一种环保型水性超细纤维合成革加工装置的制作方法
1.本实用新型涉及合成革技术领域,特别涉及一种环保型水性超细纤维合成革加工装置。
背景技术:
2.真皮在其自身生产过程中污染环境严重,重金属含量容易超标,造价高昂,难以为普通大众所接受。而且随着社会经济水平的不断提高以及消费者健康、安全意识的增强,人们也越来越关注环保和健康危害问题,同时在提倡环保节能、可持续发展。因此,合成革成为了人们的首先产品。
3.目前,聚氨酯合成革的生产主要采用溶剂型的生产系统,大量有机溶剂的使用,不仅污染环境,而且也严重地损害了人们的健康。随着环保法规和人们环保意识的加强,传统溶剂型合成革要做到环保要求已经越来越困难了。因此,利用水性、无溶剂合成革或成为未来合成革发展的关键驱动力之一。
4.鉴于传统溶剂型合成革存在的环境污染和有损人体健康的问题,本案发明人对该问题进行深入研究,遂有本案产生。
技术实现要素:
5.本实用新型要解决的技术问题,在于提供一种环保型水性超细纤维合成革加工装置,实现环保型水性超细纤维合成革的生产,解决传统溶剂型合成革存在的环境污染和有损人体健康的问题。
6.本实用新型是这样实现的:一种环保型水性超细纤维合成革加工装置,包括沿着生产线上依次设置的纺丝机、针刺机、第一烘箱、水性聚氨酯含浸槽、第二烘箱、压板式机械揉皮机、改性氨基硅油含浸槽、第三烘箱、皮革揉皮机和水性树脂贴面机。
7.进一步的,所述纺丝机具有螺杆挤压机和菊瓣型喷丝板,所述菊瓣型喷丝板与螺杆挤压机相连接。
8.进一步的,所述菊瓣型喷丝板包括喷丝板本体和设于喷丝板本体下表面的若干喷丝孔;所述喷丝孔为圆形孔,且每所述喷丝孔均对应具有一进料口;所述喷丝孔以圆心为中心点,通过隔板分隔成若干扇形区域。
9.进一步的,各所述扇形区域的面积相等。
10.进一步的,所述喷丝孔通过隔板分隔成16个扇形区域。
11.进一步的,所述纺丝机还具有纺丝上油机构。
12.进一步的,所述第一烘箱为7级烘箱。
13.进一步的,所述水性聚氨酯含浸槽具有3级,每级水性聚氨酯含浸槽的进出端均设有第一挤扎辊,每级水性聚氨酯含浸槽的内部均具有第一含浸油压辊。
14.进一步的,所述第一烘箱与水性聚氨酯含浸槽之间具有第一冷却辊,第二烘箱与压板式机械揉皮机之间具有第二冷却辊,所述第三烘箱与皮革揉皮机之间具有第三冷却
辊。
15.进一步的,所述改性氨基硅油含浸槽的进出端设有第二挤扎辊,改性氨基硅油含浸槽的内部具有第二含浸油压辊。
16.本实用新型的优点在于:通过该加工装置能够实现环保型水性超细纤维合成革的生产,整个生产过程全部采用环保原料,且采用压板式机械揉皮机进行物理开纤和使用水性聚氨酯浆料含浸,不需要使用dmf溶剂和甲苯,因此不仅能够满足人类保护环保的需要,并且能够满足人体的安全健康需求。同时,利用菊瓣型喷丝板来制得菊瓣超细纤维,使得通过压板式机械揉皮机进行物理开纤后,可保证制得的合成革手感更加柔软和丰满。
附图说明
17.下面参照附图结合实施例对本实用新型作进一步的说明。
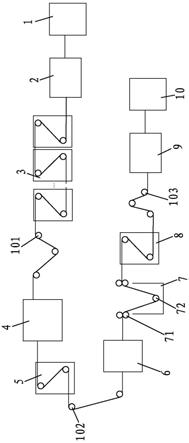
18.图1是本实用新型一种环保型水性超细纤维合成革加工装置的结构示意图。
19.图2是本实用新型中纺丝机的结构示意图。
20.图3是本实用新型中菊瓣型喷丝板的结构示意图。
21.图4是本实用新型中喷丝孔的结构示意图。
22.图5是本实用新型中水性聚氨酯含浸槽的结构示意图。
23.附图标记说明:
[0024]1‑
纺丝机,11
‑
螺杆挤压机,12
‑
菊瓣型喷丝板,121
‑
喷丝板本体,122
‑
喷丝孔,123
‑
隔板,124
‑
扇形区域,13
‑
纺丝上油机构,2
‑
针刺机,3
‑
第一烘箱,4
‑
水性聚氨酯含浸槽,41
‑
第一挤扎辊,42
‑
第一含浸油压辊,5
‑
第二烘箱,6
‑
压板式机械揉皮机,7
‑
改性氨基硅油含浸槽,71
‑
第二挤扎辊,72
‑
第二含浸油压辊,8
