一种气囊材料的耐水解处理方法与流程
1.本发明涉及tpu复合面料技术领域,更具体地说,它涉及一种气囊材料的耐水解处理方法。
背景技术:
2.tpu复合面料是充气气囊产品的常见材料,其集触感柔软、防水、防风、保暖等多功能于一体,也被广泛应用于服饰、户外运动、医疗防护、轻便家具等领域。但tpu复合面料也存在其高分子主链和侧链与水分子发生水解反应的问题。tpu材料的水解机理包括两个阶段,第一阶段是水分子的渗透,水分子透过复合面料表面与tpu层接触;第二阶段是氢键缔合和断链,高分子聚合物的链结构单元组发生变化或者聚合度下降,从而影响tpu复合面料的结构强度进而影响其所制成充气气囊产品的正常使用。在日常使用环境中存在易与水或水汽接触的充气气囊产品,如置于水中使用的充气船、水上充气玩具、长期与人体接触的充气床等,均受水解反应的影响而缩短其安全使用周期,减少了气囊产品的使用寿命。
3.现有复合面料的防泼水处理方法,往往是将复合面料整体防泼水处理,或将布料防泼水处理后再进行贴合成复合面料,则会让防泼水剂的使用影响后续制成气囊产品的焊接工艺或复合面料制作过程中的贴合工艺的进行,降低复合面料所制成气囊产品的安全使用周期及气囊产品使用寿命。
技术实现要素:
4.针对现有的技术问题,本发明的目的在于提供一种气囊材料的耐水解处理方法,通过采用对复合面料的布面进行防泼水处理,以解决上述问题,其具有延长复合面料所制成气囊产品的安全使用周期,提高气囊产品使用寿命的优点,并且不需要再对后续的工艺进行改造。
5.为实现上述目的,本发明提供了如下技术方案:一种气囊材料的耐水解处理方法,所述气囊材料为由tpu薄膜与纺织材料复合而成的复合面料,包括以下步骤:步骤一:对复合面料进行预处理,使用电晕机对复合面料位于待成型气囊外表面处的布面进行处理得到表面附着能力提升的复合面料,电晕机的车速为10m/min;及配置防泼水处理液,称取20~60g防泼水剂,加入纯水混合并搅拌后倒入容量瓶中,加水定容至1l,得到防泼水处理液;步骤二:对步骤一处理后的复合面料进行防泼水处理,使用所制备的防泼水处理液对步骤一处理后的复合面料进行布面给液,接着表面覆有防泼水处理液的复合面料依次经过导轮、加热加压罩与压扎轮处理,完成防泼水处理,其中加热加压罩的膜面温度80~100℃,压扎轮的复合压力0.4~0.6mpa;步骤三:完成防泼水处理的复合面料经过烘箱烘干,烘箱的温度控制在80~100℃,,烘干后的复合面料自然冷却后经打卷设备打卷。
6.通过采用上述技术方案,本发明中使用所制得的防泼水处理液,对复合面料位于待成型气囊外表面处的布面进行防泼水处理。由于复合面料在经过耐水解处理后还需要通过热熔或高周波焊接或胶黏等方式再加工制成气囊产品,故针对复合面料的特定位置进行单面的防泼水处理,可以有效避免防泼水处理对复合面料再加工制成气囊产品时的成型效果造成影响,保证经过防泼水处理的复合面料再加工成气囊产品时的成型质量。复合面料再加工制成气囊产品后,即气囊产品的外表面具有优异的防泼水性能,从而减少水或水汽在气囊产品表面上的吸附,在tpu水解机理的第一阶段上降低水分子的渗透效果,进而降低水解反应发生的概率,使得复合面料及其所制成气囊产品获得一定的耐水解特性,在保证复合面料所制气囊产品拥有触感柔软、防水、透气等特性,并保证其加工成型结构质量的同时,延长复合面料所制成气囊产品的安全使用周期,提升气囊产品的使用寿命。
7.本发明进一步设置为:还包括步骤四:重复步骤一至步骤三2~3次,对经过烘箱烘干且自然冷却后的复合面料进行多次后防泼水处理,制成具有优良防泼水性能的复合面料成卷。
