一种史陶比尔模组的自动化注油装配设备
1.本发明涉及到电子提花机的m5组件史陶比尔模组装配领域,具体为组件上料后注油的装配设备。
背景技术:
2.在现有的电子提花机面板上,给面板注油是整体装配工艺过程中的关键步骤,往往设备的稳定性直接关系到整个零件的经济效益。参见图1,史陶比尔模组的面板100上有圆柱凸起(即销柱101),需要在此进行注油。但是目前史陶比尔模组的装配动作过程均是由人工完成,由于装配效率底下,人工成本较高,因此如何利用自动化装配代替传统的人工操作已经成为目前急需解决的课题。
技术实现要素:
3.针对现有技术中存在的问题,本发明提出了一种新的技术方案,通过该技术方案实现对销柱的自动注油,以达到降低人工成本投入,提升装配效率的目的。
4.本发明提出的具体方案如下:
5.一种史陶比尔模组的自动化注油装配设备,包括依次设置的进料机构、注油机构和转运机构,
6.所述进料机构包括面板进料道,所述面板进料道向着所述注油机构的方向的延伸,所述面板进料道内设有止挡位,所述止挡位用于阻止面板运动以实现注油机构对所述面板的注油操作;
7.所述注油机构包括供油部和蘸油件,所述蘸油件可移动的设置在所述止挡位上方,所述蘸油件用于从所述供油部内蘸取润滑油到所述面板上的销柱上;
8.所述转运机构与所述止挡位对应设置,所述转运机构用于将注油后的面板进行转运到下一工位。
9.进一步的,进料机构包括输送带和固定在所述输送带上的导板,所述导板内开设有长条形的缺口,所述缺口与所述输送带相互配合形成所述面板进料道。
10.进一步的,所述缺口的前端开口扩大设置以形成喇叭状结构,所述止挡位设置在所述缺口的尾端处。
11.进一步的,所述进料机构还包括转换件,所述转换件位于所述面板进料道上方,所述转换件用于抓取所述面板进料道内反向的面板,并将所述面板转换成正向后放置到所述面板进料道内。
12.进一步的,所述转换件包括第一夹体和第二夹体,所述第一夹体与所述第二夹体相对可移动的设置以实现对所述面板的夹取和松开。
13.进一步的,所述第一夹体内设有第一凹腔,所述第二夹体内设有第二凹腔,所述第一凹腔与所述第二凹腔对应设置以形成可夹取所述面板的夹槽。
14.进一步的,所述进料机构还包括检测件,所述检测件与所述转换件对应设置且彼
此信号连接,所述检测件用于检测所述面板进料道内的面板是否反向以传输控制信号控制所述转换件是否进行夹取换向。
15.进一步的,所述供油部包括油箱和油盒,所述油箱与所述油盒之间通过油管连通,所述油管上设有控制润滑油流速的流量阀。
16.进一步的,所述油盒内设有引油道,所述油管的一端设置在所述引油道的上方使得润滑油能够顺利的滴入到所述引油道内,所述引油道内设置有蘸油位,润滑油沿着所述引油道流入所述蘸油位,所述蘸油件从所述蘸油位蘸取润滑油后移动到所述止挡位,为所述面板上的销柱蘸油润滑。
17.进一步的,转运机构包括第三夹体和第四夹体,所述第三夹体与所述第四夹体相对可移动的设置以将所述面板夹取到下一工位。
18.采用本技术方案所达到的有益效果为:
19.通过设计全新的自动化注油设备,利用进料机构实现对面板的进料输送,利用注油机构实现对销柱的自动注油,最后利用转运机构对注油完成的面板进行转运,各机构之间相互配合协调,从而完成了对史陶比尔模组的注油工序,相比于传统的人工操作,本方案能够极大的提高装配效率。
附图说明
20.图1为面板的结构。
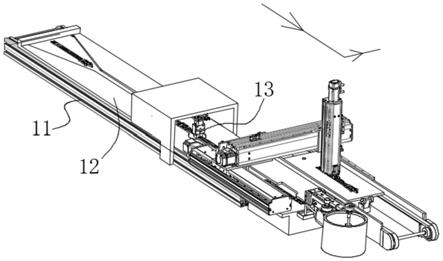
21.图2为本方案自动化注油装配设备的整体结构图。
22.图3为进料机构中输送带与导板的配合结构图。
23.图4为进料机构中转换件平面结构图。
24.图5为注油机构的结构图。
25.图6为油盒的内部结构图。
26.图7为转运机构中第三夹体与第四夹体的安装结构图。
27.图8为转运机构的整体结构图。
