一种增加气密性的充气床网布成型工艺及其加工装置的制作方法
1.本发明涉及充气床网布技术领域,尤其涉及一种增加气密性的充气床网布成型工艺及其加工装置。
背景技术:
2.充气床利用空气无孔不入的特点,睡觉时使人体与睡床百分百吻合,人身体各部分均匀受力,从而克服了传统睡床因受力不均带来的血液循环障碍,充气床摆脱了传统家具笨重的缺陷,室内室外可以随意放置。
3.为了方便充气床的使用,提升充气床的耐腐蚀、耐酸碱能力,使得充气床表面更加轻柔和平整,可以在充气床外部添加网布,通过网布增强充气床的耐酸碱和耐腐蚀能力,提升充气床的使用寿命。
4.在现有技术中,充气床网布虽然可以很好的为充气床提供防护,但是充气床网布不具备很好的气密性,因此在加工制作过程中因为缺乏了增强充气床网布的气密性的工艺,导致充气床网布对充气床的防护能力变差。
5.因此,有必要提供一种增加气密性的充气床网布成型工艺及其加工装置解决上述技术问题。
技术实现要素:
6.本发明提供一种增加气密性的充气床网布成型工艺及其加工装置,解决了在加工制作过程中因为缺乏了增强充气床网布的气密性的工艺,导致充气床网布对充气床的防护能力变差的问题。
7.为解决上述技术问题,本发明提供的增加气密性的充气床网布成型工艺及其加工装置包括以下步骤:
8.s1、编织,在恒温恒湿的环境下采用经编织机进行编织,完成涤纶纤维丝的径向线材梳理、缠绕,编织机完成网格布的纬向线材与径向线材的编织形成网格布;
9.s2、拉丝,由铂金漏拉制成连续丝状,经拼、捻成纺织涤纶纤维,在拉丝过程中单丝涂覆高分子水溶环氧树脂和偶联剂;
10.s3、中间空穿拉丝,在经编加工成纱罗状后再次涂覆丁苯橡胶和纯丙乳液,用恒温恒速恒张力控制技术使其胶粘充分,再进行碱层涂覆。
11.优选的,在所述步骤s1中,轻编织机经纬密为16*20,1
‑
5梳采用250d,2
‑
4梳采用500d,3梳采用500d穿8空88,每边绒经采用双经加强。
12.优选的,在所述步骤s1中,编织形成的网格布还需要经过网格布涂胶机的涂胶、烘千、固化、定型、切边、收卷6个步骤。
13.优选的,在所述步骤s2中,边上拉丝采用5500d双径走直线,中间连续密穿共8根,条状宽约为1.5cm。
14.优选的,在所述步骤s3中,中间空穿拉丝88根,采用16针,空出间距约14cm,充气后
形成圆弧,使用气压控制在小于3psi。
15.一种增加气密性的充气床网布成型加工装置,还包括设置在经编织机上用于对涤纶纤维丝进行收放的收放装置,所述收放装置包括固定板,所述固定板内壁的一侧转动连接有正向螺杆,所述正向螺杆的一端固定连接有反向螺杆,所述反向螺杆的一端且位于所述固定板的外部固定连接有旋轴,所述正向螺杆和所述反向螺杆上均螺纹连接有螺纹套筒;
16.收放绕线筒,所述收放绕线筒设置于所述固定板的顶部;
17.旋转装置,所述旋转装置固定于所述螺纹套筒的顶部,所述旋转装置包括固定杆,所述固定杆的外表面固定连接有支撑板,所述支撑板的顶部设置有转动套板,所述转动套板的外表面转动连接有四个尺寸不一的转动轴。
18.优选的,所述固定杆固定于所述螺纹套筒的顶部,所述转动轴的一端位于所述收放绕线筒的内部。
19.优选的,所述支撑板的顶部固定连接有四个定位杆,所述转动套板的底部固定连接有四个和所述定位杆配合使用的定位孔。
20.优选的,所述固定杆的顶部固定连接有压紧装置,所述压紧装置包括固定块,所述固定块的底部固定连接有压力弹簧,所述压力弹簧的底部固定连接有压紧套圈。
21.优选的,所述固定块固定于所述固定杆的顶部,所述压力弹簧和所述压紧套圈均套设于所述固定杆的外表面。
22.与相关技术相比较,本发明提供的增加气密性的充气床网布成型工艺及其加工装置具有如下有益效果:
23.本发明提供一种增加气密性的充气床网布成型工艺及其加工装置,通过采用涤纶纤维进行编织,并且经过涂覆高分子水溶环氧树脂和偶联剂,并且在经编加工成纱罗状后再次涂覆丁苯橡胶和纯丙乳液,经过边绒经采用双经加强,以及边上拉丝采用5500d双径走直线,中间连续密穿共8根的工艺,使得制作出的充气床网布更加轻便柔韧,表面平整,具有很好的气密性。
