SMMSS棉柔拒水无纺布的生产工艺的制作方法
smmss棉柔拒水无纺布的生产工艺
技术领域
1.本发明属于无纺布技术领域,具体为smmss棉柔拒水无纺布的生产工艺。
背景技术:
2.无纺布具有防潮、透气、柔韧、质轻、不助燃、容易分解、无毒无刺激性、色彩丰富、价格低廉、可循环再用等特点。如多采用聚丙烯(pp材质)粒料为原料,经高温熔融、喷丝、铺纲、热压卷取连续一步法生产而成。
3.现有技术中,无纺布在性能方面表面比较单一,其在柔软和拒水性能方面表现地也不够好,柔软度比较低、拒水性比较差,同时,更达不到柔软度、拒水性、耐沾污性、疏水疏油性、耐酸耐碱性和抗腐蚀性等多种性能同时兼具的效果;另外,无纺布在生产制备过程中,其中收卷工艺中,存在着收卷辊在安装和拆卸时比较麻烦,需要人工进行辅助操作,同时,剪切的操作也是独立操作的,也将影响无纺布制备效率,在面对柔软的无纺布进行切割时会出现不够平整,切割时也会发生切割位置偏差的问题。
技术实现要素:
4.本发明的目的就在于为了解决现有技术中,无纺布在性能方面表面比较单一,其在柔软和拒水性能方面表现地也不够好,柔软度比较低、拒水性比较差,同时,更达不到柔软度、拒水性、耐沾污性、疏水疏油性、耐酸耐碱性和抗腐蚀性等多种性能同时兼具的效果;另外,无纺布在生产制备过程中,其中收卷工艺中,存在着收卷辊在安装和拆卸时比较麻烦,需要人工进行辅助操作,同时,剪切的操作也是独立操作的,也将影响无纺布制备效率,在面对柔软的无纺布进行切割时会出现不够平整,切割时也会发生切割位置偏差的问题,而提出smmss棉柔拒水无纺布的生产工艺。
5.本发明的目的可以通过以下技术方案实现:
6.smmss棉柔拒水无纺布的生产工艺,其特征在于:smmss超柔拒水无纺布由纺粘无纺布、熔喷无纺布、熔喷无纺布、纺粘无纺布、纺粘无纺布从上向下依次热轧粘合后,再卷绕、检测、退卷、分切得到的;
7.其中,纺粘无纺布由以下重量份原料组成:丙纶92
‑
96份,拒水母粒3
‑
5份,柔软母粒0.5
‑
1.5份,偶联剂2
‑
5份;熔喷无纺布由以下重量份原料组成:聚丙烯母粒92
‑
96份,拒水母粒3
‑
5份,柔软母粒0.5
‑
1.5份,偶联剂2
‑
5份;
8.拒水母粒为氟硅改性丙烯酸酯;柔软母粒由以下重量份原料组成:聚丙烯均聚物75
‑
85份,油酸酰胺14
‑
24份,二叔丁基过氧化物0.3
‑
0.9份;偶联剂为kh570、kh560、kh550中一种。
9.优选的,纺粘无纺布的制备工艺包括以下步骤:
10.第一步:向混料罐中加入上述重量份的丙纶、拒水母粒、柔软母粒和偶联剂进行搅拌混合;
11.第二步:取熔体计量后的原料进行模头喷丝;得喷丝;
12.第三步:喷丝经分丝铺网得到织片,将织片穿过花辊和光辊之间来进行热轧处理;热轧处理,花辊的温度为145℃,光辊温度为130℃;网带速度为630m/min,热轧机速比为0.8%,冷水辊速比1.0%,热轧压力为80dan/cm,经上液、卷绕和分切得到纺粘无纺布。
13.优选的,模头喷丝工艺参数如下:风箱压力为2900pa;风机转速比为80
‑
82%;上下冷风的温度为18℃,单体抽吸风量三区为为1300m3/h。
14.优选的,熔喷无纺布的制备工艺包括以下步骤:
15.向混料罐中加入上述重量份的聚丙烯母粒、拒水母粒、柔软母粒和偶联剂进行搅拌混合;然后通过双螺杆挤出机进行熔融共混造粒,双螺杆挤出机熔融共混造粒温度为190℃;再经过熔喷工艺后,经上液、卷绕和分切得到熔喷无纺布。
