一种间隔布织造中抽除辅助纬纱的方法与流程
1.本发明涉及间隔布织造技术领域,具体涉及一种间隔布织造中抽除辅助纬纱的方法。
背景技术:
2.间隔布作为工业用布经涂胶后可用于制作气垫、防震用品、航空靠背、冲浪板、水中临时桥梁、海上作业平台、风力发电机翼等等,应用广泛。间隔布一般采用专门织造间隔布的织机织造,间隔布一般由上层基布、下层基布以及用于将上层基布和下层基布连结起来的连结线组成,上层基布和下层基布分别具有左布边、布身和右布边。目前利用织机织造间隔布的方法原理如图1所示,上层基布1由上层经纱1-1和上层纬纱1-2经纬交织而成;下层基布2由下层经纱2-1和下层纬纱2-2经纬交织而成;将上层基布1和下层基布2连结起来的连接线3(包括第一连接线31和第二连接线32)利用辅助纬纱4(包括定高片上侧辅助纬纱41和定高片下侧辅助纬纱42)在定高片5上来回往返挂住并以w固结的方式固结在上层基布1和下层基布2上,一块间隔布坯布织造完成后,把定高片上侧辅助纬纱41和定高片下侧辅助纬纱42抽掉,再将上层基布1和下层基布2撑开从而将连接线3拉直即可(如图1中虚线所示),间隔布坯布的上层基布1和下层基布2之间的间距由织造时的n变成了大于n几倍的m。定高片5是与经纱平行、插在织机的钢筘筘齿里,安放在上层基布1和下层基布2中间,能决定间隔布上下层基布之间的间距的辅助器材。目前利用织机织造间隔布过程中,抽除辅助纬纱均由人工一根一根抽拉辅助纬纱,人力成本高,生产效率低下。如何实现间隔布织造过程中抽除辅助纬纱的机械化,是业内的技术难题,也是亟需解决的技术问题。
技术实现要素:
3.本发明的目的是:针对现有技术中存在的问题,提供一种间隔布织造中抽除辅助纬纱的方法,该方法通过对现有间隔布织造工艺的改进及相应设置专门设计的辅助纬纱抽除装置,能够有效实现间隔布在织造中抽除辅助纬纱的机械化,解决现有技术中普遍采用的人力抽除辅助纬纱存在的人力成本高、生产效率低下的问题。
4.本发明的技术方案是:本发明的间隔布织造中抽除辅助纬纱的方法,在现有用于织造上层左布边的经纱下方及用于织造下层左布边的经纱上方分别增设辅助经纱,并在间隔布织造过程中所增设的上下辅助经纱相应与定高片上下两侧辅助纬纱的左段经纬交织成上层左辅助边和下层左辅助边;在现有用于织造上层右布边和下层右布边的经纱的右侧分别增设经纱,并在间隔布织造过程中所增设的经纱相应与上下层基布纬纱经纬交织成上层右小布边和下层右小布边;在增设的用于织造上层右小布边经纱的下方和用于织造下层右小布边的经纱的上方分别增设辅助经纱,并在织造过程中所增设的辅助经纱相应与定高片上下两侧辅助纬纱的右段经纬交织成上层右辅助边和下层右辅助边;在织机上设置辅助纬纱抽除装置,间隔布织造过程中,辅助纬纱抽除装置通过卷取上下两层左辅助边相应抽除并卷取分别与上下两层左辅助边相连的定高片上下两侧辅助纬纱,并且将上下两层右小
布边以及上下两层右辅助边剪开并卷取收集。
5.进一步的方案是:上述本发明的方法,采用以下具体步骤:
①
在织机上设置辅助纬纱抽除装置:在织机的左右两侧分别设置第一和第二剪刀;在织机上位于第二剪刀的左侧增设第三剪刀;在织机的左侧分前后增设第一和第二收集辊筒;在第一和第二收集辊筒的左侧增设电机驱动的第一卷绕器;在第一卷绕器的下方增设第一收集箱;在织机的右侧增设电机驱动的第二卷绕器;在第二卷绕器的下方增设第二收集箱;
②
