一种生产耐高温纤维布生产编织方法与流程
1.本发明涉及纤维布生产技术领域,尤其涉及一种生产耐高温纤维布生产编织方法。
背景技术:
2.纤维布,又称碳素纤维布、碳纤维布、碳布、碳纤维带等,在国际上被誉为“黑色黄金”,它是继石器和钢铁等金属后,被国际上称为“第三代材料”,因为用碳纤维制成的复合材料具有极高的强度,且超轻、耐高温高压,随着世界范围内碳纤维产品用量的增长,碳纤维逐渐成为国民经济和国防建设不可或缺的战略性新材料,是未来争夺国际竞争优势的基础性材料,但是目前现有的纤维布仍存在碳丝张力不够、碳丝间隙不一样产生空鼓现象等问题。
3.因此,我们提出了一种生产耐高温纤维布生产编织方法用于解决上述问题。
技术实现要素:
4.本发明的目的是为了解决目前现有的纤维布仍存在碳丝张力不够、碳丝间隙不一样产生空鼓现象等问题,而提出的一种生产耐高温纤维布生产编织方法。
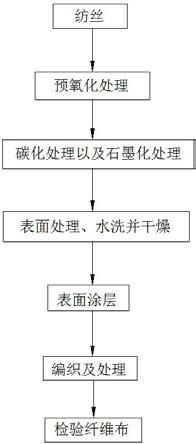
5.为了实现上述目的,本发明采用了如下技术方案:一种生产耐高温纤维布生产编织方法,包括以下步骤:s1:纺丝:采用聚丙烯腈和水溶剂混合,通过湿法纺丝制得pan原丝;s2:预氧化处理:将制得的pan原丝通入空气进行预氧化处理;s3:碳化处理以及石墨化处理:将处理后的纤维丝通过碳化处理转化为具有乱层结构碳纤维的碳丝,并通过石墨化处理;s4:表面处理、水洗并干燥:用脉冲通电的方法对碳丝进行表面处理,清洗碳丝表面杂质,并将碳丝进行干燥;s5:表面涂层:将碳丝表面进行上浆,并在碳丝表面进行涂层,增强碳丝性能;s6:编织及处理:使用织机将碳丝采用经向针织技术编织成纤维布,并将纤维布进行处理;s7:检验纤维布:通过专业人员对编织的纤维布进行性能测试;优选的,所述s1中,将聚丙烯腈混合水溶剂制得15%的纺丝液,通过湿法纺丝工艺制得pan原丝,并通过卧式干燥炉将pan原丝进行完全干燥,其中所述水溶剂为硝酸溶液;优选的,所述s2中,将制得的pan原丝先放在200
‑
220℃及张力状态条件下通入空气氧化10
‑
30min,然后在220
‑
330℃及张力状态条件下继续通入空气氧化30
‑
100min,且氧化过程产生的废气需进行净化处理再排放;优选的,所述s3中,碳化过程需在纯氮气流保护下进行,且碳化过程分为低温碳化和高温碳化两个过程,其中低温碳化过程在300
‑
1000℃进行,高温碳化过程在1000
‑
1800℃进行并最终形成具有乱层结构碳纤维的碳丝,石墨化处理时采用碳管炉间歇生产,间歇期
间用电流通过碳丝,利用碳丝自身的导电性能产生热量进行连续处理,石墨化过程是在氩气气流保护下进行,并在2000
‑
3000℃温度下牵伸石墨化;优选的,所述s4中,使用阳极电极氧化法,用脉冲通电的方法进行表面处理,使得碳丝中碳纤维表面发生刻蚀和产生含氧官能团,其中脉冲通电时通入10v电压,形成25a的电流,再用碳酸氢铵中性电解质对碳丝进行表面处理,水洗过程采用浸渍法将碳纤维表面的电解液和杂质清洗掉,且水洗时水温设定在45
‑
