螺旋编织的埚邦预制体及以其制成的碳碳埚邦的制作方法
1.本实用新型涉及单晶硅或多晶硅的制造过程中的一种纤维复合材料的应用,具体涉及一种采用纤维复合材料编织制作的螺旋编织的埚邦预制体及以其制成的碳碳埚邦。
背景技术:
2.在晶体的制作中,有一个部件是坩埚,坩埚的材料一般为石墨、陶瓷、金属等,存在坩埚龟裂、侵蚀失强等问题。而且,随着生长的晶体直径越来越粗,相应的炉子的直径也越做越大,这样对热场的可靠性也要求越来越高。由于现有坩埚的埚邦强度的局限性,直径越大那么其壁厚要求也越大,所以重量很重,而且热容很高,导致操作笨重,耗能增加,成本提高。
3.因此,现有技术的坩埚的埚邦还有提升的地方。
技术实现要素:
4.本实用新型的目的是提供一种纤维复合材料编织的螺旋编织的埚邦预制体及以其制成的碳碳坩埚,以解决现有技术的问题。
5.为实现上述目的,本实用新型采用了以下的技术方案:
6.一种螺旋编织的埚邦预制体,所述埚邦预制体由一根或多根碳纤维绳或带编织而成,所述埚邦预制体包括多数根轴向条,一根或多根所述碳纤维绳或带绕所述轴向条螺旋编织。
7.依照本技术较佳实施例所述的螺旋编织的埚邦预制体,所述埚邦预制体包括:中环部和至少一端的封边部,其中,所述中环部为一环状中空网状体,所述中环部包括多数根轴向条,所述轴向条与一根或多根所述碳纤维绳或带螺旋编织方向的夹角为大于70度小于90度。
8.依照本技术较佳实施例所述的螺旋编织的埚邦预制体,所述埚邦预制体包括:一中环部,所述中环部为一环状中空网状体,所述中环部包括多数根轴向条,所述轴向条与一根或多根所述碳纤维绳或带螺旋编织方向的夹角为大于70度小于90度。
9.依照本技术较佳实施例所述的螺旋编织的埚邦预制体,所述轴向条被一根或多根碳纤维绳或带内外所包围,一时间在外、一时间在内交织连接。
10.一种螺旋编织的碳碳埚邦,所述埚邦由一根或多根碳纤维绳或带编织而成,所述埚邦包括多数根轴向条,一根或多根所述碳纤维绳或带绕所述轴向条螺旋编织,碳纤维表面和之间包覆或填充沉积碳层或硬化物质层。
11.依照本技术较佳实施例所述的螺旋编织的碳碳埚邦,所述埚邦包括:中环部和至少一端的封边部,其中,所述中环部为一环状中空网状体,所述中环部包括多数根轴向条,所述轴向条与一根或多根所述碳纤维绳或带螺旋编织方向的夹角为大于70度小于90度。
12.依照本技术较佳实施例所述的螺旋编织的碳碳埚邦,所述埚邦包括:一中环部,所述中环部为一环状中空网状体,所述中环部包括多数根轴向条,所述轴向条与一根或多根
所述碳纤维绳或带螺旋编织方向的夹角为大于70度小于90度。
13.依照本技术较佳实施例所述的螺旋编织的碳碳埚邦,其特征在于,所述轴向条被一根或多根碳纤维绳或带内外所包围,一时间在外、一时间在内交织连接。
14.由于采用了以上的技术方案,使得本实用新型具有如下的优点效果:
15.第一、本技术的埚邦周向强度增大,上下直径更精确;
16.第二、本技术的埚邦采用螺旋编织,编织更简单;
17.第三、本技术的埚邦设计了轴向条,可以确保埚邦高度方向的刚度和强度。
18.当然,实施本技术内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
附图说明
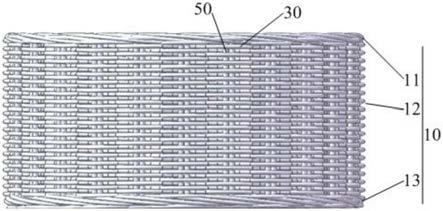
19.图1为本技术坩埚示意图;
20.图2为本技术另外一种埚邦示意图;
21.图3为纤维编织管示意图;
22.图4为编织示意图之一;
23.图5为编织示意图之二;
24.图6为编织示意图之三。
具体实施方式
25.为便于理解,以下结合附图对本实用新型的较佳实施例做进一步详细叙述。
26.本技术的核心思想在于,制作一种坩埚的埚邦,由一根或多根碳纤维绳或带编织而成,所述埚邦首先需要用一根或多根碳纤维绳或带编织成预制体,所述预制体是指没有增密硬化前的编织体,然后经过增密处理得到硬化的埚邦。增密硬化包括气相沉积、液相沉积、烧结等过程,此为公知技术,不在此赘述。所述埚邦的垂直向的轴向条加强了坩埚高度方向的支撑强度,水平向的螺旋编织的埚邦周向强度增大,上下直径更精确,采用螺旋编织,编织更简单,减少了制作时间,大大降低材料成本和使用成本,所谓的螺旋是一种像螺线及螺丝的扭纹曲线。