整经:在现有间隔布织造整经所需的经纱总根数的基础上,增设用于织造上下两层右小布边的经纱,以及用于织造上下两层左辅助边和上下两层右辅助边的辅助经纱;
③
穿综插筘提综打纬织造:在织机上穿综插筘提综打纬进行包括上下两层基布、上下两层右小布边、上下两层左辅助边和右辅助边以及连接线的同步织造;
④
织造过程中的同步剪裁:织造过程中,由第一和第二剪刀相应将织机左右两边废纱头剪掉;利用第三剪刀将连接上下两层右小布边的基布纬纱以及连接上下两层右辅助边的定高片上下两侧辅助纬纱剪断;
⑤
机械化抽除辅助纬纱:将上下两层左辅助边分别经第一和第二收集辊筒拦集后纳入第一卷绕器;第一卷绕器以卷绕线速度与织机的织造速度同步地卷取上下两层左辅助边以及左侧分别与上下两层左辅助边相连而右侧分别与上下两层右辅助边分别相连的部位却被第三剪刀剪断的定高片上下两侧辅助纬纱,并送至第一收集箱内;同时将剪裁后变废边的上下两层右小布边和上下两层右辅助边均纳入第二卷绕器,第二卷绕器以卷绕线速度与织机的织造速度同步地卷取各废边并送至第二收集箱;
⑥
成布:将依步骤
②
~
⑤
织造完成的一块间隔布坯布的上层基布和下层基布撑开,即得由连接线连接着上层基布和下层基布的间隔布。
6.进一步的方案是:上述步骤
②
的具体方法为:a、在现有用于织造上层左布边的上层经纱的下方,宽度一致地增设用于织造上层左辅助边的上层左辅助边经纱;在现有用于织造下层左布边的下层经纱的上方宽度一致地增设用于织造下层左辅助边的下层左辅助边经纱;b、在现有用于织造上层右布边和下层右布边的右侧,间隔3个筘齿无经纱地增设用于织造上层右小布边的上层经纱和用于织造下层右小布边的下层经纱;c、在增设的用于织造上层右小布边的上层经纱的下方,宽度一致地增设用于织造上层右辅助边的上层右辅助边经纱;在增设的用于织造下层右小布边的下层经纱的上方,宽度一致地增设用于织造下层右辅助边的下层右辅助边经纱。
7.进一步的方案是:上述步骤
③
中,上下两层基布、上下两层右小布边以及连接线的织造具体方法为:d、将上层经纱与上层纬纱经纬交织成包括从左至右的上层左布边、上层布身、上层右布边的上层基布,将增设的用于织造上层右小布边的经纱与上层纬纱经纬交织成上层右小布边;将下层经纱与下层纬纱经纬交织成包括从左至右的下层左布边、下层布身、下层右布边的下层基布,将增设的用于织造下层右小布边的经纱与下层纬纱经纬交织成下层右小布边;e、将连结线往返与织造上层布身的上层纬纱和织造下层布身的下层纬纱进行按
照设定纬的固结织造,并往返与定高片上下两侧辅助纬纱按照设定圈数绕织。
8.进一步的方案是:上述步骤e中,连接线包括第一和第二连接线,设定纬为三纬,设定圈数为5圈,具体方法为:在基布从第一梭至第二十梭一循环织造中,第一连结线先与上层纬纱的第一至第三梭进行w三纬固结织造,然后返到定高片的下方与定高片下侧辅助纬纱的第四梭交织,接着返到定高片上方与定高片上侧辅助纬纱的第六梭交织,然后又返到定高片下方与定高片下侧辅助纬纱的第八梭交织,接着又返到定高片上方与定高片上侧辅助纬纱的第十梭交织,然后又返到下层与下层纬纱的第十一至第十三梭进行w三纬固织,然后又返到定高片的上方与定高片上侧辅助纬纱的第十梭纬交织后,接着又返到定高片的下方与定高片下侧辅助纬纱的第十六梭交织,然后又返到定高片上方与定高片上侧辅助纬纱的第十八梭交织,接着又返到定高片下方与定高片下侧辅助纬纱的第二十梭交织,再返到上层进行下一轮循环交织;第二连结线与第一连结线采用相同方法与第一连接线呈镜像同步进行织造,从而实现连结线为三纬w固结,间隔高度为定高片高度5倍的间隔布的布身段的织造。