‑
第三烘箱,9
‑
皮革揉皮机,10
‑
水性树脂贴面机,101
‑
第一冷却辊,102
‑
第二冷却辊,103
‑
第三冷却辊。
具体实施方式
[0025]
请重点参照图1至图5所示,本实用新型一种环保型水性超细纤维合成革加工装置,所述加工装置包括沿着生产线上依次设置的纺丝机1、针刺机2、第一烘箱3、水性聚氨酯含浸槽4、第二烘箱5、压板式机械揉皮机6、改性氨基硅油含浸槽7、第三烘箱8、皮革揉皮机9和水性树脂贴面机10。
[0026]
本实用新型中,所述纺丝机1用于对切片(pa、pet)进行熔融纺丝制得超细纤维。
[0027]
所述针刺机2用于对超细纤维进行反复穿刺制得超细纤维无纺布。本实用新型针刺机2在针刺的过程中,针刺深度为1
‑
11mm,针密为1700
‑
2400c/cm2,通过采用高针刺深度和高针密工艺,可以让超细纤维得到充分的缠结,从而保证后续的可加工性。
[0028]
所述第一烘箱3用于对超细纤维无纺布进行烘干,以实现厚度和克重的定型,超细纤维无纺布通过第一烘箱3热定型后即可得到基布。
[0029]
所述水性聚氨酯含浸槽4内具有水性聚氨酯浆料,该水性聚氨酯含浸槽4用于对热定型后的基布进行含浸。水性聚氨酯是以水代替有机溶剂作为分散介质的新型聚氨酯体系,也称水分散聚氨酯、水系聚氨酯或水基聚氨酯;水性聚氨酯以水为溶剂,具有无污染、安全可靠、机械性能优良、相容性好、易于改性等优点。
[0030]
所述第二烘箱5用于对含浸后的基布进行烘干,以获得无油半成品。该第二烘箱5
对基布进行烘干温度为140
‑
150℃,烘干时长为10
‑
15分钟。
[0031]
所述压板式机械揉皮机6用于对无油半成品进行物理开纤处理;该压板式机械揉皮机6在揉皮的过程中,揉皮频率为240
‑
380次/min,揉皮速度为1
‑
3m/min,压板间隙为1
‑
3cm。通过该压板式机械揉皮机6的压板对无油半成品进行揉搓,能够实现将单根纤维变成多根根纤维,从而使手感变得更加柔软和丰满。
[0032]
所述改性氨基硅油含浸槽7具有改性氨基硅油溶液,该改性氨基硅油含浸槽7用于对开纤半成品进行含浸。由于改性氨基硅油具有良好的水溶性,使用时无需乳化,含浸后的织物柔软舒适,具有一定的防水性、抗静电性和防污性;因此通过对开纤半成品使用改性氨基硅油溶液进行含浸,可保证产品具有柔软舒适、防水、防污、抗静电等特性。
[0033]
所述第三烘箱8用于对含浸后的开纤半成品进行烘干定型。
[0034]
所述皮革揉皮机9用于对定型后的开纤半成品进行揉皮操作。
[0035]
所述水性树脂贴面机10用于将水性树脂贴到开纤半成品上。
[0036]
本实用新型的加工装置能够实现环保型水性超细纤维合成革的生产,整个生产过程全部采用环保原料,且采用压板式机械揉皮机进行物理开纤和使用水性聚氨酯浆料含浸,不需要使用dmf溶剂和甲苯,因此不仅能够满足人类保护环保的需要,并且能够满足人体的安全健康需求。同时,利用菊瓣型喷丝板12来制得菊瓣超细纤维,使得通过压板式机械揉皮机进行物理开纤后,可保证制得的合成革手感更加柔软和丰满。
[0037]
在本实用新型中,所述纺丝机1具有螺杆挤压机11和菊瓣型喷丝板12,所述菊瓣型喷丝板12与螺杆挤压机11相连接。工作时,通过所述螺杆挤压机11将纺丝切片熔融,并将溶体输送给所述菊瓣型喷丝板12进行喷丝,从而获得菊瓣超细纤维。
[0038]
在本实用新型中,所述菊瓣型喷丝板12包括喷丝板本体121和设于喷丝板本体121下表面的若干喷丝孔122;所述喷丝孔122为圆形孔,且每所述喷丝孔122均对应具有一进料口(未图示);所述喷丝孔122以圆心为中心点,通过隔板123分隔成若干扇形区域124。
[0039]
本实用新型设计喷丝孔122为圆形结构,且以圆心为中心点通过隔板123将喷丝孔122分隔成若干扇形区域124,从而使得制造出的超细纤维呈菊瓣型结构;同时每个喷丝孔122仅对应设有一个进料口,因此制造出的超细纤维为单组分超细纤维。同时,通过该菊瓣型喷丝板12制得的菊瓣超细纤维,在后续压板式机械揉皮机的机械揉搓后,可实现将单根纤维变成多根纤维,从而保证制得的合成革手感更加柔软和丰满。