16.优选的,熔喷工艺参数为:热风压力为0.08mpa,热风温度250℃,滤网温度为220℃,计量泵温度为220℃,喷头温度为220℃,挤出机温度200℃,接收距离为20cm。
17.优选的,拒水母粒的制备工艺包括以下步骤:
18.第一步:将甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯制成混合单体ⅰ共聚物,混合单体ⅰ共聚物玻璃化温度约为
‑
5℃,并将引发剂溶液;
19.第二步:将3份氨水、0.5份乳化剂sds、1.0份op
‑
10和50份水加入反应釜中,搅拌20分钟后升温至50℃;再将2份γ
‑
甲基丙烯酰氧基丙基三甲氧基硅烷在0.5小时加入,反应12小时,制得产物溶液;
20.第三步:将产物溶液升温至78℃,再将混合单体ⅰ共聚物和引发剂溶液在3小时滴加到升温后的产物溶液中,滴加完毕后保温20分钟,再升温至83℃保温2小时,然后降温至40℃,过滤出料,得到拒水母粒。
21.优选的,引发剂溶液由1.0份引发剂过硫酸钾溶于15份水中制成的。
22.优选的,甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯的重量份比为10.0
‑
30.0:10.0
‑
30.0:5.0
‑
10.0。
23.与现有技术相比,本发明的有益效果是:本发明的纺粘无纺布选用丙纶材料,得到的丙纶纺粘无纺布具有高吸水性、不起毛、柔软蓬松、摩擦手感好的优点;本发明的熔喷无纺布选用聚丙烯材料,得到的聚丙烯熔喷无纺布具有着强度高、柔软性好和透气性好的优点;并在丙纶纺粘无纺布和聚丙烯无纺布上添加氟硅改性丙烯酸酯的拒水母粒,使得制备得到smmss棉柔拒水无纺布具有很好的拒水性;同时,氟硅改性丙烯酸酯还具有着耐沾污性,疏水疏油性,耐酸耐碱性和抗腐蚀性等优点,使其制得smmss棉柔拒水无纺布在具有超好的柔软度和拒水性下,还具有着很好的耐沾污性,疏水疏油性,耐酸耐碱性和抗腐蚀性性能;
24.本发明的卷绕机构,控制第一电机工作,带动收卷辊进行工作,从而对smmss棉柔拒水无纺布进行收卷,本发明的卷绕机构具有着结构简单,高效收卷的优点;
25.本发明的固定件,通过两组螺纹滑块相互靠近或者相互远离移动,然后,通过活动杆和连接板的连接,带动连接轴沿着滑套移动,从而调节两组夹板之间的距离,使得方便对收卷辊进行夹持和拆卸
26.本发明的切割机构,smmss棉柔拒水无纺布在收卷时,需要穿过上限位辊和下限位辊,上限位辊和下限位辊起到限位的作用,从而使得无纺布在收卷时更加整齐,上限位辊设置与切刀相适配的槽体,是将切刀的刀片隐藏至上限位辊内,在收卷时,不会与无纺布接
触,同时,也起到对切刀的移动进行限位作用,当收卷完成后,控制切刀沿着槽体向下移动,对无纺布进行整齐快速切割;本发明制备的无纺布具有很好的柔软性,所以普通的切刀在进行切割时不够平整,切割时也会发生切割位置偏差的问题;但是通过本发明在卷绕机构上配套的切割机构可以快速整齐进行切割;
27.本发明的驱动机构,在无纺布收卷完成后,通过控制驱动机构工作,可以同时完成对无纺布进行切断和将收卷无纺布的收卷辊4取下工作,从而大大提高了对无纺布进行收卷的工作效率。
附图说明
28.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
