一种斜纹带的织造工艺的制作方法
1.本发明涉及织造技术领域,尤其涉及一种斜纹带的织造工艺。
背景技术:
2.织造具体是指开口运动、引纬运动、将新引入的纬纱推向已形成织物的称作织口的那一点。为了在任何类型的织机上将经纱、纬纱交织形成织物,需要三个运动:开口运动:将经纱分成两层,以形成梭口;引纬运动:将纬纱沿织物横向引过梭口;将新引入的纬纱推向已形成织物的称作织口的那一点。这三个运动通常被称为织造的基本运动,它们必须按照既定的顺序工作,它们彼此之间准确的时间关系也是非常重要的。
3.要使织造连续进行,另外两个附加的运动是必要的:经纱控制(或送经):此运动将经纱从一个被称为织轴的带边的筒管上退绕下来,按所需的量和不变的张力将经纱送入织造区;织物控制(或卷取):该运动将织物以固定的速度引离织造区,这样可以保证所需要的纬纱间距,然后将织物卷绕在卷布辊上。从强轴上退绕下来的纱线绕过后梁,向前穿过经停机构的停经片及综丝,综丝的作用是将经纱片分开形成梭口。然后经纱穿过钢筘。钢筘使经纱均匀分布,同时也负责推动留在三角形梭口中的纬纱以完成打纬,梭口是由两层经纱和钢筘构成的。在织口处,边撑牢固地握持着织物,这有助于织物的均匀。织物然后绕过胸梁及刺毛辊,最后卷绕到卷布辊上。
技术实现要素:
4.本申请提供了一种斜纹带的织造工艺,目的在于通过对原材料的搭配使用,配合相应的组织图,从而创新出一种新斜纹带,满足客户对新产品、新花纹的需求,给人一种全新的感觉,同时整体工艺简单、成本较低、易于推广。
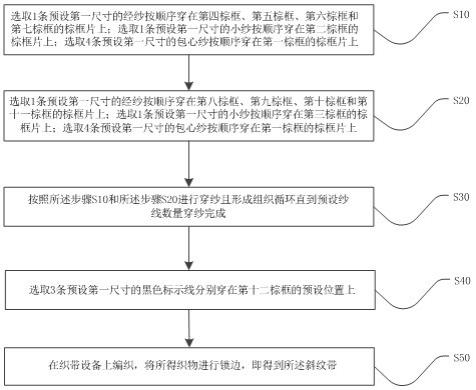
5.本斜纹带的织造工艺,具体的包括以下技术方案:一种斜纹带的织造工艺,将包心纱、小纱和经纱按照预设穿纱流程在多个棕框的棕框片上进行穿纱;所述预设穿纱流程包括步骤:步骤s10:选取1条预设第一尺寸的经纱按顺序穿在第四棕框、第五棕框、第六棕框和第七棕框的棕框片上;选取1条预设第一尺寸的小纱按顺序穿在第二棕框的棕框片上;选取4条预设第一尺寸的包心纱按顺序穿在第一棕框的棕框片上;步骤s20:选取1条预设第一尺寸的经纱按顺序穿在第八棕框、第九棕框、第十棕框和第十一棕框的棕框片上;选取1条预设第一尺寸的小纱按顺序穿在第三棕框的棕框片上;选取4条预设第一尺寸的包心纱按顺序穿在第一棕框的棕框片上;步骤s30:按照所述步骤s10和所述步骤s20进行穿纱且形成组织循环直到预设纱线数量穿纱完成;步骤s40:选取3条预设第一尺寸的黑色标示线分别穿在第十二棕框的预设位置上;步骤s50:在织带设备上编织,将所得织物进行锁边,即得到所述斜纹带;
所述斜纹带由多个所述棕框编织而成。
6.进一步地,所述织物还包括纬纱和锁边纱,所述纬纱采用预设第二尺寸的纱线,所述锁边纱采用预设第三尺寸的纱线。
7.进一步地,所述包心纱、所述小纱和所述经纱分别采用斜纹组织交织的方式进行编织。
8.进一步地,所述预设第一尺寸的所述包心纱、所述小纱、所述经纱和所述黑色标示线均为3000d,所述预设第二尺寸的所述纬纱为1500d,所述预设第三尺寸的所述锁边纱为500d。
9.进一步地,所述预设位置包括第一预设位置、第二预设位置和第三预设位置,所述第一预设位置、所述第二预设位置和所述第三预设位置采用等间距穿在所述织物中。
10.进一步地,所述斜纹带的针边由6条黑色纱组成,所述斜纹带的带边由8条黑色纱组成。
11.本发明采用上述技术方案包括以下有益效果:通过对原材料的搭配使用,配合相应的组织图,从而织造出一种新的斜纹带,从而达到一种新的视觉效果,具有很高的应用价值,同时也可以满足客户对新产品、新花纹的需求。
[0012] 附图说明
[0013]
