纺丝棉絮片加工工艺及其烫平结构的制作方法
1.本发明涉及絮片技术领域,具体为纺丝棉絮片加工工艺及其烫平结构。
背景技术:
2.絮片是纺丝棉加工成的一种产品。絮片是指絮状沉淀物的小薄片,也可指植物纤维、动物纤维或化学纤维制成的供保暖、隔热或防震用的片型棉状物;目前,专利cn201610751192.9通过静电纺丝技术将纳米纤维纺在普通纤维网上,随后通过交叉铺网形成多层结构复合纤网,再经加固得到微/纳米复合材料。上述方式是简单地将纳米纤维层复合在微米纤维网上,容易出现不均匀现象,且层间连接部位出现空隙,使用时易出现剥离现象,同时,现有烫平结构烫平厚度尺寸不便于根据需要进行调节处理。
3.因此提出纺丝棉絮片加工工艺及其烫平结构以解决上述问题。
技术实现要素:
4.本发明的目的在于提供纺丝棉絮片加工工艺及其烫平结构,以解决上述背景技术中提出问题。
5.为实现上述目的,本发明提供如下技术方案:纺丝棉絮片加工工艺,具体步骤如下:步骤一、将第一原料投入开包机,经过输入角钉帘,将第一原料打开成纤维束状,经输送带自动输出化纤;步骤二、开包机加工后的化纤送入粗开松机进行预开松,预开松后进入大仓棉箱捏,在大仓棉箱进行充分混合处理;步骤三、风机将大仓棉箱内送入梳理机中,梳理机进行初步梳理成絮状结构,并相互缠绕交织与填充;步骤四:梳理后结构加入到铺网机中进行铺网处理,再加入牵引机中进行牵引处理;步骤五:将纺丝棉暖绒的第二原料加入喷胶机中进行熔融处理,对牵引机牵引纤维网状结构进行喷胶处理;步骤六:将喷胶后的纤维网状结构加入到烘干箱内,烘箱温度为150-220℃,对喷胶后的纤维网状结构进行烘干处理;步骤七:烘干纤维网状结构加入到烫平机内,对烘干纤维网状结构表面进行微烫处理,得到纺丝棉暖绒;步骤八:最后纺丝棉暖绒将包装机中进行定量成卷包装处理。
6.更进一步的,第一原料为超细含硅中空短纤维,第二原料为热熔短纤维,超细含硅中空短纤维和热熔短纤维质量比90-95:10。
7.一种纺丝棉絮片加工工艺的烫平结构,烫平结构为步骤七的烫平机,包括箱体;箱体在进料端设有用于进料导向的进料导向结构;
箱体在进料导向结构出料端设有底面加热辊,所述底面加热辊顶部设有用于压平的上压平结构,进料导向结构将物料导向至底面加热辊和上压平结构之间进行一次压平,上压平结构到底面加热辊的间距根据原料尺寸进行调节;箱体在第一烫平组件出料端设有用于二次导向的二次导向结构;二次导向结构出料端设有用于二次烫平的顶面加热辊,底面加热辊安装位置高于顶面加热辊安装位置;顶面加热辊底部设有用于压平的下压平结构,二次导向结构将物料导向至顶面加热辊和下压平结构之间进行二次压平,下压平结构到顶面加热辊的间距根据原料尺寸进行调节;箱体在第二烫平组件设有用于出料导向的出料导向组件。
8.更进一步的,所述进料导向结构包括第一导向辊和进料孔,所述进料孔开设于箱体一侧壁上,所述箱体通过轴承转动连接有第一导向辊,所述第一导向辊底部低于进料孔顶部。
9.更进一步的,所述二次导向结构包括第三导向辊和第二导向辊,所述第三导向辊和第二导向辊通过轴承与箱体连接,所述第二导向辊设于底面加热辊出料端,且第二导向辊低于底面加热辊设置,所述第三导向辊设于顶面加热辊进料端,所述第三导向辊高于顶面加热辊设置。
10.更进一步的,所述顶面加热辊和底面加热辊后侧壁固定有横连接杆,所述横连接杆安装于箱体内壁。
11.更进一步的,所述上压平结构和下压平结构结构相同。
12.更进一步的,所述下压平结构包括驱动电机、驱动橡胶辊、转动圆板、压辊、斜弧形槽、滑动杆、固定板、连接轴承、限位螺纹帽和直槽;所述驱动电机输出端同轴固定驱动橡胶辊;所述固定板安装于横连接杆外壁上,所述固定板沿着圆周方向均匀开设有直槽,所述直槽内滑动有滑动杆,所述滑动杆在直槽两侧处均螺纹有限位螺纹帽,所述滑动杆前端固定有压辊;所述连接轴承连接有与驱动橡胶辊配合使用的转动圆板,所述转动圆板侧壁均匀开设有斜弧形槽,所述滑动杆与斜弧形槽贴合滑动连接。