9.进一步的方案是:上织造过程中,上述上层基布左布边、上层左辅助边、下层左辅助边以及下层基布左布边依次从上到下设置且各自的左端相互平齐;上述上层右小布边、上层右辅助边、下层右辅助边以及下层右小布边依次从上到下设置且各自的右端相互平齐。
10.本发明具有积极的效果:(1)本发明通过对间隔布织造过程中包括增设上下左辅助边、上下基布右小边、上下右辅助边在内的工艺改进设计,并相应设置专门设计的辅助纬纱抽除装置,能够有效实现间隔布在织造中抽除辅助纬纱的机械化,解决了现有技术中普遍采用的人力抽除辅助纬纱存在的人力成本高、生产效率低下的问题,同时也解决了现有技术中业内普遍认为的间隔布织造过程中抽除辅助纬纱如何实现机械化的技术难题。(2)采用本发明的方法,织造过程中当投入辅助纬纱织造时,定高片上下侧辅助纬纱不但其左端被专门设置的上下两层左辅助边经纱经纬交织住,而且辅助纬纱的右端也被专门设置的右辅助边经纱经纬交织住,因此在织造过程中辅助纬纱能够始终处于织造所需的正常位置,当最后将辅助纬纱抽除掉后,间隔布布身段上下之间的间隔距离十分均等,因此间隔布充气后也将十分平整,提高了间隔布生产的质量,并且还解决了现有技术中为解决辅助纬纱由于没有经纱夹住会被钢筘来回移动而漂移,只能采用诸如在定高片上设置凹凸槽使得辅助纬纱不漂移而让定高片异形化的困境。(3)采用本发明的方法,织造过程中位于左侧的上层左布边、上层左辅助边、下层左辅助边以及下层基布左布边的左端相互平齐;上述上层右小布边、上层右辅助边、下层右辅助边以及下层基布右布边依次从上到下设置且各自的右端相互平齐,不论是上层纬纱、下层纬纱还是上层辅助纬纱、下层辅助纬纱,其左边剑杆释放纬纱的终端都只有一个位置,离布边最左的所有纬纱只有0.3~1.0cm左右,只需用一把剪刀即可方便剪掉废纱头,右侧同理也只需用另一把剪刀即可方便剪掉废纱头,相对于现有技术,操作方便,节省材料。
附图说明
11.图1为本发明所采用的间隔布织造原理示意图;
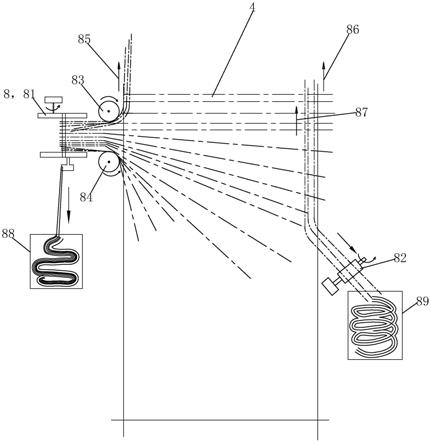
图2为间隔布织造时的纵向示意图;图3为省略了上层基布与下层基布间的连接线后的间隔布织造时的横向示意图;图4为本发明利用辅助纬纱抽除装置在间隔布织造中抽除辅助纬纱的示意图。
12.上述附图中的附图标记如下:上层基布1,上层布身11,上层左布边12,上层右布边13,上层右小布边14,上层经纱1-1,上层纬纱1-2;下层基布2,下层布身21,下层左布边22,下层右布边23,下层右小布边24,下层经纱2-1,下层纬纱2-2;连接线3,第一连接线31,第二连接线32;辅助纬纱4,定高片上侧辅助纬纱41,定高片下侧辅助纬纱42;定高片5;上层辅助边6,上层左辅助边61,上层左辅助边经纱61-1,上层右辅助边62,上层右辅助边经纱62-1;下层辅助边7,下层左辅助边71,下层左辅助边经纱71-1,下层右辅助边72,下层右辅助边经纱72-1;辅助纬纱抽除装置8,第一卷绕器81,第二卷绕器82,第一收集辊筒83,第二收集辊筒84,第一剪刀85,第二剪刀86,第三剪刀87,第一收集箱88,第二收集箱89。
具体实施方式
13.下面结合附图和具体实施方式对本发明作进一步详细的说明。