图1为本发明一种斜纹带的织造工艺的预设穿纱流程图;图2为本发明一种斜纹带的织造工艺的结构组织图。
[0014]
其中,1为第一棕框、2为第二棕框、3为第三棕框、4为第四棕框、5为第五棕框、6为第六棕框、7为第七棕框、8为第八棕框、9为第九棕框、10为第十棕框、11为第十一棕框、12为第十二棕框、x为高点和o为低点。
[0015] 具体实施方式
[0016]
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
[0017]
本实施例本实施例提供了一种斜纹带的织造工艺,如图1和图2所示,将包心纱、小纱和经纱按照预设穿纱流程在多个棕框的棕框片上进行穿纱;预设穿纱流程包括步骤:步骤s10:选取1条预设第一尺寸的经纱按顺序穿在第四棕框、第五棕框、第六棕框和第七棕框的棕框片上;选取1条预设第一尺寸的小纱按顺序穿在第二棕框的棕框片上;选取4条预设第一尺寸的包心纱按顺序穿在第一棕框的棕框片上;步骤s20:选取1条预设第一尺寸的经纱按顺序穿在第八棕框、第九棕框、第十棕框和第十一棕框的棕框片上;选取1条预设第一尺寸的小纱按顺序穿在第三棕框的棕框片上;选取4条预设第一尺寸的包心纱按顺序穿在第一棕框的棕框片上;步骤s30:按照所述步骤s10和所述步骤s20进行穿纱且形成组织循环直到预设纱线数量穿纱完成;步骤s40:选取3条预设第
一尺寸的黑色标示线分别穿在第十二棕框的预设位置上;步骤s50:在织带设备上编织,将所得织物进行锁边,即得到所述斜纹带;斜纹带由多个棕框编织而成。
[0018]
具体的,斜纹带是由四十九组四百四十三条纱组成,预设纱线数量则为四百四十三条,同时斜纹带是由十二个棕框编织而成。第一棕框为包心纱,第二棕框和第三棕框为小纱,第四棕框至第十一棕框为经纱,第十二棕框为标示线。
[0019]
穿纱的步骤为:首先在第四棕框至第七棕框的棕框片上按顺序穿1根经纱;接着在第二棕框的棕框片上按顺序穿1根小纱;然后在第一棕框的棕框片上按顺序穿4根包心纱;接着在第八棕框至第十一棕框的棕框片上按顺序穿1根经纱;接着在第三棕框的棕框片上按顺序穿1根小纱;接着在第一棕框的棕框片上按顺序穿4根包心纱;最后将剩下的纱按前面的步骤依次穿完。按照前步骤全部穿完之后,在第十二棕框的棕框片上穿3根黑色标示线,从针边往带边数第一条黑色标示线在十三组位置,第二条黑色标示线在二十五组位置,第三条黑色标示线在三十七组位置。
[0020]
其中,织物还包括纬纱和锁边纱,纬纱采用预设第二尺寸的纱线,锁边纱采用预设第三尺寸的纱线。
[0021]
其中,包心纱、小纱和经纱分别采用斜纹组织交织的方式进行编织。
[0022]
具体的,预设第一尺寸的包心纱、小纱、经纱和黑色标示线均为3000d,预设第二尺寸的纬纱为1500d,预设第三尺寸的锁边纱为500d;纬纱的密度优选的使用21.7。
[0023]
具体的,预设位置包括第一预设位置、第二预设位置和第三预设位置,第一预设位置、第二预设位置和第三预设位置采用等间距穿在织物中。第一预设位置为十三组的位置,第二预设位置为二十五组的位置,第三预设位置为三十七组的位置。
[0024]
其中,斜纹带的针边由6条黑色纱组成,斜纹带的带边由8条黑色纱组成。
[0025]
参阅图2,图中1
‑
12为本实施例的结构组织。
[0026]
本发明通过对原材料的搭配使用,配合相应的组织图,从而创新出一种新斜纹带,满足客户对新产品、新花纹的需求,给人一种全新的感觉,同时整体工艺简单、成本较低、易于推广。
[0027]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1