附图说明
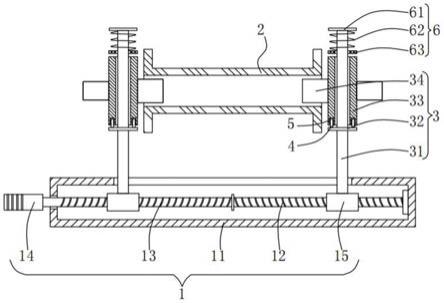
24.图1为本发明提供的增加气密性的充气床网布成型工艺及其加工装置一种较佳实施例的结构示意图;
25.图2为图1所示定位杆部分的结构示意图。
26.图中标号:
27.1、收放装置,11、固定板,12、正向螺杆,13、反向螺杆,14、旋轴,15、螺纹套筒,
28.2、收放绕线筒;
29.3、转动装置,31、固定杆,32、支撑板,33、转动套板,34、转动轴;
30.4、定位杆,5、定位孔;
31.6、压紧装置,61、固定块,62、压力弹簧,63、压紧套圈。
具体实施方式
32.下面结合附图和实施方式对本发明作进一步说明。
33.请结合参阅图1、图2,其中,图1为本发明提供的增加气密性的充气床网布成型工艺及其加工装置一种较佳实施例的结构示意图;图2为图1所示定位杆部分的结构示意图。增加气密性的充气床网布成型工艺及其加工装置包括以下步骤:
34.s1、编织,在恒温恒湿的环境下采用经编织机进行编织,完成涤纶纤维丝的径向线材梳理、缠绕,编织机完成网格布的纬向线材与径向线材的编织形成网格布;
35.s2、拉丝,由铂金漏拉制成连续丝状,经拼、捻成纺织涤纶纤维,在拉丝过程中单丝涂覆高分子水溶环氧树脂和偶联剂;
36.s3、中间空穿拉丝,在经编加工成纱罗状后再次涂覆丁苯橡胶和纯丙乳液,用恒温恒速恒张力控制技术使其胶粘充分,再进行碱层涂覆。
37.涤纶纤维的强度高、弹性高、良好的保形性,通过加入单丝涂覆高分子水溶环氧树脂和偶联剂,增强涤纶纤维网格布在后期处理时与耐碱聚合物的亲和性,通过涂覆碱性涂层,使得纤维自身表面形成锆、钛离子混合膜,阻止碱性物质侵蚀,随着时间的增长,锆的化学状态逐渐趋向稳定,也可以采用回收纱代替涤纶纤维使用,使得原材料的使用更加绿色环保。
38.丁苯胶料不易焦烧和过硫,硫化平坦性好,并且丁苯橡胶的耐磨性、耐热性、耐油性和耐老化性能等均比天然橡胶好,具有耐高温和耐磨的特性,可以使得涂覆的涤纶纤维具有优秀的耐热和耐老化能力。
39.当丁苯橡胶加工中分子量降到一定程度后不再降低,因而不易过炼,可塑度均匀,使得涂覆的涤纶纤维硫化胶硬度变化小,通过涂覆纯丙乳液提升涂覆后的涤纶纤维的耐酸碱性和抗污能力,使得涤纶纤维胶膜致密,坚韧、硬度高、抗水白化性极好,使得制作的充气床网布很高的光泽。
40.在所述步骤s1中,轻编织机经纬密为16*20,1
‑
5梳采用250d,2
‑
4梳采用500d,3梳采用500d穿8空88,每边绒经采用双经加强。
41.在所述步骤s1中,编织形成的网格布还需要经过网格布涂胶机的涂胶、烘千、固化、定型、切边、收卷6个步骤。
42.在所述步骤s2中,边上拉丝采用5500d双径走直线,中间连续密穿共8根,条状宽约为1.5cm。
43.在所述步骤s3中,中间空穿拉丝88根,采用16针,空出间距约14cm,充气后形成圆弧,使用气压控制在小于3psi。
44.与相关技术相比较,本发明提供的增加气密性的充气床网布成型工艺及其加工装置具有如下有益效果:
45.通过采用涤纶纤维进行编织,并且经过涂覆高分子水溶环氧树脂和偶联剂,并且在经编加工成纱罗状后再次涂覆丁苯橡胶和纯丙乳液,经过边绒经采用双经加强,以及边上拉丝采用5500d双径走直线,中间连续密穿共8根的工艺,使得制作出的充气床网布更加轻便柔韧,表面平整,具有很好的气密性。
46.一种增加气密性的充气床网布成型加工装置,还包括设置在经编织机上用于对涤纶纤维丝进行收放的收放装置1,所述收放装置1包括固定板11,所述固定板11内壁的一侧转动连接有正向螺杆12,所述正向螺杆12的一端固定连接有反向螺杆13,所述反向螺杆13的一端且位于所述固定板11的外部固定连接有旋轴14,所述正向螺杆12和所述反向螺杆13