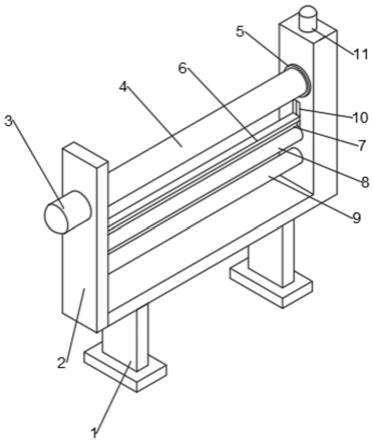
29.图1为本发明中基座、卷绕机构和切割机构连接关系的结构示意图。
30.图2为本发明中基座、卷绕机构和切割机构连接关系的侧视图。
31.图3为本发明中基座内腔的第一示意图。
32.图4为本发明中基座内腔的第二示意图。
33.图5为本发明中弹性伸缩杆的结构示意图。
34.图中:1、支架;2、基座;3、第一电机;4、收卷辊;5、夹板;6、安装板;7、切刀;8、上限位辊;9、下限位辊;10、限位滑槽;11、第二电机;12、连接轴;13、丝杆;14、螺纹滑块;15、活动杆;16、连接板;17、移动板;18、压杆;19、限位滑板;20、弹性伸缩杆;21、固定板;22、滑套;23、连接杆;24、固定筒;25、弹簧;26、活塞板。
具体实施方式
35.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
36.实施例1
37.smmss棉柔拒水无纺布的生产工艺,smmss超柔拒水无纺布由纺粘无纺布、熔喷无纺布、熔喷无纺布、纺粘无纺布、纺粘无纺布从上向下依次热轧粘合后,再卷绕、检测、退卷、分切得到的;
38.其中,纺粘无纺布由以下重量份原料组成:丙纶92份,拒水母粒3份,柔软母粒0.5份,偶联剂2份;熔喷无纺布由以下重量份原料组成:聚丙烯母粒92份,拒水母粒3份,柔软母粒0.5份,偶联剂2份;
39.拒水母粒为氟硅改性丙烯酸酯;柔软母粒由以下重量份原料组成:聚丙烯均聚物75份,油酸酰胺14份,二叔丁基过氧化物0.3份;偶联剂为kh570、kh560、kh550中一种。
40.纺粘无纺布的制备工艺包括以下步骤:
41.第一步:向混料罐中加入上述重量份的丙纶、拒水母粒、柔软母粒和偶联剂进行搅拌混合;
42.第二步:取熔体计量后的原料进行模头喷丝;得喷丝;
43.第三步:喷丝经分丝铺网得到织片,将织片穿过花辊和光辊之间来进行热轧处理;
热轧处理,花辊的温度为145℃,光辊温度为130℃;网带速度为630m/min,热轧机速比为0.8%,冷水辊速比1.0%,热轧压力为80dan/cm,经上液、卷绕和分切得到纺粘无纺布。
44.模头喷丝工艺参数如下:风箱压力为2900pa;风机转速比为80%;上下冷风的温度为18℃,单体抽吸风量三区为为1300m3/h。
45.熔喷无纺布的制备工艺包括以下步骤:
46.向混料罐中加入上述重量份的聚丙烯母粒、拒水母粒、柔软母粒和偶联剂进行搅拌混合;然后通过双螺杆挤出机进行熔融共混造粒,双螺杆挤出机熔融共混造粒温度为190℃;再经过熔喷工艺后,经上液、卷绕和分切得到熔喷无纺布。
47.熔喷工艺参数为:热风压力为0.08mpa,热风温度250℃,滤网温度为220℃,计量泵温度为220℃,喷头温度为220℃,挤出机温度200℃,接收距离为20cm。
48.拒水母粒的制备工艺包括以下步骤:
49.第一步:将甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯制成混合单体ⅰ共聚物,混合单体ⅰ共聚物玻璃化温度约为
‑
5℃,并将引发剂溶液;
50.第二步:将3份氨水、0.5份乳化剂sds、1.0份op
‑
10和50份水加入反应釜中,搅拌20分钟后升温至50℃;再将2份γ
‑