14.(实施例1)见图1至图3,本实施例的间隔布织造中抽除辅助纬纱的方法,以一种w三纬固结、间隔布高度为定高片高度5倍的间隔布织造以及将辅助纬纱抽除的方法进行说明。
15.本实施例中相关术语定义如下:间隔布:由上层基布1、下层基布2以及将上层基布1与下层基布2连结起来的连结线3织成的织物。
16.上层基布1:由上层经纱1-1和上层纬纱1-2经纬交织而成,包括从左至右的上层左布边12、上层布身11、上层右布边13以及本方法专门设置的上层右小布边14,且上层右布边13与上层右小布边14之间设有3~10毫米无经纱的间隔的织物。需要说明的是,本实施例的上层基布1在去掉上层右小布边14后的结构即同于现有技术中的上层基布。
17.下层基布2:由下层经纱2-1和下层纬纱2-2经纬交织而成,包括从左至右的下层左布边22、下层布身21、下层右布边23以及本方法专门设置的下层右小布边24,且下层右布边23与下层右小布边24之间设有3~10毫米无经纱的间隔的织物。需要说明的是,本实施例的下层基布2在去掉下层右小布边24后的结构即同于现有技术中的下层基布下层右布边。
18.连接线3:间隔布成布时分别与上层基布1的上层纬纱1-2和下层基布2的下层纬纱2-2固结,用于将上层基布1与下层基布2连结起来的纱线;连接线3包括第一连接线31和第二连接线32。织造过程中,连接线3还与现有技术中同样设置的辅助纬纱4的定高片上侧辅助纬纱41和定高片下侧辅助纬纱42交织。
19.上层辅助边6:本方法专门设置,包括上层左辅助边61和上层右辅助边62,其中,
上层左辅助边61由上层左辅助边经纱61-1与定高片上侧辅助纬纱41经纬交织而成,且位于上层基布1的上层左布边12的下方并与上层左布边12宽度相同;上层右辅助边62由上层右辅助边经纱62-1与定高片上侧辅助纬纱41经纬交织而成,且位于上层基布1的上层右小布边14的下方并与上层右小布边14宽度相同;下层辅助边7:本方法专门设置,包括下层左辅助边71和下层右辅助边72,其中,下层左辅助边71由下层左辅助边经纱71-1与定高片下侧辅助纬纱42经纬交织而成,且位于下层基布1的下层左布边22的上方并与下层左布边22宽度相同;下层右辅助边72由下层右辅助边经纱72-1与定高片下侧辅助纬纱42经纬交织而成,且位于下层基布1的下层右小布边24的上方并与下层右小布边24宽度相同。
20.见图1至图4,本实施例的间隔布织造中抽除辅助纬纱的方法,按照以下步骤实施:
①
在织机上设置辅助纬纱抽除装置8:保留织机原有设于左侧用于剪断左边纱头的第一剪刀85,以及设于右侧用于剪断右边纱头的第二剪刀86;在织机上位于第二剪刀86的左侧增设织造过程中用于将上层右布边13与上层右小布边14之间的上层纬纱1-2及其下方的定高片上侧辅助纬纱41剪断以及将下层右布边23与下层右小布边24之间的下层纬纱2-2及其上方的定高片下侧辅助纬纱42剪断的第三剪刀87。
21.在织机的左侧分前后增设用于收集上层左辅助边61和定高片上侧辅助纬纱41的第一收集辊筒83以及用于收集下层左辅助边71和定高片下侧辅助纬纱42的第二收集辊筒84;在第一收集辊筒83和第二收集辊筒84的左侧增设用于同步卷取上层左辅助边61、定高片上侧辅助纬纱41、下层左辅助边71以及定高片下侧辅助纬纱42的电机驱动的第一卷绕器81;在第一卷绕器81的下方增设第一收集箱88;在织机的右侧增设用于同步卷取上层右小布边14、上层右辅助边62、下层右小布边24以及下层右辅助边72的电机驱动的第二卷绕器82;在第二卷绕器82的下方增设第二收集箱89。