60℃,水洗后将碳丝放置在100℃以上环境中进行干燥;优选的,所述s5中,上浆过程采用浸渍的方法,使每根碳丝上面附着一层浆剂,再对纤维外表面通过槽轮涂覆浸润剂并进行干燥,干燥后在外表面刷涂一层耐温涂料后并进行干燥,其中耐温涂料由硼硅酸盐玻璃、树脂、铝粉组成,且硼硅酸盐玻璃:树脂:铝粉体积比为2:2:3;优选的,所述s6中,将干燥后的碳丝用织机进行编织,且编织时采用经向针织技术编织成纤维布,用环氧树脂浸润纤维布并用固化剂使环氧树脂固化,固化使用盘式精磨机将纤维布表面进行全面打磨,有尖锐棱角的需要打磨成圆角,且最小内径为20mm,纤维布上出现裂缝宽度大于5mm时采用高强水泥沙灌注,纤维布上出现裂缝宽度大于0.1mm、小于5mm时采用专用化学裂缝灌注胶灌注裂缝,且灌注时要低压慢注射,灌注后需对灌注处进行打磨修饰平坦,纤维布上出现裂缝宽度小于0.1mm时采用封缝胶进行表面封闭,打磨后在纤维布任意一面外表面增涂一层热熔胶,并使用高温气流使纤维布进行快速干燥,其中高温气流温度保持在120
‑
250℃,且以12s为一次干燥周期;优选的,所述s7中,由专业人员对编织的纤维布进行检验测试,采用揉捏检验柔韧性,采用火烧检验耐火性且火烧后纤维布未卷曲,其中火烧温度需在200℃以上且火烧时间不低于1min,同时专业人员需通过观察纤维布表面光滑程度对织机参数进行调整,直至织机织出的纤维布表面平滑、有光泽,并记录织机参数。
6.与现有技术相比,本发明的有益效果是:1、在2000
‑
3000℃温度下牵伸碳丝石墨化,使得碳丝具有极强的张力;2、使用织机将碳丝采用经向针织技术编织成纤维布,用机器进行编织,使得编织的形成的纤维布碳丝间隙相同,使编织的纤维布紧密,不产生空鼓现象。
7.本发明的目的是通过高温下牵伸碳丝石墨化,使得碳丝具有极强的张力,并使用织机将碳丝采用经向针织技术编织成纤维布,用机器进行编织,使得编织的形成的纤维布碳丝间隙相同,使编织的纤维布紧密,不产生空鼓现象。
附图说明
8.图1为本发明提出的一种生产耐高温纤维布生产编织方法的流程图。
具体实施方式
9.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
10.实施例一参照图1,一种生产耐高温纤维布生产编织方法,包括以下步骤:
s1:纺丝:将聚丙烯腈混合水溶剂制得15%的纺丝液,通过湿法纺丝工艺制得pan原丝,并通过卧式干燥炉将pan原丝进行完全干燥,其中所述水溶剂为硝酸溶液;s2:预氧化处理:将制得的pan原丝先放在200℃及张力状态条件下通入空气氧化30min,然后在330℃及张力状态条件下继续通入空气氧化100min,且氧化过程产生的废气需进行净化处理再排放;s3:碳化处理以及石墨化处理:将处理后的纤维丝通过碳化处理转化为具有乱层结构碳纤维的碳丝,并通过石墨化处理,碳化过程需在纯氮气流保护下进行,且碳化过程分为低温碳化和高温碳化两个过程,其中低温碳化过程在500℃进行,高温碳化过程在1400℃进行并最终形成具有乱层结构碳纤维的碳丝,石墨化处理时采用碳管炉间歇生产,间歇期间用电流通过碳丝,利用碳丝自身的导电性能产生热量进行连续处理,石墨化过程是在氩气气流保护下进行,并在2000℃温度下牵伸石墨化;s4:表面涂层:将碳丝表面进行上浆,并在碳丝表面进行涂层,增强碳丝性能,上浆过程采用浸渍的方法,使每根碳丝上面附着一层浆剂,再对纤维外表面通过槽轮涂覆浸润剂并进行干燥,干燥后在外表面刷涂一层耐温涂料后并进行干燥,其中耐温涂料由硼硅酸盐玻璃、树脂、铝粉组成,且硼硅酸盐玻璃:树脂:铝粉体积比为2:2:3;s5:编织及处理:将干燥后的碳丝用织机进行编织,且编织时采用经向针织技术编织成纤维布,用环氧树脂浸润纤维布并用固化剂