27.以下结合附图,具体说明本技术。请参见图1本技术的坩埚示意图,本技术的坩埚是一种螺旋编织的埚邦的坩埚,所述坩埚由一根或多根碳纤维绳或带编织而成,一根或多根所述碳纤维绳或带为碳纤维、陶瓷纤维或金属纤维其中一种。
28.如上所述,所述埚邦首先需要用纤维编织成预制体,也就是本技术说的螺旋编织的埚邦预制体,以下说明中简称埚邦预制体。所述埚邦预制体由一根或多根碳纤维绳或带编织而成,所述埚邦预制体包括多数根轴向条,一根或多根所述碳纤维绳或带绕所述轴向条螺旋编织。
29.本技术埚邦预制体的一种实施例为:在此实施例中,所述埚邦预制体包括:中环部12和至少一端的封边部,图1的实施例中,封边部的数量是两个,也就是上封边部11和下封边部13,但是不能用来限制本技术,少掉其中一个只要能够稳定连接的,都应该是本技术的保护范围,所述上封边部11、中环部12和下封边部13依次连接,其中,所述中环部为一环状中空网状体,所述中环部包括多数根轴向条50,所述轴向条50与一根或多根所述碳纤维绳
或带30螺旋编织方向的夹角为大于70度小于90度,所述轴向条50被一根或多根碳纤维绳或带30内外所包围,一时间在外、一时间在内交织连接。此外,所述上封边部11和下封边部13为环形体,由一根或多根所述碳纤维绳或带30编织而成,所述上封边部11和下封边部13的编织方法和中环部12的编织方法不同,图1中所述上封边部11和下封边部13的编织比所述中环部12的编织来得更紧密。
30.本技术埚邦预制体又一种实施例为:所述埚邦预制体包括:一中环部12,所述中环部12为一环状中空网状体,所述中环部12包括多数根轴向条50,所述轴向条50与一根或多根所述碳纤维绳或带螺旋编织方向的夹角为大于70度小于90度,所述轴向条被一根或多根碳纤维绳或带内外所包围,一时间在外、一时间在内交织连接。
31.如上所述实施例的编织方式我们称之为螺旋编织方式。螺旋编织时,所述中环部包括多数根轴向条50的支撑,所以可以没有封边部,或者是封边部可以是简单的环绕,不是密实状。
32.以此所述埚邦预制体制成的一种螺旋编织的碳碳埚邦,以下说明中简称埚邦。
33.所述埚邦10包括多数根轴向条50,所述埚邦10由一根或多根碳纤维绳或带30编织而成,碳纤维表面(碳纤维绳或带硬化后的表面称碳纤维表面)和之间包覆或填充沉积碳层或硬化物质层,所述硬化物质可以是碳化硅、氮化硅或其他陶瓷等等;所述轴向条50和一根或多根所述碳纤维绳或带30在同一个曲面内,一根或多根所述碳纤维绳或带缠绕包覆所述轴向条50,所述轴向条平行于埚邦的中心轴,一根或多根所述碳纤维绳或带30螺旋编织所述轴向条50。
34.本技术埚邦一种实施例为:所述埚邦10包括:中环部12和至少一端的封边部,图1的实施例中,封边部的数量是两个,也就是上封边部11和下封边部13,但是不能用来限制本技术,少掉其中一个只要能够稳定连接的,都应该是本技术的保护范围,所述上封边部11、中环部12和下封边部13依次连接,其中,所述中环部12为一环状中空体,具有在上表面和下表面开口的基本上为圆筒的中空形状,所述中环部12包括多数根轴向条50,所述轴向条50与一根或多根所述碳纤维绳或带30螺旋编织方向的夹角为大于70度小于90度,所述轴向条50被一根或多根碳纤维绳或带30内外所包围,一时间在外、一时间在内交织连接。
35.如图1所示,本实施例中,一根或多根所述碳纤维绳或带30螺旋编织所述轴向条的角度为89度,但是不能用来限制本技术,角度小一点只要能保证周向强度大的,都应该是本技术的保护范围,所述轴向条50平行于埚邦的中心轴。一根或多根所述碳纤维绳或带30的每一根均包含多根纤维纱线,绳子的中心为平行于绳子轴心的纤维纱线,平行于轴心的纤维纱线外面包覆纤维编织管40,所述纤维编织管40如图3所示。
36.所述多数根轴向条50可以是预埋的,所谓的预埋的轴向条指的是,先将设计好数量的硬质轴向条轴向插设在预定位置的意思,然后才将一根或多根碳纤维绳或带缠绕包覆所述轴向条。硬质轴向条为碳碳棒、石墨棒、高温陶瓷棒、高温金属棒其中的一种,所述轴向条平行于埚邦的中心轴。在使用硬质轴向条时,所述轴向条和所述上封边部11及下封边部13可以不连接或者是接触连接。