22.第一卷绕器81和第二卷绕器82的卷绕线速度设置成与织机的织造速度相等。
23.②
整经:在原有的整经总经根数的基础上,加设位于左右两侧的辅助经纱。
24.具体地,在原有用于织造上层左布边12的上层经纱1-1下方,宽度一致地增设相应数量的用于织造上层左辅助边61的上层左辅助边经纱61-1;在原有用于织造下层左布边22的下层经纱2-1的上方,宽度一致地增设相应数量的用于织造下层左辅助71的下层左辅助边经纱71-1;在原有用于织造上层右布边13(相当于现有技术中的上层基布右布边)和下层右布边23(相当于现有技术中的下层基布右布边)的右侧间隔3个筘齿无经纱地相应平齐增设用于织造上层右小布边14的上层经纱1-1和用于织造下层右小布边24的下层经纱2-1;在用于织造上层右小布边14的上层经纱1-1的下方宽度一致地增设相应数量的用于织造上层右辅助边62的上层右辅助边经纱62-1;在用于织造下层右小布边24的下层经纱2-1的上方宽度一致地增设相应数量的用于织造下层右辅助边72的下层右辅助边经纱72-1。
25.③
穿综插筘提综打纬织造:
按照间隔布现有织造工艺在织机上穿综插筘提综打纬织造由包括上层右小布边14的上层基布1、包括下层右小布边24的下层基布2以及将上层基布1与下层基布2连结起来的连结线3组成的本实施例的间隔布,并同步织造上层左辅助边61、上层右辅助边62、下层左辅助边71以及下层右辅助边72。
26.织造过程中,织机左侧由上到下依次为:上层左布边12、上层左辅助边61、下层左辅助边71和下层左布边22共四层;织机右侧由上到下依次为:上层右小布边14、上层右辅助边62、下层右辅助边72和下层右小布边24共四层。
27.具体织造方式和过程参见图2和图3:织机在织造过程中,由上层经纱1-1和上层纬纱1-2经纬交织进行上层基布1的织造,由下层经纱2-1和下层纬纱2-2经纬交织进行下层基布2的织造;在基布从第一梭至第二十梭一循环织造中,第一连结线31先与上层纬纱1-2的第一至第三梭(即图2中的
①
、
②
、
③
,其他同)进行w三纬固结织造后,返到定高片5的下方与定高片下侧辅助纬纱42的第四梭交织后,又返到定高片5上方与定高片上侧辅助纬纱41的第六梭交织后,又返到定高片5下方与定高片下侧辅助纬纱42的第八梭交织后,又返到定高片5上方与定高片上侧辅助纬纱41的第十梭交织后,又返到下层,与下层纬纱2-2的第十一至第十三梭进行w三纬固织,然后又返到定高片5的上方与定高片上侧辅助纬纱41的第十四梭交织后,又返到定高片5的下方与定高片下侧辅助纬纱42的第十六梭交织后,又返到定高片5上方与定高片上侧辅助纬纱41的第十八梭交织后,又返到定高片5下方与定高片下侧辅助纬纱42的第二十梭交织后,再返到上层进行下一轮循环交织。
28.相同地,第二连结线32与第一连结线31进行镜像的织造,从而完成连结线3为三纬w固结,间隔高度为定高片高度5倍的间隔布的布身段的织造。间隔布的布身段也即由上层基布1的上层布身11、下层基布2的下层布身21二者之间的连接线3构成的布段。