使环氧树脂固化,固化使用盘式精磨机将纤维布表面进行全面打磨,有尖锐棱角的需要打磨成圆角,且最小内径为20mm,纤维布上出现裂缝宽度大于5mm时采用高强水泥沙灌注,纤维布上出现裂缝宽度大于0.1mm、小于5mm时采用专用化学裂缝灌注胶灌注裂缝,且灌注时要低压慢注射,灌注后需对灌注处进行打磨修饰平坦,纤维布上出现裂缝宽度小于0.1mm时采用封缝胶进行表面封闭,打磨后在纤维布任意一面外表面增涂一层热熔胶,并使用高温气流使纤维布进行快速干燥,其中高温气流温度保持在120℃,且以12s为一次干燥周期;s6:检验纤维布:由专业人员对编织的纤维布进行检验测试,采用揉捏检验柔韧性,采用火烧检验耐火性且火烧后纤维布未卷曲,其中火烧温度需在200℃以上且火烧时间不低于1min,同时专业人员需通过观察纤维布表面光滑程度对织机参数进行调整,直至织机织出的纤维布表面平滑、有光泽,并记录织机参数。
11.实施例二参照图1,一种生产耐高温纤维布生产编织方法,包括以下步骤:s1:纺丝:将聚丙烯腈混合水溶剂制得15%的纺丝液,通过湿法纺丝工艺制得pan原丝,并通过卧式干燥炉将pan原丝进行完全干燥,其中所述水溶剂为硝酸溶液;s2:预氧化处理:将制得的pan原丝先放在220℃及张力状态条件下通入空气氧化10min,然后在220℃及张力状态条件下继续通入空气氧化100min,且氧化过程产生的废气需进行净化处理再排放;s3:碳化处理以及石墨化处理:将处理后的纤维丝通过碳化处理转化为具有乱层结构碳纤维的碳丝,并通过石墨化处理,碳化过程需在纯氮气流保护下进行,且碳化过程分为低温碳化和高温碳化两个过程,其中低温碳化过程在300℃进行,高温碳化过程在1800℃进行并最终形成具有乱层结构碳纤维的碳丝,石墨化处理时采用碳管炉间歇生产,间歇期间用电流通过碳丝,利用碳丝自身的导电性能产生热量进行连续处理,石墨化过程是在氩
气气流保护下进行,并在2000℃温度下牵伸石墨化;s4:表面处理、水洗并干燥:用脉冲通电的方法对碳丝进行表面处理,清洗碳丝表面杂质,并将碳丝进行干燥,其中使用阳极电极氧化法,用脉冲通电的方法进行表面处理,使得碳丝中碳纤维表面发生刻蚀和产生含氧官能团,其中脉冲通电时通入10v电压,形成25a的电流,再用碳酸氢铵中性电解质对碳丝进行表面处理,水洗过程采用浸渍法将碳纤维表面的电解液和杂质清洗掉,且水洗时水温设定在60℃,水洗后将碳丝放置在110℃环境中进行干燥;s5:表面涂层:将碳丝表面进行上浆,并在碳丝表面进行涂层,增强碳丝性能,上浆过程采用浸渍的方法,使每根碳丝上面附着一层浆剂,再对纤维外表面通过槽轮涂覆浸润剂并进行干燥,干燥后在外表面刷涂一层耐温涂料后并进行干燥,其中耐温涂料由硼硅酸盐玻璃、树脂、铝粉组成,且硼硅酸盐玻璃:树脂:铝粉体积比为2:2:3;s6:编织及处理:将干燥后的碳丝用织机进行编织,且编织时采用经向针织技术编织成纤维布,用环氧树脂浸润纤维布并用固化剂使环氧树脂固化;s7:检验纤维布:由专业人员对编织的纤维布进行检验测试,采用揉捏检验柔韧性,采用火烧检验耐火性且火烧后纤维布未卷曲,其中火烧温度需在200℃以上且火烧时间不低于1min,同时专业人员需通过观察纤维布表面光滑程度对织机参数进行调整,直至织机织出的纤维布表面平滑、有光泽,并记录织机参数。
