一种环形编织物与泡沫芯轴共固化的经编机梳栉制造方法
一种环形编织物与泡沫芯轴共固化的经编机梳栉制造方法
【技术领域】
1.本发明涉及一种采用复合材料制造经编机梳栉的方法,具体涉及一种环形编织物与泡沫芯轴共固化的经编机梳栉制造方法,属于复合材料编织织物应用技术领域。
背景技术:
2.将一组或几组平行排列的纱线于经向喂入机器的所有工作针上,同时成圈而形成针织物,这种方法称为经编,完成经编的机器称为经编机。梳栉横移机构是经编机上的重要部件,梳栉在成圈过程中按织物组织要求横移,将经纱垫于针上,从而织成具有组织结构的针织物。因此梳栉的运动速率在很大程度上会影响经编机的生产效率。
3.国产装备的运转速度依然和国际先进水平之间存在较大的差距,其经编机关键运动部件仍然使用金属合金材质,能否有效实现机件的轻量化是制约国产高速经编机发展的重要问题:(1)金属机件在织机门幅较大的情况下会由于自重而造成运动惯量增加,不利于提高车速;(2)金属机件由于刚度不足、挠度过大而造成宽度方向上机构精度下降;(3)金属机件的抗振性能较差,易受其他振动源的干扰而发生机构偏差;(4)高速运转工况下,金属机件往往因为局部发热造成刚度下降和精度偏差,影响经编织物的品质。基于以上原因,开展用于国产高速经编机机件的轻量化研发,对于提高设备运行精度、提高稳定性、降低能耗具有重要现实意义。
4.因此,为解决上述技术问题,确有必要提供一种创新的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法,以克服现有技术中的所述缺陷。
技术实现要素:
5.本发明的目的在于提供一种环形编织物与泡沫芯轴共固化的经编机梳栉制造方法,其通过在泡沫芯轴外包覆碳纤维编织复合材料,使制得的梳栉具有轻量化、运动发热少且耐疲劳等诸多优点。
6.为实现上述目的,本发明采取的技术方案为:环形编织物与泡沫芯轴共固化的经编机梳栉制造方法,其包括编织阶段和固化阶段;其中,所述编织阶段包括如下工艺步骤:
[0007]1‑
1),测量出泡沫芯轴的周长,根据其周长将其等效为圆形,并得出该圆直径,根据该直径及编织角度,计算出芯轴的收敛区域长度l和抽取速度v;
[0008]1‑
2),将计算结果编译为程序语言,并输入环形编织机的控制单元;
[0009]1‑
3),将泡沫芯轴安装于机械手上,启动程序进行编织,形成编织物;
[0010]
所述固化阶段包括如下工艺步骤:
[0011]2‑
1),用打孔器在脱模布上打孔,之后将脱模布裹在编织物上,再将导流网裹在其外侧;
[0012]2‑
2),将裹好导流网的编织物置于真空包中,所述真空包两侧置有导管;
[0013]2‑
3),用天平称取环氧树脂与固化剂置入烧杯i中,搅拌均匀至液体透明,之后将烧杯i放入真空罐中抽取气泡;抽取气泡完成后将烧杯i从真空罐中取出;
[0014]2‑
4),真空包一端导管接入盛有树脂与固化剂共混溶液的烧杯i,另一端导管接入空烧杯ii中,空烧杯ii置于真空罐中;
[0015]2‑
5),开启真空泵,共混溶液由烧杯流入真空包中,待溶液完全浸渍织物,将真空包两端导管扎紧,关闭真空泵;
[0016]2‑
6),将浸渍得到的管子置于烘箱中进行烘烤;烘烤后取出并拆除真空包、导流网、脱模布,即可得到最终成品。
[0017]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法进一步为:所述步骤1
‑
1)中,编织角度α具体为45
°
,根据编织角度及等效圆直径计算出芯轴的收敛区域长度和抽取速度,计算公式如下:
[0018][0019]
其中,ω是锭子转动的角速度,r是芯轴的半径,v是芯轴抽取机构的抽取速度。
[0020]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法进一步为:所述步骤1
‑
3)中采用的编织材料为日本东丽公司的t700sc
‑
12k碳纤维。