13.更进一步的,所述连接轴承安装于横连接杆上。
14.更进一步的,所述出料导向组件包括出料孔和第四导向辊,所述箱体另一侧壁开设有第四导向辊,所述箱体在顶面加热辊出料端上方处通过轴承转动有第四导向辊。
15.本发明的有益效果是:本发明下压平结构带动驱动电机带动驱动橡胶辊逆时针转动,驱动橡胶辊带动转动圆板,转动圆板带动斜弧形槽转动,斜弧形槽不同部位与滑动杆接触推动滑动杆在斜弧形槽内移动,同时在固定板的直槽内限位导向处理,滑动杆带动压辊沿着顶面加热辊或者底面加热辊圆心向外散开,压辊到顶面加热辊或者底面加热辊之间间距调节,方便原料安装于顶面加热辊和底面加热辊外壁上,然后,驱动电机带动驱动橡胶辊顺时针转动,驱动橡胶辊带动转动圆板,转动圆板带动斜弧形槽转动,斜弧形槽不同部位与滑动杆接触推动滑动杆在斜弧形槽内移动,同时在固定板的直槽内限位导向处理,滑动杆带动压辊向着顶面
加热辊或者底面加热辊圆心移动,压辊移动至顶面加热辊和底面加热辊外侧处,将原料压在顶面加热辊和底面加热辊外侧,压辊到顶面加热辊或者底面加热辊之间间距根据原料厚度进行调节,烫平结构烫平厚度尺寸便于根据需要进行调节处理。
16.本发明通过底面加热辊进行一次烫平,再通过顶面加热辊进行二次烫平,经过多次烫平,保证了烫平效果。
17.本发明通过先喷胶再烘干处理,利于各层间相互均匀稳定连接,整体结构均匀稳定,且层间连接部位紧密,使用时不会出现剥离现象,同时,超细含硅中空短纤维和热熔短纤维配合制备的絮片,絮片结构稳定,保暖性能好,平整度高。
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
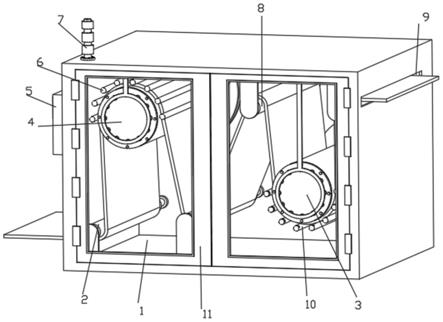
19.图1为本发明的结构立体图;图2为本发明的结构正视图;图3为本发明的结构左视图;图4为本发明的结构右视图;图5为本发明的结构立体另一视角图;图6为本发明的沿着箱体右内壁方向剖视图;图7为本发明的沿着箱体右内壁方向剖视右视图;图8为本发明的沿着箱体后侧壁方向剖视图;图9为本发明的图6的a处结构放大示意图;附图中,各标号所代表的部件列表如下:1.箱体 2.第一导向辊 3.顶面加热辊 4.底面加热辊 5.控制箱 6.上压平结构 7.指示灯 8.第三导向辊 9.出料孔 10.下压平结构 101.驱动电机 102.驱动橡胶辊 103.转动圆板 104.压辊 105.斜弧形槽 106.滑动杆 107.固定板 108.连接轴承 109.限位螺纹帽 110.直槽 11.门板 12.温度感应器 13.横连接杆 14.进料孔 15.第四导向辊 16.第二导向辊。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
21.下面结合实施例对本发明作进一步的描述。
22.实施例1如图1所示,纺丝棉絮片加工工艺,具体步骤如下:步骤一、将第一原料投入开包机,经过输入角钉帘,将第一原料打开成纤维束状,
经输送带自动输出化纤;步骤二、开包机加工后的化纤送入粗开松机进行预开松,预开松后进入大仓棉箱捏,在大仓棉箱进行充分混合处理;步骤三、风机将大仓棉箱内送入梳理机中,梳理机进行初步梳理成絮状结构,并相互缠绕交织与填充;步骤四:梳理后结构加入到铺网机中进行铺网处理,再加入牵引机中进行牵引处理;步骤五:将纺丝棉暖绒的第二原料加入喷胶机中进行熔融处理,对牵引机牵引纤维网状结构进行喷胶处理;步骤六:将喷胶后的纤维网状结构加入到烘干箱内,烘箱温度为220℃,对喷胶后的纤维网状结构进行烘干处理;步骤七:烘干纤维网状结构加入到烫平机内,对烘干纤维网状结构表面进行微烫处理,得到纺丝棉暖绒;步骤八:最后纺丝棉暖绒将包装机中进行定量成卷包装处理。