上均螺纹连接有螺纹套筒15;
47.收放绕线筒2,所述收放绕线筒2设置于所述固定板11的顶部;
48.旋转装置3,所述旋转装置3固定于所述螺纹套筒15的顶部,所述旋转装置3包括固定杆31,所述固定杆31的外表面固定连接有支撑板32,所述支撑板32的顶部设置有转动套板33,所述转动套板33的外表面转动连接有四个尺寸不一的转动轴34。
49.固定板11是固定在经编织机上进行使用,正向螺杆12和反向螺杆13的尺寸一致,仅仅是螺纹方向相反,而正向螺杆12和反向螺杆13上的螺纹套筒15的尺寸一致,因此当转动旋轴14时,旋轴14会带动正向螺杆12和反向螺杆13同向转动,因为正向螺杆12和反向螺杆13同向转动时,位于正向螺杆12和反向螺杆13上的螺纹套筒15会向不同的方向移动。
50.所述固定杆31固定于所述螺纹套筒15的顶部,所述转动轴34的一端位于所述收放绕线筒2的内部。
51.通过转动轴34从收放绕线筒2的两侧为收放绕线筒2提供支撑。
52.所述支撑板32的顶部固定连接有四个定位杆4,所述转动套板33的底部固定连接有四个和所述定位杆4配合使用的定位孔5。
53.通过支撑板32为转动套板33进行支撑,当定位杆4位于定位孔5的内部时,转动套板33无法转动。
54.所述固定杆31的顶部固定连接有压紧装置6,所述压紧装置6包括固定块61,所述固定块61的底部固定连接有压力弹簧62,所述压力弹簧62的底部固定连接有压紧套圈63。
55.通过压力弹簧62下压压紧套圈63,使得压紧套圈63下压转动套板33。
56.所述固定块61固定于所述固定杆31的顶部,所述压力弹簧62和所述压紧套圈63均套设于所述固定杆31的外表面。
57.本发明提供的增加气密性的充气床网布成型工艺及其加工装置的工作原理如下:
58.通过将收放绕线筒2设置在两个旋转装置3之间,通过两侧的转动轴34从收放绕线筒2的两侧为收放绕线筒2提供支撑,同时方便收放绕线筒2的转动。
59.当顺时针转动旋轴14,旋轴14带动正向螺杆12和反向螺杆13顺时针转动,使得两个螺纹套筒15带动两个转动装置3向相互远离的方向移动,使得转动轴34脱离收放绕线筒2,此时即可将收放绕线筒2取下;
60.同理,当逆时针转动旋轴14时,旋轴14带动正向螺杆12和反向螺杆13逆时针转动,将收放绕线筒2放在两个转动装置3之间,此时两个螺纹套筒15会带动两个旋转装置3相互靠近,使得两个转动轴34伸入到收放绕线筒2的内部,使得收放绕线筒2可以自由转动。
61.当向上拉动转动套板33时,转动套板33向上挤压压紧套圈63并向上移动,当定位孔5和定位杆4分离时,此时即可转动转动套板33,将另一个转动轴34转动至靠近收放绕线筒2的方向,松开压转动套板33,压紧套圈63下压转动套板33,使得定位杆4相对的移动至定位孔5的内部,使得转动套板33不会再发生转动,通过不同尺寸的转动轴34为收放绕线筒2提供支撑。
62.与相关技术相比较,本发明提供的增加气密性的充气床网布成型工艺及其加工装置具有如下有益效果:
63.通过旋转旋轴14可以使得两个转动装置3相互远离或者靠近,便于取下或者定位收放绕线筒2,使得转动轴34从收放绕线筒2的两侧对收放绕线筒2进行定位,并且通过转动
轴34和转动套板33之间的转动连接,使得收放绕线筒2可以自由转动,对缠绕在收放绕线筒2外侧的线进行释放用于经编织机的编织。
64.通过向上拉动转动套板33,即可在固定杆31的外侧转动转动套板33,使得四个尺寸不同转动轴34可以互相切换,便于使用不同内径的转动轴34为收放绕线筒2提供定位,使得收放绕线筒2转动时不会发生晃动,且通过转动旋轴14的转动对两个转动装置3之间的距离进行调节,使得两个转动装置3可以对不同的收放绕线筒2提供定位。
65.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1