[0021]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法进一步为:所述编织阶段采用具有36个锭子和携纱器的环形编织机,36个锭子分成两组,正向纱锭和反向纱锭,携带编织材料分别以角速度ω沿着逆时针方向和顺时针方向转动,呈现8字型的运动轨迹,使得正反编织材料形成交织状态;将泡沫芯轴安装于机械手上,在锭子的旋转过程中,芯轴抽取机构同时以速度v向外抽取,在导向环的辅助作用下,正反两组编织材料交织到芯轴表面,形成编织物。
[0022]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法进一步为:所述步骤2
‑
3)中,按100:32的比例称取环氧树脂与固化剂;所述环氧树脂具体采用xson有限公司的epolam 2040;所述固化剂具体采用axson有限公司的epolam 2042。
[0023]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法进一步为:所述步骤2
‑
3)中,抽取气泡时间约为15
‑
20分钟。
[0024]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法进一步为:所述步骤2
‑
6)中,烘箱中设定温度为25℃,静置24h,之后再将温度升高至70℃,烘烤16h。
[0025]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法还为:所述真空罐为密封状态,其只在顶部留有两个小孔,用于连接两根导管,其中一孔连接一根导管接入真空泵,另一孔在给共混溶液抽气泡时被堵住,在真空灌注时接入真空包一端的导管。
[0026]
与现有技术相比,本发明具有如下有益效果:
[0027]
1.本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法采用了碳纤维复合材料、泡沫芯轴这种质轻的高性能材料,其与金属相比,降低了质量,其重量仅为同体积铝合金制梳栉的14.07%,为同体积钢制梳栉的5.06%;还具有导热系数低,运动发热少,耐疲劳,使用寿命长等优势。
[0028]
2.本发明制备了轻质、高强、耐热的碳纤维复合材料机件,使得设备运行精度、运行速度、运行稳定性大大提高,实现了降低用于设备运行的能源消耗,碳纤维复合材料具有金属无法比拟的温度稳定性,实现了大幅降低用于设备降温的能源消耗。
[0029]
3.本发明制备的梳栉运动发热少,梳栉中的碳纤维、环氧树脂、pmi的导热系数分
别仅为铝合金制梳栉的7.2%,0.15%~0.54%,0.026%,为钢制梳栉的55%,1.18%~4.12%,0.2%。
[0030]
4.本发明采用2.5d环形编织方法,具有结构整体性强、沿编织方向截面可连续变化、复杂结构一次成型等特点,具有耐冲击、抗分层、抗蠕变等优异性能;2.5d环形编织方法实现了既能提高复合材料机件内外结构的整体性,又能尽可能减少后续切削加工分层损伤的发生。
[0031]
5.本发明制备的梳栉耐疲劳,碳纤维复合材料疲劳失效周期可达905632~1500000次,是铝合金制梳栉的1.16~1.92倍,是钢制梳栉的1.8~3倍。
【附图说明】
[0032]
图1是本发明的编织阶段的过程示意图。
[0033]
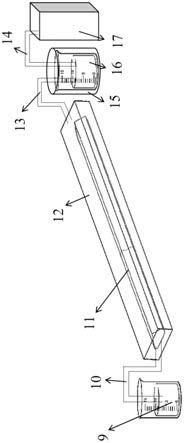
图2是本发明的固化阶段的过程示意图。
[0034]
图3是本发明的步骤2
‑
1)裹好导流网的编织物的示意图。
【具体实施方式】
[0035]
请参阅说明书附图1至附图3所示,本发明为一种环形编织物与泡沫芯轴共固化的经编机梳栉制造方法,该方法需要采用的设备有环形编织机4、机械手、打孔器、真空罐15、真空泵17、天平、烘箱;采用材料有碳纤维束、泡沫芯轴5、环氧树脂、固化剂、真空包12、导流网8、脱模布7、导管10、13、14以及烧杯i9、烧杯ii16。
[0036]
本发明的环形编织物与泡沫芯轴共固化的经编机梳栉制造方法分为两个阶段,一是编织阶段,二是固化阶段。
[0037]
其中,所述编织阶段包括如下工艺步骤:
[0038]1‑
1),测量出泡沫芯轴5的周长,根据其周长将其等效为圆形,并得出该圆直径,根据该直径及编织角度,计算出芯轴的收敛区域长度l和抽取速度v.
