一种双层定型机的竖直热定型系统
一种双层定型机的竖直热定型系统
【技术领域】
1.本发明涉及一种定型机的组成系统,具体涉及一种双层定型机的竖直热定型系统,属于印染设备技术领域。
背景技术:
2.随着国家经济高速发展,国家对印染行业节能减排要求进一步提高。热定型是印染业提升附加价值关键环节,其功能是在高温热风、横向张力、纵向张力的作用下,使织物内不稳定的大分子结构发生松弛,形成较为完整、较为稳定的新分子结构,最后经过冷风对流的方式快速的将纤维形状固定成型,使织物达到预定的克重、幅宽、色泽。现有单层定型机结构一般对水平方向的坯布进行热定型加工,对于双层定型垂直及转弯方向的坯布无法进行热定型加工。现有专利“一种拉幅热定型机烘箱结构”和“一种印染布料热定型机”等描述的均是单层定型机的水平热定型机构,如何在此基础上进行进一步开发垂直方向的热定型结构具有重要意义。
3.印染热定型主要分为三个阶段,1)松懈阶段,用加热的方法使织物内部的无定型区松散,分子间的结合能逐渐降低;2)新结构形成阶段,原先不稳定的分子结构被破坏,形成稳定性较高、较为完整的分子结构,此时分子间结合能逐渐增强;3)新结构固定成型阶段,形成的新分子结构经过冷风对流的方式快速固定位置。双层定型机尾部转折处垂直部分织物的热定型需要保证,如果垂直段织物不进行热定型加工,会破坏热定型工艺连续性,导致织物最终达不到预定的克重、色泽等工艺指标的要求。关键问题是设计一种结构,对垂直方向上的织物进行加工,维持热定型工艺的连续性。此外,结构应尽可能考虑垂直结构加工风速的均匀性,实现织物两侧风速均匀加工。还要优化结构中废气的处理,避免废气淤积造成织物的污染。最后合理设计燃烧室的结构,避免温度过高灼伤织物。竖直热定型结构能够均匀的对垂直段织物进行加工对双层定型机及印染行业都具有重大意义。
4.因此,为解决上述问题,确有必要提供一种创新的双层定型机的竖直热定型系统,以克服现有技术中的所述缺陷。
技术实现要素:
5.为解决上述问题,本发明的目的在于提供一种双层定型机的竖直热定型系统,其能方便的对双层定型机尾部转弯及垂直形态的织物进行热定型加工,维持双层定型机热定型工艺的连续性,提高织物的品质。
6.为实现上述目的,本发明采取的技术方案为:一种双层定型机的竖直热定型系统,其对织物进行定型处理,其包括双层机架以及安装于双层机架上的间接燃烧热源、隔热层、竖直循环风道结构、转弯喷嘴组合和竖直废气结构;其中,所述间接燃烧热源设置在隔热层的下方,并通过隔热层将间接燃烧热源和定型机的热定型区隔开;所述隔热层的上部为左右排布的竖直循环风道结构;所述竖直循环风道结构对垂直通过的织物进行热定型加工;所述竖直循环风道结构上部为转弯喷嘴组合,通过转弯喷嘴组合对转弯处织物进行热定型
加工;所述竖直废气排放结构安装在机架的顶部,其将竖直热定型区域的废气抽出。
7.本发明的双层定型机的竖直热定型系统进一步设置为:所述间接燃烧热源包括若干散热管以及废气管;所述散热管呈等间距排布,其产生废气通过废气管汇聚并排出。
8.本发明的双层定型机的竖直热定型系统进一步设置为:所述隔热层包括两层隔板以及填充于两层隔板之间的岩棉;所述隔板采用表面镀锌的q235钢板。
9.本发明的双层定型机的竖直热定型系统进一步设置为:所述竖直循环风道结构包括下箱体以及上箱体;所述下箱体和上箱体相连通;所述下箱体一侧安装有风机;所述下箱体内设置有半圆形分流块;所述上箱体的左右两侧设有出风口,上箱体的后背面设有曲背板。
10.本发明的双层定型机的竖直热定型系统进一步设置为:各出风口上均对接有喷嘴,织物从喷嘴之间通过;所述喷嘴之间设置回风板。
11.本发明的双层定型机的竖直热定型系统进一步设置为:所述转弯喷嘴组合包括外部热源、三节转弯喷嘴、回风连接板以及温度探针;所述外部热源连接至各节转弯喷嘴;其中两节转弯喷嘴设置在织物转弯的外侧,并通过所述回风连接板连接;另一节转弯喷嘴设置在织物转弯的内侧。