28.其中:11输送带、12导板、13转换件、21蘸油件、22油箱、23油盒、24油管、25流量阀、31第三夹体、32第四夹体、33转运板、34转运带、35刹车止挡件、36顶推件、100面板、101销柱、131第一夹体、132第二夹体、133夹子气缸、134旋转气缸。
具体实施方式
29.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
30.本实施例提供了一种史陶比尔模组的自动化注油装配设备,利用该设备实现对面板100上销柱101的自动注油,以达到降低人工投入,提高装配效率的目的。
31.具体的,自动化注油装配设备包括依次设置的进料机构、注油机构和转运机构,这里的进料机构实现对面板100的进料输送,实现将面板100输送到注油机构处;利用注油机构实现对销柱101的自动注油,注油完成后,利用转运机构对注油完成的面板100进行转运,使得面板能够进入到下一工序,图2中箭头方向为面板的进行过程方向。
32.其中,进料机构包括面板进料道,面板进料道向着注油机构的方向的延伸,在面板
进料道内设有止挡位,止挡位用于阻止面板100运动以实现注油机构对面板100的注油操作。
33.可以理解为,面板100从面板进料道上向着注油机构的方向进行运输,当面板100运输到达止挡位后停止并保持,在面板100不再运动时注油机构实现对销柱101的注油操作。
34.本实施例中,参见图2
‑
图3,面板100的运输是通过输送带11实现的,并且在输送带11上还设有导板12,即进料机构包括输送带11和固定在输送带11上的导板12,导板12内开设有长条形的缺口,缺口与输送带11相互配合形成面板进料道;上文描述的止挡位设置在缺口的尾端处。
35.为了便于面板100能够顺利的进入到面板进料道内,这里将缺口的前端开口扩大设置以形成喇叭状结构,以对面板100进行良好的导向作用,图中箭头方向为面板在面板进料道内的移动方向。
36.在实际的进料过程中,常出现面板100前后倒置的情况,使得面板100出现反向进料的情况,因此为了进一步的避免上述情况,保证面板进料道中的面板100能够始终处于正向进料的状态,本实施设置了转换件13。
37.具体的,参见图2、图4,进料机构还包括转换件13,这里的转换件13位于面板进料道上方,转换件13用于抓取面板进料道内反向的面板100,并将该面板转换成正向后放置到面板进料道内。
38.可以理解为,在发现了面板进料道中有反向进料的面板100时,利用转换件13抓取该面板100对其进行换向(即前后调换),确保面板100始终保持正向进料。
39.可选的,转换件13包括第一夹体131和第二夹体132,第一夹体131与第二夹体132相对可移动的设置以实现对面板100的夹取和松开;其中第一夹体131内设有第一凹腔,第二夹体132内设有第二凹腔,第一凹腔与第二凹腔对应设置以形成可夹取面板100的夹槽;这里设置成夹槽,其主要目的在于保证对面板100夹取的稳定性。
40.在另外的实施例中,第一夹体131和第二夹体132可以为简单的块状结构,在对面板100进行夹取时,第一夹体131和第二夹体132分别作用在面板100的两侧边,但是这样的夹取方式在第一夹体131和第二夹体132夹取力度不足或者出现偏差时,容易导致夹取的面板掉落;因此为了保证对面板100夹取的稳定保证,优选上述的夹槽结构。
41.通过利用第一凹腔与第二凹腔形成的夹槽,能够有效的避免因为力度偏差导致的面板掉落问题;并且本实施例中,为了使夹槽更加容易的夹取到面板,凹腔(第一凹腔、第二凹腔)的开口处设有倾斜的引导斜面,这样在第一夹体131和第二夹体132相互靠近的过程中,引导斜面将引导面板100进入到第一凹腔、第二凹腔形成的夹槽中。
42.转换件13还包括有夹子气缸133和旋转气缸134,第一夹体131和第二夹体132分别安装在夹子气缸133的夹爪上,夹子气缸133又固定安装在旋转气缸134上。