23.更进一步的,第一原料为超细含硅中空短纤维,第二原料为热熔短纤维,超细含硅中空短纤维和热熔短纤维质量比90:10。
24.实施例2如图1所示的,实施例2是对实施例1的进一步改进,纺丝棉絮片加工工艺,具体步骤如下:步骤一、将第一原料投入开包机,经过输入角钉帘,将第一原料打开成纤维束状,经输送带自动输出化纤;步骤二、开包机加工后的化纤送入粗开松机进行预开松,预开松后进入大仓棉箱捏,在大仓棉箱进行充分混合处理;步骤三、风机将大仓棉箱内送入梳理机中,梳理机进行初步梳理成絮状结构,并相互缠绕交织与填充;步骤四:梳理后结构加入到铺网机中进行铺网处理,再加入牵引机中进行牵引处理;步骤五:将纺丝棉暖绒的第二原料加入喷胶机中进行熔融处理,对牵引机牵引纤维网状结构进行喷胶处理;步骤六:将喷胶后的纤维网状结构加入到烘干箱内,烘箱温度为150℃,对喷胶后的纤维网状结构进行烘干处理;步骤七:烘干纤维网状结构加入到烫平机内,对烘干纤维网状结构表面进行微烫处理,得到纺丝棉暖绒;步骤八:最后纺丝棉暖绒将包装机中进行定量成卷包装处理。
25.更进一步的,第一原料为超细含硅中空短纤维,第二原料为热熔短纤维,超细含硅中空短纤维和热熔短纤维质量比95:10;通过先喷胶再烘干处理,利于各层间相互均匀稳定连接,整体结构均匀稳定,且层间连接部位紧密,使用时不会出现剥离现象,同时,超细含硅中空短纤维和热熔短纤维配合制备的絮片,絮片结构稳定,保暖性能好,平整度高。
26.实施例3实施例3是对实施例1的进一步改进。
27.如图1、3所示,一种纺丝棉絮片加工工艺的烫平结构,烫平结构为步骤七的烫平机,包括箱体1;箱体1在进料端设有用于进料导向的进料导向结构;进料导向结构包括第一导向辊2和进料孔14,进料孔14开设于箱体1一侧壁上,箱体1通过轴承转动连接有第一导向辊2,第一导向辊2底部低于进料孔14顶部。进料导向结构方便引导至底面加热辊4上;如图1、2、5、6、8所示,箱体1在进料导向结构出料端设有底面加热辊4,底面加热辊4顶部设有用于压平的上压平结构6,进料导向结构将物料导向至底面加热辊4和上压平结构6之间进行一次压平,上压平结构6到底面加热辊4的间距根据原料尺寸进行调节;如图1、2、5-8所示,箱体1在第一烫平组件出料端设有用于二次导向的二次导向结构;二次导向结构包括第三导向辊8和第二导向辊16,第三导向辊8和第二导向辊16通过轴承与箱体1连接,第二导向辊16设于底面加热辊4出料端,且第二导向辊16低于底面加热辊4设置,第三导向辊8设于顶面加热辊3进料端,第三导向辊8高于顶面加热辊3设置,方便将底面加热辊4上的物料移动至顶面加热辊3上。
28.如图1、2、5-9所示,二次导向结构出料端设有用于二次烫平的顶面加热辊3,顶面加热辊3和底面加热辊4后侧壁固定有横连接杆13,横连接杆13安装于箱体1内壁。底面加热辊4安装位置高于顶面加热辊3安装位置;顶面加热辊3底部设有用于压平的下压平结构10,二次导向结构将物料导向至顶面加热辊3和下压平结构10之间进行二次压平,下压平结构10到顶面加热辊3的间距根据原料尺寸进行调节;如图1-所示,上压平结构6和下压平结构10结构相同,下压平结构10包括驱动电机101、驱动橡胶辊102、转动圆板103、压辊104、斜弧形槽105、滑动杆106、固定板107、连接轴承108、限位螺纹帽109和直槽110;驱动电机101输出端同轴固定驱动橡胶辊102;固定板107安装于横连接杆13外壁上,固定板107沿着圆周方向均匀开设有直槽110,直槽110内滑动有滑动杆106,滑动杆106在直槽110两侧处均螺纹有限位螺纹帽109,滑动杆106前端固定有压辊104;连接轴承108连接有与驱动橡胶辊102配合使用的转动圆板103,转动圆板103侧壁均匀开设有斜弧形槽105,滑动杆106与斜弧形槽105贴合滑动连接;连接轴承108安装于横连接杆13上。