12.本发明的双层定型机的竖直热定型系统进一步设置为:所述回风连接板的转弯弧度为70
°
。
13.本发明的双层定型机的竖直热定型系统进一步设置为:所述竖直结构废气管路包括左侧抽风口,中间抽风口,底部抽风口以及抽风风机;所述抽风风机连接左侧抽风口,中间抽风口,底部抽风口以及废气管,使废气统一抽出。
14.本发明的双层定型机的竖直热定型系统还可设置为:所述双层机架包括一层机架、二层机架以及外部密封板;所述一层机架、二层机架自下而上设置,所述外部密封板设置在一层机架、二层机架的两侧及二层机架的顶部。
15.与现有技术相比,本发明具有如下有益效果:
16.1.本发明的双层定型机的竖直热定型系统通过竖直循环风道的构建将加热后的热风抽入,并通过喷嘴均匀的作用在织物两侧,能方便的对双层定型机尾部转弯及垂直形态的织物进行热定型加工,维持双层定型机热定型工艺的连续性。
17.2.本发明的双层定型机的竖直热定型系统采用半圆形的分流块以及曲背板对风速进行调整,使热风能够更加均匀的被分配,使可以更均匀的对织物两侧进行加工,提升织物的品质。
【附图说明】
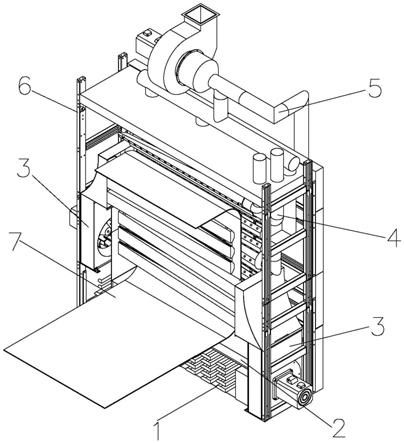
18.图1是本发明的双层定型机的竖直热定型系统的结构示意图。
19.图2是图1中的间接燃烧热源与隔热层的示意图。
20.图3是图1中的竖直循环风道的断面图。
21.图4是图1中的竖直循环风道与喷嘴组成的竖直热定型结构的示意图。
22.图5
‑
1是图1中的转弯喷嘴组合的结构示意图。
23.图5
‑
2是图1中的转弯喷嘴组合的立体图。
24.图6是图1中的竖直废气结构的示意图。
25.图7是图1中的双层机架的结构示意图。
26.图8
‑
1是本发明采用非半圆形分流块对风速影响的云图。
27.图8
‑
2是本发明采用半圆形分流块对风速影响的云图。
28.图9是本发明采用半圆形分流块结构两侧速度云图。
29.图10
‑
1是本发明未经过曲背板优化后竖直结构侧面速度云图。
30.图10
‑
2是本发明曲背板优化后竖直结构侧面速度云图。
31.图11
‑
1是本发明的未经过有限元优化的竖直结构出口速度云图。
32.图11
‑
2是本发明的分流块、曲背板优化后竖直结构出口速度云图。
33.图12是本发明的竖直热定型系统对热定型工艺影响对比图。
【具体实施方式】
34.请参阅说明书附图1至附图12所示,本发明为一种双层定型机的竖直热定型系统,其安装于染整车间内双层定型机的尾部,用于对织物7进行定型处理,其由双层机架6以及安装于双层机架6上的间接燃烧热源1、隔热层2、竖直循环风道结构3、转弯喷嘴组合4和竖直废气结构5等几部分组成。
35.其中,所述间接燃烧热源1将燃烧室内空气进行均匀的加热,且间接燃烧热源1加热的空气温度波动小,有利于提高织物热定型品质。本实施方式中,所述间接燃烧热源1设置在隔热层2的下方,并通过隔热层2将间接燃烧热源1和定型机的热定型区隔开。所述间接燃烧热源1由若干散热管101以及废气管102组成。所述散热管101呈等间距排布,其加热内部空气的同时不至于浪费热能,散热管燃烧产生的废气经过废气管102汇聚并排出。
36.所述隔热层2将热量锁在燃烧室内,可避免间接燃烧热源1的燃烧室温度过高,避免温度过高导致的织物7发黄甚至损伤,其由两层隔板201以及填充于两层隔板201之间的岩棉202组成。所述隔板201采用表面镀锌的q235钢板。
37.所述隔热层2的上部为左右排布的竖直循环风道结构3。所述竖直循环风道结构3可以做到垂直方向供风,对垂直通过的织物7进行热定型加工,其包括下箱体301以及上箱体302;所述下箱体301和上箱体302相连通。所述下箱体301一侧安装有风机303。所述下箱体301内设置有分流块304。所述上箱体302的左右两侧设有出风口3021、3022,上箱体302的后背面设有曲背板305。