29.织机在织造间隔布的布身段的同时:将上层经纱1-1和上层纬纱1-2经纬交织同步织造上层左布边12、上层右布边13和上层右小布边14;将下层经纱2-1和下层纬纱2-2经纬交织同步织造下层左布边22、下层右布边23和下层右小布边24;将上层左辅助边经纱61-1与定高片上侧辅助纬纱41经纬交织同步织造上层左辅助边61,将上层右辅助边经纱62-1与定高片上侧辅助纬纱41经纬交织同步织造上层右辅助边62;将下层左辅助边经纱71-1与定高片下侧辅助纬纱42经纬交织同步织造下层左辅助边71,将下层右辅助边经纱72-1与定高片下侧辅助纬纱42经纬交织同步织造下层右辅助边72。
30.其中,上层左辅助边61和上层右小布边14相对于上层基布1独立;下层左辅助边71和下层右小布边24相对于下层基布2独立。
31.④
织造过程中的同步剪裁:织机在织造过程中,利用第一剪刀85将上层纬纱1-2、下层纬纱2-2、定高片上侧辅助纬纱41和定高片下侧辅助纬纱42各自的左边废纱头剪掉,以便一纬一纬的织造;由于本方法将上层左布边12、上层左辅助边61、下层左辅助边71和下层左布边22宽度设计相同,因此只需一把剪刀即可将所有的左边废纱头剪掉。
32.织机在织造过程中,利用第二剪刀86将上层纬纱1-2、下层纬纱2-2、定高片上侧辅
助纬纱41和定高片下侧辅助纬纱42各自的右边废纱头剪掉;同理,由于本方法将上层右小布边14、上层右辅助边62、下层右辅助边72和下层右小布边24宽度设计相同,因此也只需一把剪刀即可将所有的右边废纱头剪掉。
33.织机在织造过程中,利用第三剪刀87将上层右布边13与上层右小布边14之间3~10毫米间隔处的上层纬纱1-2及其下方的定高片上侧辅助纬纱41、下层右布边23与下层右小布边24之间的下层纬纱2-2纬纱及其上方的定高片下侧辅助纬纱42全部剪断。此时,上层基布1和下层基布2分别摆脱了相应的上层右小布边14和下层右小布边24,已同于常规的上层基布和下层基布。
34.⑤
机械化抽除辅助纬纱:在前述步骤
④
同步剪裁后,将上层左辅助边61和下层左辅助边71分别经第一收集辊筒83和第二收集辊筒84拦集后纳入第一卷绕器81,第一卷绕器81以卷绕线速度与织机的织造速度同步地卷取上层左辅助边61及左侧与上层左辅助边61相连而右侧与上层右辅助边62相连的部位却被第三剪刀87剪断的定高片上侧辅助纬纱41,以及卷取下层左辅助边71及左侧与下层左辅助边71相连而右侧与下层右辅助边72相连的部位却被第三剪刀87剪断的定高片下侧辅助纬纱42,并送至第一收集箱88内以回收利用。
35.同时,将前述步骤
④
同步剪裁后的上层右小布边14、上层右辅助边62、下层右辅助边72以及下层右小布边24均纳入第二卷绕器82,第二卷绕器82以卷绕线速度与织机的织造速度同步地卷取前述各废边并送至第二收集箱89内以回收利用。
36.⑥
成布:将依步骤
②
~
⑤
制成的间隔布坯布的上层基布和下层基布撑开,即可得制成的间隔布。由于辅助纬纱4(包括定高片上侧辅助纬纱41和定高片下侧辅助纬纱42)已被抽除,连接线3与辅助纬纱4的交织点不复存在,因此只将上层基布和下层基布轻轻往两边撑开,即制成本实施例的5倍间距的间隔布,如图1所示。
37.以上实施例是对本发明的具体实施方式的说明,而非对本发明的限制,有关技术领域的技术人员在不脱离本发明的精神和范围的情况下,还可以做出各种变换和变化而得到相对应的等同的技术方案,因此所有等同的技术方案均应该归入本发明的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1