甲基丙烯酰氧基丙基三甲氧基硅烷在0.5小时加入,反应12小时,制得产物溶液;
51.第三步:将产物溶液升温至78℃,再将混合单体ⅰ共聚物和引发剂溶液在3小时滴加到升温后的产物溶液中,滴加完毕后保温20分钟,再升温至83℃保温2小时,然后降温至40℃,过滤出料,得到拒水母粒。
52.引发剂溶液由1.0份引发剂过硫酸钾溶于15份水中制成的。
53.甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯的重量份比为10.0:10.0:5.0。
54.实施例2
55.smmss棉柔拒水无纺布的生产工艺,smmss超柔拒水无纺布由纺粘无纺布、熔喷无纺布、熔喷无纺布、纺粘无纺布、纺粘无纺布从上向下依次热轧粘合后,再卷绕、检测、退卷、分切得到的;
56.其中,纺粘无纺布由以下重量份原料组成:丙纶94份,拒水母粒4份,柔软母粒1.0份,偶联剂3份;熔喷无纺布由以下重量份原料组成:聚丙烯母粒94份,拒水母粒4份,柔软母粒1.0份,偶联剂3份;
57.拒水母粒为氟硅改性丙烯酸酯;柔软母粒由以下重量份原料组成:聚丙烯均聚物80份,油酸酰胺18份,二叔丁基过氧化物0.6份;偶联剂为kh570、kh560、kh550中一种。
58.纺粘无纺布的制备工艺包括以下步骤:
59.第一步:向混料罐中加入上述重量份的丙纶、拒水母粒、柔软母粒和偶联剂进行搅拌混合;
60.第二步:取熔体计量后的原料进行模头喷丝;得喷丝;
61.第三步:喷丝经分丝铺网得到织片,将织片穿过花辊和光辊之间来进行热轧处理;热轧处理,花辊的温度为145℃,光辊温度为130℃;网带速度为630m/min,热轧机速比为0.8%,冷水辊速比1.0%,热轧压力为80dan/cm,经上液、卷绕和分切得到纺粘无纺布。
62.模头喷丝工艺参数如下:风箱压力为2900pa;风机转速比为81%;上下冷风的温度
为18℃,单体抽吸风量三区为为1300m3/h。
63.熔喷无纺布的制备工艺包括以下步骤:
64.向混料罐中加入上述重量份的聚丙烯母粒、拒水母粒、柔软母粒和偶联剂进行搅拌混合;然后通过双螺杆挤出机进行熔融共混造粒,双螺杆挤出机熔融共混造粒温度为190℃;再经过熔喷工艺后,经上液、卷绕和分切得到熔喷无纺布。
65.熔喷工艺参数为:热风压力为0.08mpa,热风温度250℃,滤网温度为220℃,计量泵温度为220℃,喷头温度为220℃,挤出机温度200℃,接收距离为20cm。
66.拒水母粒的制备工艺包括以下步骤:
67.第一步:将甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯制成混合单体ⅰ共聚物,混合单体ⅰ共聚物玻璃化温度约为
‑
5℃,并将引发剂溶液;
68.第二步:将3份氨水、0.5份乳化剂sds、1.0份op
‑
10和50份水加入反应釜中,搅拌20分钟后升温至50℃;再将2份γ
‑
甲基丙烯酰氧基丙基三甲氧基硅烷在0.5小时加入,反应12小时,制得产物溶液;
69.第三步:将产物溶液升温至78℃,再将混合单体ⅰ共聚物和引发剂溶液在3小时滴加到升温后的产物溶液中,滴加完毕后保温20分钟,再升温至83℃保温2小时,然后降温至40℃,过滤出料,得到拒水母粒。
70.引发剂溶液由1.0份引发剂过硫酸钾溶于15份水中制成的。