43.这里的夹子气缸133用于驱动第一夹体131和第二夹体132以完成对面板100的夹取,而旋转气缸134用于实现对面板100的换向,即在完成对面板100的夹取后,旋转气缸134转动完成对面板反向的调换。
44.本实施例中,进料机构还包括检测件,检测件与转换件13对应设置且彼此信号连接,检测件用于检测面板进料道内的面板100是否反向以传输控制信号控制转换件13是否
进行夹取换向。
45.这里的检测件优选为工业相机,利用工业相机对面板100进行拍照检测,若与内部设定的图形形状不匹配,则可定义为面板处于反向运输的状态,此时工业相机传输控制信号以控制夹子气缸133和旋转气缸134,夹子气缸133和旋转气缸134相互配合实现对面板的夹取和换向。
46.经过转换后的面板100在输送带11的作用下前行,到达止挡位等待注油机构的注油操作;具体的,参见图2、图5,注油机构包括供油部和蘸油件21,蘸油件21可移动的设置在止挡位上方,蘸油件用于从供油部内蘸取润滑油到面板上的销柱101上。
47.这里的蘸油件21的移动是通过气缸实现的,该气缸包括蘸油气缸和伸缩气缸,蘸油件21安装在蘸油气缸上,蘸油气缸固定在伸缩气缸上,蘸油气缸和伸缩气缸相互配合,使得蘸油件21从供油部处蘸取润滑油,然后移动到止挡位处,对止挡位中面板上的销柱101进行注油处理。
48.本实施例中,供油部包括油箱22和油盒23,油箱22与油盒23之间通过油管24连通,油管24上设有控制润滑油流速的流量阀25。
49.油箱22中的润滑油经过油管24到油盒23中,根据实际的需求量对油盒23进行供油,使得蘸油的消耗量与供油的供油量保持适当,避免出现润滑油的浪费;同时利用油盒23也能够缓存从油箱22中溢流出来的润滑油。
50.可选的,油箱22中设有温度控制器用以监控温度。
51.可选的,参见图6,油盒23内设有引油道,油管24的一端设置在引油道的上方使得润滑油能够顺利的滴入到引油道内,引油道内设置有蘸油位,润滑油沿着引油道流入蘸油位,蘸油件21从蘸油位蘸取润滑油后移动到止挡位,为面板100上的销柱101蘸油润滑;在油盒23中特地设置引油道和蘸油位,能够有效的保证油盒23中润滑油的汇集。
52.在完成对销柱101的蘸油润滑操作之后,转运机构需要对整个面板100进行转运,使得面板进入到下一工序。
53.具体的,参见图2、图7,转运机构与止挡位对应设置,转运机构用于将注油后的面板进行转运到下一工位;其中,转运机构包括第三夹体31和第四夹体32,第三夹体31与第四夹体32相对可移动的设置以将面板夹取到下一工位。
54.转运机构还包括龙门伺服模组和夹子气缸,第三夹体31与第四夹体32分别安装在夹子气缸的夹爪上,该夹子气缸固定在龙门伺服模组上,利用夹子气缸的作用力,使得第三夹体31与第四夹体32完成对面板的夹取,然后龙门伺服模组运动使得夹子气缸与面板一同运动,直到龙门伺服模组运动到放料位后夹子气缸松开,以完成对面板的转运。
55.本实施例中,参见图2、图7
‑
图8,转运机构还包括转运板33和转运带34,将转运板33放置到转运带34上,使得转运板33随转运带34进行运动,在转运带34之间还设有接近开关、刹车止挡件35和顶推件36,转运板33在转运带34上运动到预设的位置时,接近开关感应发出信号使得刹车止挡件35伸出对转运板33进行阻挡,限制转运板33在转运带34上继续移动,然后顶推件36顶推伸出作用在转运板33的下端面,将转运板33上顶使得转运板33脱离与转运带34的接触,然后转运机构中的夹子气缸松开,使得第三夹体31与第四夹体32夹取的面板稳定的被放置待转运板33上;最后顶推件36回缩,使得转运板33再次回到转运带34上,在转运带34的作用下流向下一工序。
56.这里特地设置顶推件36,其目的在于保证转运板33在承接面板时的稳定性,以便于下一工序的操作。
57.可选的,顶推件36为顶推气缸。
58.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1