12.实施例三参照图1,一种生产耐高温纤维布生产编织方法,包括以下步骤:s1:纺丝:将聚丙烯腈混合水溶剂制得15%的纺丝液,通过湿法纺丝工艺制得pan原丝,并通过卧式干燥炉将pan原丝进行完全干燥,其中所述水溶剂为硝酸溶液;s2:预氧化处理:将制得的pan原丝先放在210℃及张力状态条件下通入空气氧化30min,然后在330℃及张力状态条件下继续通入空气氧化80min,且氧化过程产生的废气需进行净化处理再排放;s3:碳化处理以及石墨化处理:将处理后的纤维丝通过碳化处理转化为具有乱层结构碳纤维的碳丝,并通过石墨化处理,碳化过程需在纯氮气流保护下进行,且碳化过程分为低温碳化和高温碳化两个过程,其中低温碳化过程在800℃进行,高温碳化过程在1600℃进行并最终形成具有乱层结构碳纤维的碳丝,石墨化处理时采用碳管炉间歇生产,间歇期间用电流通过碳丝,利用碳丝自身的导电性能产生热量进行连续处理,石墨化过程是在氩气气流保护下进行,并在3000℃温度下牵伸石墨化;s4:表面处理、水洗并干燥:用脉冲通电的方法对碳丝进行表面处理,清洗碳丝表面杂质,并将碳丝进行干燥,其中使用阳极电极氧化法,用脉冲通电的方法进行表面处理,使得碳丝中碳纤维表面发生刻蚀和产生含氧官能团,其中脉冲通电时通入10v电压,形成25a的电流,再用碳酸氢铵中性电解质对碳丝进行表面处理,水洗过程采用浸渍法将碳纤维表面的电解液和杂质清洗掉,且水洗时水温设定在50℃,水洗后将碳丝放置在100℃环境中进行干燥;s5:表面涂层:将碳丝表面进行上浆,并在碳丝表面进行涂层,增强碳丝性能,上浆过程采用浸渍的方法,使每根碳丝上面附着一层浆剂,再对纤维外表面通过槽轮涂覆浸润剂并进行干燥,干燥后在外表面刷涂一层耐温涂料后并进行干燥,其中耐温涂料由硼硅酸
盐玻璃、树脂、铝粉组成,且硼硅酸盐玻璃:树脂:铝粉体积比为2:2:3;s6:编织及处理:将干燥后的碳丝用织机进行编织,且编织时采用经向针织技术编织成纤维布,用环氧树脂浸润纤维布并用固化剂使环氧树脂固化,固化使用盘式精磨机将纤维布表面进行全面打磨,有尖锐棱角的需要打磨成圆角,且最小内径为20mm,纤维布上出现裂缝宽度大于5mm时采用高强水泥沙灌注,纤维布上出现裂缝宽度大于0.1mm、小于5mm时采用专用化学裂缝灌注胶灌注裂缝,且灌注时要低压慢注射,灌注后需对灌注处进行打磨修饰平坦,纤维布上出现裂缝宽度小于0.1mm时采用封缝胶进行表面封闭,打磨后在纤维布任意一面外表面增涂一层热熔胶,并使用高温气流使纤维布进行快速干燥,其中高温气流温度保持在200℃,且以12s为一次干燥周期;s7:检验纤维布:由专业人员对编织的纤维布进行检验测试,采用揉捏检验柔韧性,采用火烧检验耐火性且火烧后纤维布未卷曲,其中火烧温度需在200℃以上且火烧时间不低于1min,同时专业人员需通过观察纤维布表面光滑程度对织机参数进行调整,直至织机织出的纤维布表面平滑、有光泽,并记录织机参数。
13.对实施例一、实施例二和实施例三中一种生产耐高温纤维布生产编织方法制得的纤维布进行测试,得出结果如下: 实施例一实施例二实施例三现有方法拉伸强度
ꢀꢀ
3700gpa 3500gpa
ꢀꢀ
4100gpa 3200gpa实施例一、实施例二和实施例三中一种生产耐高温纤维布生产编织方法制得的纤维布对比现有方法制得的纤维布的拉伸强度有了显著提高,且实施例三为最佳实施例。
14.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1