29.下压平结构10带动驱动电机101带动驱动橡胶辊102逆时针转动,驱动橡胶辊102带动转动圆板103,转动圆板103带动斜弧形槽105转动,斜弧形槽105不同部位与滑动杆106接触推动滑动杆106在斜弧形槽105内移动,同时在固定板107的直槽110内限位导向处理,滑动杆106带动压辊104沿着顶面加热辊3或者底面加热辊4圆心向外散开,压辊104到顶面加热辊3或者底面加热辊4之间间距调节,方便原料安装于顶面加热辊3和底面加热辊4外壁上,然后,驱动电机101带动驱动橡胶辊102顺时针转动,驱动橡胶辊102带动转动圆板103,
转动圆板103带动斜弧形槽105转动,斜弧形槽105不同部位与滑动杆106接触推动滑动杆106在斜弧形槽105内移动,同时在固定板107的直槽110内限位导向处理,滑动杆106带动压辊104向着顶面加热辊3或者底面加热辊4圆心移动,压辊104移动至顶面加热辊3和底面加热辊4外侧处,将原料压在顶面加热辊3和底面加热辊4外侧,压辊104到顶面加热辊3或者底面加热辊4之间间距根据原料厚度进行调节,烫平结构烫平厚度尺寸便于根据需要进行调节处理。
30.如图1、5所示,箱体1在第二烫平组件设有用于出料导向的出料导向组件,方便进行引导出料处理。
31.出料导向组件包括出料孔9和第四导向辊15,箱体1另一侧壁开设有第四导向辊15,箱体1在顶面加热辊3出料端上方处通过轴承转动有第四导向辊15。
32.如图1-3所示,箱体1前端通过铰链转动连接有门板11,门板11安装孔内设有玻璃,箱体1内壁安装有温度感应器12,箱体1顶部安装有指示灯7,箱体1侧壁安装有控制箱5,控制箱5与外界电源电连接,控制箱5的电控端分别指示灯7、顶面加热辊3、底面加热辊4、温度感应器12和驱动电机101电连接。
33.使用时,下压平结构10带动驱动电机101带动驱动橡胶辊102逆时针转动,驱动橡胶辊102带动转动圆板103,转动圆板103带动斜弧形槽105转动,斜弧形槽105不同部位与滑动杆106接触推动滑动杆106在斜弧形槽105内移动,同时在固定板107的直槽110内限位导向处理,滑动杆106带动压辊104沿着顶面加热辊3或者底面加热辊4圆心向外散开,压辊104到顶面加热辊3或者底面加热辊4之间间距调节,方便原料安装于顶面加热辊3和底面加热辊4外壁上,然后,驱动电机101带动驱动橡胶辊102顺时针转动,驱动橡胶辊102带动转动圆板103,转动圆板103带动斜弧形槽105转动,斜弧形槽105不同部位与滑动杆106接触推动滑动杆106在斜弧形槽105内移动,同时在固定板107的直槽110内限位导向处理,滑动杆106带动压辊104向着顶面加热辊3或者底面加热辊4圆心移动,压辊104移动至顶面加热辊3和底面加热辊4外侧处,将原料压在顶面加热辊3和底面加热辊4外侧,压辊104到顶面加热辊3或者底面加热辊4之间间距根据原料厚度进行调节,烫平结构烫平厚度尺寸便于根据需要进行调节处理;原料安装于箱体1内后,将温度感应器12管好,启动顶面加热辊3和底面加热辊4,驱动结构驱动物料移动,进料导向结构将引导至底面加热辊4内,底面加热辊4进行一次烫平,然后在二次导向结构导向至顶面加热辊3内,再通过顶面加热辊3进行二次烫平,经过多次烫平,保证了烫平效果,最后从出料导向结构导出。
34.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
35.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1