37.所述上封边部11和下封边部13为环形体,由一根或多根所述碳纤维绳或带30编织而成,保证封边的尾端不容易松开。请参见图1,轴向条50和中环部12连接时,轴向条被中环部的一根或多根碳纤维绳或带内外所包围,轴向条50由上至下或由下至上当遇到中环部12
时,一时间在外一时间在内交织连接;轴向条50因为平行于中心轴,因此可以确保埚邦10的高度。
38.所述轴向条50和一根或多根碳纤维绳或带30呈螺旋编织连接,在使得沿圆周方向膨胀的力作用于坩埚时,网状体能够沿圆周方向变大,从而能够吸收圆周方向的膨胀。因此,不可能发生纤维的断裂,形状不会在很大程度上丧失,所以坩埚具有优异的形状稳定性。而且仅有一个方向的编织方式,编织更简单。
39.碳纤维绳各自通过使约数万根纤维成束形成。作为构成碳纤维绳或带的纤维,可以使用沥青基纤维、pan基纤维、黏胶基纤维等。构成碳纤维绳或带的纤维可以为相同材料或不同材料。
40.所述上封边部11和下封边部13的编织方式为针织或机织,请参考图4、图5和图6所示,为上封边部11和下封边部13的各种编织方式,通过将一根或多根碳纤维绳或带30编织形成。
41.另外,轴向条50也可以更长一些,两端分别和上封边部11以及下封边部13连接来增加强度;在所述轴向条采用碳纤维绳等软质材料时,所述轴向条编织连接所述上封边部,而且所述轴向条也可以编织连接所述下封边部。总的来说,轴向条可以和上封边部11及下封边部13连接,也可以不连接的。连接的话,适用用于轴向条也是碳纤维绳,这样可以和周向碳纤维绳混编在一起固定。一般是不需要连接的,因为周向碳纤维绳已经将轴向条紧紧固定住了,轴向条和上封边部11及下封边部13接触连接即可。
42.本技术埚邦又一种实施例为:请参考图2,本技术另外一种埚邦示意图,本实施例和图1的实施例差别在没有上封边部及下封边部,所述埚邦只有中环部12;所述埚邦由一根或多根碳纤维绳或带编织而成,所述埚邦包括多数根轴向条50,所述轴向条50和一根或多根所述碳纤维绳或带在同一个曲面内,所述轴向条平行于埚邦的中心轴,一根或多根所述碳纤维绳或带缠绕包覆所述轴向条,一根或多根所述碳纤维绳或带螺旋编织所述轴向条,所述轴向条与一根或多根所述碳纤维绳或带螺旋编织方向的夹角为大于70度小于90度,如图2所示,本实施例中,一根或多根所述碳纤维绳或带螺旋编织所述轴向条的角度为89度,但是不能用来限制本技术,角度小一点只要能保证周向强度大的,都应该是本技术的保护范围。如图2所示,本实施例中的埚邦没有上封边部及下封边部,在一根或多根所述碳纤维绳或带螺旋编织所述轴向条后,在两端固定所述碳纤维绳或带,保证不松开即可,不需要加密编织。
43.此实施例的编织方式我们称之为螺旋编织方式。螺旋编织时,所述中环部包括多数根轴向条的支撑,所以可以没有封边部,或者是封边部可以是简单的环绕,不是密实状。
44.本技术的坩埚采用纤维复合材料的碳纤维绳或带30编织,不需要制作胚体,坩埚的形状不受胚体的限制,可以灵活设计,由于原料规格统一,可以批量生产,而且生产效率大大提高,同时在坩埚制作过程中不需要粘结剂烧结或气相沉积或液相沉积,只需要在坩埚编织完成后进行碳化,工时大大缩短,所以成本较低,交货周期短,易于供应。
45.由于采用了以上的技术使得本技术相比现有技术,具有以下的优点和积极效果:
46.第一、本技术的埚邦周向强度增大,上下直径更精确;
47.第二、本技术的埚邦采用螺旋编织,编织更简单;
48.第三、本技术的埚邦设计了轴向条,可以确保埚邦高度方向的刚度和强度。
49.当然,实施本实用新型内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
50.以上公开的仅仅是本实用新型的较佳实施例,但并非用来限制其本身,任何熟习本领域的技术人员在不违背本实用新型精神内涵的情况下,所做的均等变化和更动,均应落在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1