆用对纤维进行两次机械牵伸的工艺,生产高强度聚丙烯土工布。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1