[0039]
在本实施方式中,所述泡沫芯轴5的形状和梳栉的形状对应。所述编织角度α具体为45
°
,45
°
的编织结构更加稳定,综合性能较好。根据编织角度及等效圆直径计算出芯轴的收敛区域长度和抽取速度,计算公式如下:
[0040][0041]
其中,ω是锭子转动的角速度,r是芯轴的半径,v是芯轴抽取机构的抽取速度。
[0042]1‑
2),将计算结果编译为程序语言,并输入环形编织机的控制单元。
[0043]1‑
3),将泡沫芯轴安装于机械手上,启动程序进行编织,形成编织物。
[0044]
具体的说,编织阶段采用具有36个锭子和携纱器的2.5d环形编织机4,36个锭子分成两组,正向纱锭1和反向纱锭2,携带编织材料分别以角速度ω沿着逆时针方向和顺时针方向转动,呈现8字型的运动轨迹,使得正反编织材料形成交织状态;将泡沫芯轴5安装于机械手上,在锭子的旋转过程中,芯轴抽取机构同时以速度v向外抽取,在导向环3的辅助作用下,正反两组编织材料可以更好更快的交织到芯轴5表面,形成编织物。采用的编织材料为日本东丽公司的t700sc
‑
12k碳纤维。
[0045]
所述固化阶段包括如下工艺步骤:
[0046]2‑
1),用打孔器在脱模布7上打孔,之后将脱模布7裹在编织物6上,脱模布7能够使固化完成后的产品成功脱模的同时,也能使树脂流入并浸渍编织物6。再将导流网8裹在其外侧,而在脱模布7外侧裹上导流网8,能够使树脂在真空包12内顺利流动。
[0047]2‑
2),将裹好导流网8的编织物6置于真空包12中,所述真空包12两侧置有导管10、13。
[0048]2‑
3),用天平称取环氧树脂与固化剂置入烧杯ii9中,搅拌均匀至液体透明,之后将烧杯9放入真空罐15中抽取气泡,抽取气泡完成后将烧杯9从真空罐15中取出。
[0049]
具体的说,所述环氧树脂与固化剂按100:32的比例称取。所述环氧树脂具体采用xson有限公司的epolam 2040;所述固化剂具体采用axson有限公司的epolam 2042。所述抽取气泡时间约为15
‑
20分钟。
[0050]
进一步的,所述真空罐15为密封状态,其只在顶部留有两个小孔,用于连接两根导管13、14,其中一孔连接一根导管14接入真空泵17,另一孔在给共混溶液抽气泡时被堵住,在真空灌注时接入真空包12一端的导管13。
[0051]
所述真空灌15在抽气完成后不能立即关闭真空泵17,需要先将两端导管13、14扎紧,再关闭真空泵17,防止气体进入。
[0052]2‑
4),真空包12一端导管10接入盛有树脂与固化剂共混溶液的烧杯i9,另一端导管13接入空烧杯ii16中,空烧杯ii16置于真空罐15中;
[0053]2‑
5),开启真空泵17,共混溶液由烧杯i9流入真空包12中,待溶液完全浸渍织物,将真空包12两端导管10、13扎紧,关闭真空泵17。
[0054]2‑
6),将浸渍得到的管子置于烘箱中进行烘烤;其中,烘箱中设定温度为25℃,静置24h,之后再将温度升高至70℃,烘烤16h。烘烤后取出并拆除真空包12、导流网8、脱模布7,即可得到最终成品。
[0055]
以上的具体实施方式仅为本创作的较佳实施例,并不用以限制本创作,凡在本创作的精神及原则之内所做的任何修改、等同替换、改进等,均应包含在本创作的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1