38.为将热风等量的分配到两侧出风口3021、3022,在有限元分析软件fluent中,分别对非圆形结构与半圆形结构的分流块进行仿真(如附图8
‑
1及8
‑
2所示),发现半圆形分流块可以解决非圆形分流块导致的风速过于偏向两侧且最大风速较大的情况,半圆形分流块可以实现均匀的分流且最大风速较小。图9是半圆形分流块附近竖直结构的速度云图。
39.图10
‑
1与10
‑
2是未经过曲背板优化与经过曲背板优化后的竖直结构侧面速度云图对比图,通过曲背板的优化可改善风速紊乱的问题,使其均匀的朝出口流出。
40.图11
‑
1与图11
‑
2是分流块与曲背板优化前、后竖直结构出口速度云图,通过对比发现,分流块、曲背板的双重作用下,解决了原结构风速偏向两侧,速度不均的情况,经过优化,最大速度减小,噪声减小,出口处截面风速上下较为均匀,利于热定型工艺的加工,提升热定型品质。
41.通过上述试验后,最终以半圆形分流块304将风机303卷起的热风分流至两侧,一
是保证热风等量分配,二是避免热风过度偏转导致出风不均匀。同时,曲背板305也经过优化后,可将热风均匀的挤出到出风口3021、3022。
42.进一步的,各出风口3021、3022上均对接有喷嘴306,能够均匀的将热风输送至喷嘴306中,改善热定型工艺,织物7从喷嘴306之间通过;所述喷嘴306之间设置回风板307。
43.所述竖直循环风道结构3的工作原理如下:风机303卷起的热风经过下箱体301内的半圆形分流块304后,会逐渐被半圆形分流块304的圆弧面柔和的分配到上箱体302两侧,到达上箱体302后背部,再由曲背板305将热风均匀的输送到出风口3021、3022,经过喷嘴306作用在织物两侧,达到较好的热定型效果,再通过回风板307,将定型后的废气及时的排出。
44.所述竖直循环风道结构3上部为转弯喷嘴组合4,通过转弯喷嘴组合4对转弯处织物7上下面进行热定型加工。所述转弯喷嘴组合4由外部热源401、三节转弯喷嘴402、回风连接板403以及温度探针404等组成。所述外部热源401连接至各节转弯喷嘴402,并将加热后的热空气进入转弯喷嘴402内。其中两节转弯喷嘴402设置在织物7转弯的外侧,并通过所述回风连接板403连接;另一节转弯喷嘴402设置在织物7转弯的内侧。所述回风连接板403的转弯弧度为70
°
,使两节转弯喷嘴402互成70
°
。所述温度探针404用于检测温度值及时作出调整反馈。
45.所述竖直废气排放结构5安装在机架6的顶部,其将竖直热定型区域的废气抽出,其由左侧抽风口501,中间抽风口502,底部抽风口503以及抽风风机504等几部分组成。其中,所述左侧抽风口501负责抽出门幅方向废气,中间抽风口502负责中间段废气的抽出,底部抽风口503负责一层废气的抽出。所述抽风风机504连接左侧抽风口501,中间抽风口502,底部抽风口503以及废气管102,使废气统一抽出,避免对织物7造成污染。
46.所述双层机架6为本发明的双层定型机竖直热定型系统提供安装支撑与密封要求,其由一层机架601、二层机架602以及外部密封板603等几部分组成。所述一层机架601、二层机架602自下而上设置,并负责整体结构的支撑。所述外部密封板603设置在一层机架601、二层机架602的两侧及二层机架602的顶部,其起到密封、保温的作用。
47.以上的具体实施方式仅为本创作的较佳实施例,并不用以限制本创作,凡在本创作的精神及原则之内所做的任何修改、等同替换、改进等,均应包含在本创作的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1