71.甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯的重量份比为20.0:20.0:5.5.0。
72.实施例3
73.smmss棉柔拒水无纺布的生产工艺,smmss超柔拒水无纺布由纺粘无纺布、熔喷无纺布、熔喷无纺布、纺粘无纺布、纺粘无纺布从上向下依次热轧粘合后,再卷绕、检测、退卷、分切得到的;
74.其中,纺粘无纺布由以下重量份原料组成:丙纶96份,拒水母粒5份,柔软母粒1.5份,偶联剂5份;熔喷无纺布由以下重量份原料组成:聚丙烯母粒96份,拒水母粒5份,柔软母粒1.5份,偶联剂5份;
75.拒水母粒为氟硅改性丙烯酸酯;柔软母粒由以下重量份原料组成:聚丙烯均聚物85份,油酸酰胺24份,二叔丁基过氧化物0.9份;偶联剂为kh570、kh560、kh550中一种。
76.纺粘无纺布的制备工艺包括以下步骤:
77.第一步:向混料罐中加入上述重量份的丙纶、拒水母粒、柔软母粒和偶联剂进行搅拌混合;
78.第二步:取熔体计量后的原料进行模头喷丝;得喷丝;
79.第三步:喷丝经分丝铺网得到织片,将织片穿过花辊和光辊之间来进行热轧处理;热轧处理,花辊的温度为145℃,光辊温度为130℃;网带速度为630m/min,热轧机速比为0.8%,冷水辊速比1.0%,热轧压力为80dan/cm,经上液、卷绕和分切得到纺粘无纺布。
80.模头喷丝工艺参数如下:风箱压力为2900pa;风机转速比为82%;上下冷风的温度为18℃,单体抽吸风量三区为为1300m3/h。
81.熔喷无纺布的制备工艺包括以下步骤:
82.向混料罐中加入上述重量份的聚丙烯母粒、拒水母粒、柔软母粒和偶联剂进行搅
拌混合;然后通过双螺杆挤出机进行熔融共混造粒,双螺杆挤出机熔融共混造粒温度为190℃;再经过熔喷工艺后,经上液、卷绕和分切得到熔喷无纺布。
83.熔喷工艺参数为:热风压力为0.08mpa,热风温度250℃,滤网温度为220℃,计量泵温度为220℃,喷头温度为220℃,挤出机温度200℃,接收距离为20cm。
84.拒水母粒的制备工艺包括以下步骤:
85.第一步:将甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯制成混合单体ⅰ共聚物,混合单体ⅰ共聚物玻璃化温度约为
‑
5℃,并将引发剂溶液;
86.第二步:将3份氨水、0.5份乳化剂sds、1.0份op
‑
10和50份水加入反应釜中,搅拌20分钟后升温至50℃;再将2份γ
‑
甲基丙烯酰氧基丙基三甲氧基硅烷在0.5小时加入,反应12小时,制得产物溶液;
87.第三步:将产物溶液升温至78℃,再将混合单体ⅰ共聚物和引发剂溶液在3小时滴加到升温后的产物溶液中,滴加完毕后保温20分钟,再升温至83℃保温2小时,然后降温至40℃,过滤出料,得到拒水母粒。
88.引发剂溶液由1.0份引发剂过硫酸钾溶于15份水中制成的。
89.甲基丙烯酸甲酯、丙烯酸丁酯、甲基丙烯酸十二氟庚酯的重量份比为30.0、30.0、10.0。
90.实施例4
91.请参阅图1
‑
5所示,其中,卷绕工艺包括以下步骤:
92.将无纺布穿过基座2上的上限位辊8和下限位辊9,并缠绕在收卷辊4上,然后,启动第一电机3工作,带动收卷辊4对无纺布进行收卷;
