三维多层仿形机织物实现纬向垂纱的方法及装置与流程
1.本发明属于纺织机械领域,涉及高性能纤维复合材料中用于实现三维多层仿形机织物的工艺与装置,具体涉及一种三维多层仿形机织物实现纬向垂纱的方法及装置。
背景技术:
2.近年来,在复合材料领域中,采用高性能纤维制作的三维机织预制体来用作复合材料增强体的方案得到更多的应用。相比较铺层、缠绕、编织等方案,三维机织有整体成型、整体受力、不会分层、力学性能更佳的优点。但是三维机织在制作上比较困难,特别是其中的垂纱,即垂直于经纱纬纱平面的第三维度的纱线,需要有低成本、高效率的织入方法。
3.目前的三维多层机织物,多为2.5d织物,即用多层角联锁的方式实现层与层之间的连接,因为没有垂纱织入,所以不是真正的3d织物。因此要实现真正的3d机织,就必须解决垂纱的织入问题。对三维机织中的垂纱,不仅要求垂直于经纱纬纱平面,而且要连续张紧地贯穿整个织物的上下厚度面,形成对多层经纬纱交织形成的多层织物在贯穿叠层厚度方向上的整体约束以及形成第三维度的纤维增强。业内也有把垂纱称作“捆绑纱”,即表达了垂纱对多层织物在层厚方向上的捆绑作用。
4.所以垂纱的织入有两大意义:一是增加了织物在第三维度方向上的增强纤维分布,这是传统铺层、缠绕、铺丝等成型方案不能解决的问题;二是利用垂纱连续贯穿织入时的张力,将织物层厚方向的丝束压缩收紧,可以得到紧密度更高、机械强度更高、抵抗各方向应力变形能力更强、外观成型更准确的三维机织物,这是传统编织工艺及2.5d工艺不能达到的。
技术实现要素:
5.针对现有技术存在的缺陷,本发明提供了一种三维多层仿形机织物实现纬向垂纱的方法及装置,以实现在三维多层仿形机织物中纬向垂纱的连续贯穿织入,由此达到了在三维多层仿形机织物中增加第三维度的增强纤维分布的目的。
6.为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:一种三维多层仿形机织物实现纬向垂纱的装置包括电子提花机开口装置、含供纱装置的纬向引垂装置、双位置打纬装置、含供纱装置的多层引纬装置、与所述多层引纬装置配合的送经装置及牵引装置,其中,所述电子提花机开口装置,负责实现纬向垂纱要求的引垂梭口和拉垂梭口;所述纬向引垂装置,包含供纱装置,负责实现纬向垂纱引垂,且满足纬向垂纱的纱线长度l的超幅引垂;同时负责实现空引纬动作,即在所述电子提花机开口装置实施拉垂梭口时,不做引纬或引垂动作;所述双位置打纬装置,负责实现打纬筘与织口预留一个纱线(纬密)距离的预打纬动作,同时负责实现打纬筘运动到织口位置的正常打纬动作。
7.进一步的,所述纬向引垂装置为梭式引纬装置或无梭引纬装置。
8.进一步的,所述纬向引垂装置可与所述多层引纬装置共用或分设,即所述纬向引垂装置与所述多层引纬装置可以共用一台引纬装置,也可以分设两台引纬装置,并将其中一台改造成纬向引垂装置。
9.一种三维多层仿形机织物实现纬向垂纱的方法,包括以下步骤:步骤1、织机开口装置按照引垂纹版a开口,形成a梭口,即引垂梭口;步骤2、织机纬向引垂装置在a梭口中引入超幅纱线;所述超幅纱线是指所述织机纬向引垂装置的动程超过织物纬向幅宽;步骤3、织机开口装置平综,织口内的纱线发生转折,织口两侧同时供应纱线,适应纱线转折引起的织口内纱线长度增加,打纬装置执行打纬动作1,即预打纬;步骤4、织机开口装置按照拉垂纹版b开口,形成b梭口,即拉垂梭口;织口内的纱线在织物厚度方向继续拉伸,同时织口两侧同时供应纱线;步骤5、织机开口装置平综,打纬装置执行打纬动作2,即正常打纬;步骤6、若为梭式引垂,则当前梭纬向垂纱引垂完成;若为无梭引垂,则剪断纱线,当前梭纬向垂纱引垂完成;从而形成了连续贯穿织物层厚的纬向垂纱。
10.进一步的,所述织机纬向引垂装置为无梭引纬装置,所述无梭引纬装置为剑杆引纬装置,所述剑杆引纬装置为刚性剑杆装置,所述刚性剑杆装置和供纱装置分别设置在织机的右侧和左侧,或所述刚性剑杆装置和供纱装置分别设置在织机的左侧和右侧,所述刚性剑杆装置的剑杆从梭口中穿过,所述剑杆上的夹纱器夹持所述供纱装置上的纱线头后从梭口退回完成引垂。
11.进一步的,所述织机纬向引垂装置为梭式引纬装置,纱线事先缠绕在纡管上,所述纡管安装在所述梭式引纬装置的梭内;所述梭式引纬装置的动程为纬向垂纱的长度。