[0040]
在本实用新型中,为了保证揉搓后各纤维的均匀性,进而确保具有更好的手感,各所述扇形区域124的面积相等。
[0041]
在本实用新型中,所述喷丝孔122通过隔板123分隔成16个扇形区域124。这样,在物理开纤时可通过所述压板式机械揉皮机6将单根纤维变成16根纤维,从而有效确保手感更加柔软和丰满。
[0042]
在本实用新型中,所述纺丝机1还具有纺丝上油机构13,该纺丝上油机构13内装有端含氢聚醚硅油。在工作时,该纺丝上油机构13用于对菊瓣型喷丝板12喷出的菊瓣超细纤维进行上油,使用端含氢聚醚硅油对菊瓣超细纤维上油的目的是:为了在后面水性树脂含浸时让纤维和树脂保持一定的空隙,使贝斯手感柔软,增加舒适性,提高物性。
[0043]
在本实用新型中,所述第一烘箱3为7级烘箱。在工作时,可将第一烘箱3的7级温度依次设定为85℃、101℃、112℃、120℃、125℃、128℃、130℃,当然,在此基础上还可对具体
温度进行上下2℃的浮动;通过由低至高逐级渐变烘干,能够有效保证超细纤维无纺布在热定型的过程中不会因收缩而形变,并导致无纺布表面毛躁,光洁度差。
[0044]
在本实用新型中,所述水性聚氨酯含浸槽4具有3级,每级水性聚氨酯含浸槽4的进出端均设有第一挤扎辊41,该第一挤扎辊41用于对基布进行挤扎操作;每级水性聚氨酯含浸槽4的内部均具有第一含浸油压辊42,该第一含浸油压辊42用于将基布压入水性聚氨酯含浸槽4内含浸。在进行含浸的过程时,热定型后的基布会依次经过挤扎
‑
含浸
‑
挤扎
‑
含浸
‑
挤扎
‑
含浸
‑
挤扎
[0045]
在本实用新型中,所述第一烘箱3与水性聚氨酯含浸槽4之间具有第一冷却辊101,该第一冷却辊101用于对热定型后的基布进行冷却;所述第二烘箱5与压板式机械揉皮机6之间具有第二冷却辊102,该第二冷却辊102用于对烘干后的无油半成品进行冷却;所述第三烘箱8与皮革揉皮机9之间具有第三冷却辊103,该第三冷却辊103用于对烘干后的开纤半成品进行冷却。由于烘干后的半品温度通常都比较高,为了避免影响后面工序,需要先进行降温处理,通过冷却辊进行冷却能够使温度快速下降,因此可避免影响后续工序的正常进度。
[0046]
在本实用新型中,所述改性氨基硅油含浸槽7的进出端设有第二挤扎辊71,该第二挤扎辊71用于对开纤半成品进行挤扎;所述改性氨基硅油含浸槽7的内部具有第二含浸油压辊72,该第二含浸油压辊72用于将开纤半成品压入至改性氨基硅油含浸槽7含浸。
[0047]
本实用新型加工装置的整个加工过程如下:纺丝切片进入螺杆挤压机11熔融成溶体,溶体通过菊瓣型喷丝板12的喷丝孔122喷出形成菊瓣超细纤维,纺丝上油机构13将端含氢聚醚硅油添加到菊瓣超细纤维上。针刺机2对菊瓣超细纤维进行反复穿刺制得超细纤维无纺布,将超细纤维无纺布送入第一烘箱3内进行烘干,实现厚度和克重的定型;热定型后的基布经过第一冷却辊101冷却后,进入水性聚氨酯含浸槽4依次进行挤扎
‑
含浸
‑
挤扎
‑
含浸
‑
挤扎
‑
含浸
‑
挤扎处理,含浸后的基布通过第二烘箱5烘干获得无油半成品。烘干的无油半成品通过第二冷却辊102冷却后,压板式机械揉皮机6对无油半成品进行揉搓,实现将单根纤维变成16根根纤维,使手感变得柔软和丰满;揉搓结束后,将开纤半成品送入改性氨基硅油含浸槽7进行含浸,含浸后的开纤半成品通过第三烘箱8进行烘干定型。烘干定型后的开纤半成品通过第三冷却辊103冷却后,皮革揉皮机9对开纤半成品进行揉皮处理;水性树脂贴面机10对揉皮后的开纤半成品进行贴面即可获得成品。
[0048]
虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1