93.当收卷完成后,控制第二电机11转动,带动丝杆13转动,丝杆13分别带动螺纹滑块14和移动板17移动,当移动板17向下移动时,带动压杆18向下移动,压杆18作用在限位滑板19上,使得限位滑板19向下移动,使得切刀7向下移动,进行对无纺布进行切割;同时,两组螺纹滑块14相互远离移动,然后,通过活动杆15和连接板16的连接,带动连接轴12沿着滑套22向基座2的内腔移动,从而使得两组夹板5之间的距离增长,将收卷好的无纺布从收卷辊4上拆卸下来。
94.基座2设置在支架1上,基座2上设置有卷绕机构和切割机构,卷绕机构位于切割机构的正上方,基座2的内腔中设置有驱动机构;
95.卷绕机构包括第一电机3、收卷辊4、夹板5,第一电机3安装在支架1的一侧上,第一电机3的输出端穿过支架1的竖直部,并与一组夹板5连接,另一组夹板5与固定件连接,收卷辊4设置在两组夹板5之间;控制第一电机3工作,带动收卷辊4进行工作,从而对smmss棉柔拒水无纺布进行收卷,本发明的卷绕机构具有着结构简单,高效收卷的优点;
96.固定件包括连接轴12、螺纹滑块14、活动杆15、连接板16、滑套22,螺纹滑块14平行设置有两组,螺纹滑块14与基座2的内壁滑动连接,活动杆15的一端与连接板16活动连接,活动杆15的另一端与螺纹滑块14活动连接,连接轴12与连接板16连接,连接轴12穿过滑套22,并与滑套22连接,连接轴12与另一组夹板5连接,滑套22设置在基座2的侧壁上,螺纹滑块14与驱动机构的输出端连接,控制驱动机构工作,带动两组螺纹滑块14相互靠近或者相互远离移动,然后,通过活动杆15和连接板16的连接,带动连接轴12沿着滑套22移动,从而调节两组夹板5之间的距离,使得方便对收卷辊4进行夹持和拆卸;其中,滑套22对连接轴12
的移动起到限位滑动的作用;
97.切割机构包括安装板6、切刀7、上限位辊8、下限位辊9、限位滑槽10,安装板6的底面上设置有长方形的切刀7,基座,2的内壁上设置有限位滑槽10,安装板6的两端位于限位滑槽10内,并沿着限位滑槽10上下移动,安装板6的一端并延伸到控制件上,安装板6的下方平行设置有两组上限位辊8和下限位辊9,上限位辊8和下限位辊9安装在基座2上,上限位辊8上设置有长方形的槽体,切刀7穿过槽体,并沿着槽体上下移动;smmss棉柔拒水无纺布在收卷时,需要穿过上限位辊8和下限位辊9,上限位辊8和下限位辊9起到限位的作用,从而使得无纺布在收卷时更加整齐,上限位辊8设置与切刀7相适配的槽体,是将切刀7的刀片隐藏至上限位辊8内,在收卷时,不会与无纺布接触,同时,也起到对切刀7的移动进行限位作用,当收卷完成后,控制切刀7沿着槽体向下移动,对无纺布进行切割;
98.控制件包括移动板17、压杆18、限位滑板19、弹性伸缩杆20、固定板21,移动板17与基座2的内壁滑动连接,移动板17与驱动机构的输出端连接,移动板17的底面对称设置有两组压杆18,移动板17的下方设置有限位滑板19,限位滑板19与基座2的内壁滑动连接,安装板6的一端并延伸到限位滑板19上,并与限位滑板19连接,限位滑板19通过弹性伸缩杆20与固定板21连接,弹性伸缩杆20并排设置有两组,固定板21安装在基座2的内壁上;通过控制移动板17向下移动,带动压杆18向下移动,压杆18作用在限位滑板19上,使得限位滑板19向下移动,限位滑板19是与切刀7上的安装板6连接的,所以使得切刀7向下移动,进行对无纺布进行切割;