12.进一步的,所述织机开口装置为能够实现纬向垂纱要求的引垂梭口和拉垂梭口的电子提花机。
13.进一步的,所述纬向垂纱在织物织口内消耗的纱线长度表达式如下:式中,l为纬向垂纱在织物织口内消耗的纱线长度,即一梭纬向垂纱的纱线送出量,n为经纱根数,m1为上飞数,m2为下飞数,飞数即垂纱在织物表面越过的经纱根数,d为织物厚度,k为织物宽度;当m = m1 + m2时,所述纬向垂纱在织物织口内消耗的纱线表达式有:式中,l为纬向垂纱在织物织口内消耗的纱线长度,即一梭纬向垂纱的纱线送出量,n为经纱根数,m为总飞数,即上飞数与下飞数之和,d为织物厚度,k为织物宽度。
14.进一步的,所述打纬装置有预打纬和正常打纬二种打纬动作,所述预打纬表示打纬筘与织口预留一个纱线(纬密)的距离,所述正常打纬表示打纬筘运动到织口位置。
15.进一步的,在读取纹版指令后,若不为引垂纹版,则多层引纬装置执行引纬动作,然后织机开口装置平综,打纬装置执行正常打纬动作。
16.与现有技术相比,本发明的有益效果是:本发明通过对开口技术、引纬技术、打纬技术的多方面的改进,实现了在三维多层
仿形机织物中纬向垂纱的连续贯穿织入,由此达到了在三维多层仿形机织物中增加第三维度的增强纤维分布的目的,同时实现了对多层织物厚度方向的纤维收紧压缩,提高了三维机织物的紧密度,提高了三维机织物的仿形精度和预制体的纤维体积含量。
17.由于本发明的技术方案中引垂装置可与织机引纬装置共用,大大降低了引垂装置的成本,只需对织机引纬装置作相应功能改进即可。相比经向垂纱的技术方案,纬向垂纱的技术方案有成本更低,更灵活,可设计性更强的优点。
18.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,下面以本发明的较佳实施例,并结合附图进行详细说明。本发明的具体实施方式由以下实施例及其附图详细给出。
附图说明
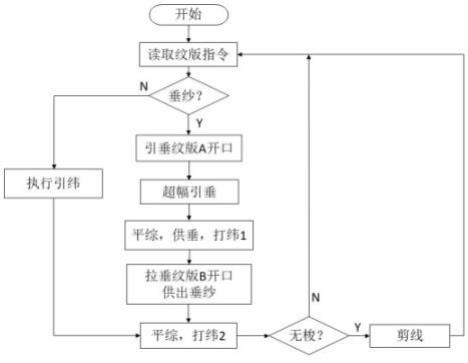
19.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明实施纬向垂纱的流程图;图2为本发明在实施纬向垂纱过程中形成的引垂梭口并引垂的示意图;图3为本发明在实施纬向垂纱过程中第一次平综打纬的示意图;图4为本发明在实施纬向垂纱过程中形成的拉垂梭口的示意图;图5为本发明在实施纬向垂纱过程中第二次平综打纬的示意图。
具体实施方式
20.下面将参考附图并结合实施例,来详细说明本发明。
21.一种三维多层仿形机织物实现纬向垂纱的装置,包括电子提花机开口装置、含供纱装置的纬向引垂装置、双位置打纬装置、含供纱装置的多层引纬装置、与所述多层引纬装置配合的送经装置及牵引装置,其中,所述电子提花机开口装置,可以实现纬向垂纱要求的引垂梭口和拉垂梭口;所述纬向引垂装置,包含供纱装置,可以实现纬向垂纱引垂,且满足纬向垂纱的纱线长度l的超幅引垂;同时可以实现空引纬动作,即在所述电子提花机开口装置实施拉垂梭口时,不做引纬或引垂动作;优选的,所述纬向引垂装置为梭式引纬装置或无梭引纬装置;所述双位置打纬装置,可以实现打纬筘与织口预留一个纱线(纬密)距离的预打纬动作,同时可以实现打纬筘运动到织口位置的正常打纬动作;由于纬向垂纱实际就是从纬纱“变”出来的,因此所述纬向引垂装置可与所述多层引纬装置共用或分设,即所述纬向引垂装置与所述多层引纬装置可以共用一台引纬装置,也可以分设两台引纬装置,并将其中一台改造成纬向引垂装置,这样达到低成本、易实现的目的,因为每台织机都有引纬装置。
22.参见图1所示,一种三维多层仿形机织物实现纬向垂纱的方法,包括以下步骤:步骤1、织机开口装置按照引垂纹版a开口,形成a梭口,即引垂梭口;步骤2、织机纬向引垂装置在a梭口中引入超幅纱线,纱线长度为l;所述纬向垂纱在织物织口内消耗的纱线长度表达式如下:
式中,l为纬向垂纱在织物织口内消耗的纱线长度,即一梭纬向垂纱的纱线送出量,n为经纱根数,m1为上飞数,m2为下飞数,飞数即垂纱在织物表面越过的经纱根数,d为织物厚度,k为织物宽度;当m = m1 + m2时,所述纬向垂纱在织物织口内消耗的纱线表达式有:式中,l为纬向垂纱在织物织口内消耗的纱线长度,即一梭纬向垂纱的纱线送出量,n为经纱根数,m为总飞数,即上飞数与下飞数之和,d为织物厚度,k为织物宽度;步骤3、织机开口装置平综,织口内的纱线发生转折,织口两侧同时供应纱线,适应纱线转折引起的织口内纱线长度增加,打纬装置执行打纬动作1,即预打纬;步骤4、织机开口装置按照拉垂纹版b开口,形成b梭口,即拉垂梭口;织口内的纱线在织物厚度方向继续拉伸,同时织口两侧同时供应纱线;步骤5、织机开口装置平综,打纬装置执行打纬动作2,即正常打纬;步骤6、若为梭式引垂,则当前梭纬向垂纱引垂完成;若为无梭引垂,则剪断纱线,当前梭纬向垂纱引垂完成;从而形成了连续贯穿织物层厚的纬向垂纱。
23.进一步的,在读取纹版指令后,若不为引垂纹版,则多层引纬装置执行引纬动作,然后织机开口装置平综,打纬装置执行正常打纬动作。
24.进一步的,所述超幅纱线是指所述织机纬向引垂装置的动程超过织物纬向幅宽。
25.超幅纱线是相对纬纱提出的,因为纬纱总是等幅的,其长度为k,而垂纱长度要多出表达式中与层厚d有关的一块,所以只有超幅引垂,才能形成可供应垂纱弯折拉伸所需的垂纱长度。由于引垂与引纬是可以共用一台引纬装置的,在此,超幅与等幅就是垂纱/纬纱的重要区别。这都是针对引纬或引垂中的“一梭”而言,也与引垂装置的一次动作行程完全对应,行程决定了纬纱/垂纱长度。
26.进一步的,所述织机纬向引垂装置为无梭引纬装置,所述无梭引纬装置为剑杆引纬装置,所述剑杆引纬装置为刚性剑杆装置,所述刚性剑杆装置和供纱装置分别设置在织机的右侧和左侧,或所述刚性剑杆装置和供纱装置分别设置在织机的左侧和右侧,所述刚性剑杆装置的剑杆从梭口中穿过,所述剑杆上的夹纱器夹持所述供纱装置上的纱线头后从梭口退回完成引垂。
27.进一步的,所述织机纬向引垂装置可以为梭式引纬装置,纱线事先缠绕在纡管上,所述纡管安装在所述梭式引纬装置的梭内;所述梭式引纬装置的动程为纬向垂纱的长度。
28.进一步的,所述织机开口装置为能够实现纬向垂纱要求的引垂梭口和拉垂梭口的电子提花机。
29.进一步的,所述打纬装置有预打纬和正常打纬二种打纬动作,所述预打纬表示打纬筘与织口预留一个纱线(纬密)的距离,所述正常打纬表示打纬筘运动到织口位置。
30.参见图2所示,图2表示进行步骤1和2时形成引垂梭口(a梭口)并引垂的示意图。从图2中可以看出,第一经纱组1下移,第二经纱组上移,形成中间的梭口,这个梭口就是引垂梭口(a梭口),垂纱2从引垂梭口(a梭口)中直线穿过,实际是从下移的第一经纱组1的上表面及上移的第二经纱组3的下表面穿过。
31.参见图3所示,图3表示进行步骤3时第一次平综打纬的示意图。图3中可以看出,在经纱张力作用下,经纱回归平综位,原来在引垂梭口(a梭口)中下移的第一经纱组1上移,原
来在引垂梭口(a梭口)上移的第二经纱组3下移,使得垂纱2弯曲,但是由于纱线阻力,经纱不能完全回复到位。此时在引垂梭口(a梭口)内的垂纱长度,因为在层间弯曲的缘故,明显大于织物幅宽,因此需要超幅引垂,保证垂纱供应。
32.参见图4所示,图4表示进行步骤4时形成拉垂梭口(b梭口)的示意图。从图4中可以看出,通过提花开口的拉力,强迫上移的第一经纱组1和下移的第二经纱组3就位,克服垂纱弯曲形成的摩擦阻力,形成图示情形,图中第一经纱组1的位置略高于第二经纱组3的位置。此时垂纱2在接近织口位置的预打纬位置,此位置的经纱开口位移量是比较小的,但是比正常打纬位置的织口位置的位移量大。
33.参见图5所示,图5表示进行步骤5时第二次平综打纬的示意图。从图5中可以看出,各经纱组都已经回复原位,图中第一经纱组1的位置与第二经纱组3的位置齐平。其中第一经纱组1,在引垂梭口(a梭口)时下行(图2),在拉垂梭口(b梭口)时上行(图4),在平综时回复原位(图5);第二经纱组3,在引垂梭口(a梭口)时上行(图2),在拉垂梭口(b梭口)时下行(图4),在平综时回复原位(图5);垂纱2,成为贯穿层厚的垂直于经纬平面的第三维纱线。并且从图5中可以看到,垂纱的上飞m1=3,下飞m2=3。
34.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1