99.弹性伸缩杆20包括连接杆23、固定筒24、弹簧25、活塞板26,固定筒24安装在固定板21上,固定筒24的内腔设置有弹簧25,弹簧25的顶端与活塞板26连接,活塞板26与固定筒24的内壁滑动连接,活塞板26的顶面设置有连接杆23,连接杆23的顶端穿过固定筒24,并与限位滑板19连接;弹性伸缩杆20起到弹性恢复的作用,当切刀7切割完成后,通过移动板17向上移动并复位,而限位滑板19通过弹性伸缩杆20内的弹簧25的弹性作用力也将复位,使得切刀7恢复到原始位置;
100.驱动机构包括第二电机11、丝杆13,第二电机11安装在基座2的顶面上,第二电机11的输出端与丝杆13连接,丝杆13延伸到基座2的内腔中,并分别与螺纹滑块14和移动板17螺纹连接,控制第二电机11正反转动,带动丝杆13转动,丝杆13分别带动螺纹滑块14和移动板17移动,从而使得对无纺布进行切割的同时将收卷好的无纺布从收卷辊4上取下,从而提高了对无纺布的收卷的效率,以至于提高smmss棉柔拒水无纺布整体生产的效率。
101.本发明的工作原理:将无纺布穿过上限位辊8和下限位辊9,并缠绕在收卷辊4上,然后,启动第一电机3工作,带动收卷辊4对无纺布进行收卷;
102.当收卷完成后,控制第二电机11正反转动,带动丝杆13转动,丝杆13分别带动螺纹滑块14和移动板17移动,当移动板17向下移动时,带动压杆18向下移动,压杆18作用在限位滑板19上,使得限位滑板19向下移动,限位滑板19是与切刀7上的安装板6连接的,所以使得切刀7向下移动,进行对无纺布进行切割;同时,两组螺纹滑块14相互远离移动,然后,通过活动杆15和连接板16的连接,带动连接轴12沿着滑套22向基座2的内腔移动,从而使得两组夹板5之间的距离增长,便可直接将收卷好的无纺布从收卷辊4上拆卸下来;本发明在无纺布收卷完成后,通过控制驱动机构工作,可以同时完成对无纺布进行切断和将收卷无纺布的收卷辊4取下工作,从而大大提高了对无纺布进行收卷的工作效率。
103.对比例1
104.对比例1为中国专利cn202202113u提供的无纺布;
105.对实施例1
‑
3和对比例1的无纺布进行柔软度性能测试和粘水性能测试,测试结果如下表所示;
106.柔软度性能测试采用测试样为见方100厘米.须在切割后分为圆块测试。每张圆块置于测试板中央。一定重量的重物放压在测试样上。手压皮碗泵被一个管嘴压住测试。柔软度测试值数据表述为1
‑
10。数值越高,柔软度越好,品质也就越高。柔软度描述为:硬(0)一软(10)值;
107.粘水性能测试采用喷淋测试仪,根据aatcc22
‑
2010进行测试,试样大小为180mm*180mm,控制各试样每次喷淋时间在25
‑
30s:实验结果评价等级:aatcc0
‑
整个试样表面完全润湿;aatcc50
‑
受淋表面完全润湿;aatcc70
‑
试样表面超出喷淋点出润湿,润湿面积约为受淋表面一半,aatcc80
‑
试样表面喷淋点处润湿;aatcc90
‑
试样表面有零星的喷淋点处润湿;aatcc100
‑
试样表面没有水珠或润湿;
[0108] 柔软度粘水等级实施例110aatcc100实施例210aatcc100实施例310aatcc100对比例14aatcc50
[0109]
由上述表格可知,本发明的无纺布的柔软度为10,粘水等级为试样表面没有水珠或润湿;相对于对比例1的无纺布具有着很好的柔软度和拒水性能。
[0110]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1