8.通过采用上述技术方案,根据复合面料所制得气囊产品的实际使用需要,对复合面料进行多次防泼水处理,保证所制得复合面料的防泼水性能与实际复合面料所制得气囊产品的使用需求相匹配,保证所制得气囊产品使用寿命的提升效果。
9.所述步骤二中,所述加热加压罩的膜面温度为80℃,所述压扎轮的复合压力为0.4mpa;所述步骤三中,所述烘箱的温度为80℃。
10.本发明进一步设置为:所述防泼水剂为氟类防泼水剂,包括c8型氟碳树脂防泼水剂或c6型氟碳树脂防泼水剂。
11.通过采用上述技术方案,氟类防泼水剂按其氟碳链结构可分为c8/c6型氟碳树脂防泼水剂,其中氟烷基(rf)提供防水防油的功能。
12.本发明进一步设置为:所述防泼水剂为无氟类防泼水剂,包括有机硅类防泼水剂、聚丙烯酸酯类防泼水剂、树枝状聚合物类防泼水剂中的一种。
13.通过采用上述技术方案,有机硅类防泼水剂可分为化学改性的二甲基硅氧烷与反应性的硅氧烷单体。聚丙烯酸酯类防泼水剂在其支链引入大量拒水基团,常用拒水功能单体有(甲基)丙烯酸高级脂肪醇酯,如十六酯、十八酯,以及含有第二反应基团的烯烃,如带环氧基,异氰酸酯基的(甲基)丙烯酸。树枝状聚合物例如聚酰胺胺类树枝状聚合物等。
14.本发明进一步设置为:所述复合面料包括纺织基材层、tpu薄膜层与pur胶层,所述pur胶层粘合于所述纺织基材层与tpu薄膜层之间,所述防泼水处理液给液于所述纺织基材层的布面上,防泼水处理液分布于纺织基材层远离pur胶层的表面和纺织基材层的孔隙中。
15.通过采用上述技术方案,防泼水处理液给液于纺织基材层的布面上以保证所得复合面料制成的气囊产品的外表面具有优良的防泼水性能,根据气囊产品实际使用情况可能产生水解反应的位置,有针对性地选择进行防泼水处理位置,提高使用寿命的同时降低耐水解处理的成本。
16.本发明进一步设置为:所述纺织基材层包括聚酯纤维梭织面料或聚酯纤维针织面料。
17.本发明进一步设置为:在所述步骤二中进行布面给液动作时,通过使用喷枪设备或刷轮设备将所制备的防泼水处理液喷涂在复合面料上完成布面给液作业。
18.本发明提出了在制造气囊产品前对用于制造气囊产品的复合面料进行防泼水处理以解决气囊产品耐水解问题的处理方法,与现有技术相比,本发明的有益效果是:(1)通过配置防泼水处理液对复合面料的布面进行防泼水处理,使得其所制成气囊产品的表面具有防泼水特性,减少水在布面上的吸附与渗透从而减少水解反应的产生;(2)通过限定布面给液位置为复合面料的纺织基材层表面,保证防泼水处理效果同时降低其处理成本,并且不需要再对后续工艺进行改造。
附图说明
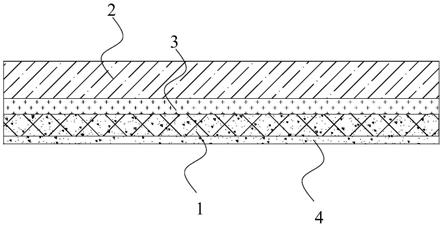
19.图1为实施例1中未处理的复合面料的结构示意图;图2为实施例1中处理后的复合面料的结构示意图;图3为实施例1的工艺流程图;图4为实施例2与实施例3的工艺流程图;图5为水解剥离强度衰减图。
20.附图标记:1、纺织基材层;2、tpu薄膜层;3、pur胶层;4、防泼水处理层;5、电晕机;6、喷枪设备;7、刷轮设备;8、处理液池;9、导轮;10、加热加压罩;11、压扎轮;12、烘箱;13、收卷轮。
具体实施方式
21.下面结合附图和实施例,对本发明进行详细描述。
22.实施例1本发明揭示了一种气囊材料的耐水解处理方法,如图1所示,气囊材料为tpu薄膜与纺织材料的复合面料,复合面料包括纺织基材层1、tpu薄膜层2与pur胶层3,pur胶层3粘合于所述纺织基材层1与tpu薄膜层2之间。本实施例中的复合面料为聚酯纤维梭织面料,其克重50~200g/
㎡
,本实施例中为50g/
㎡
;tpu薄膜厚度为0.1~0.3
㎜
,本实施例中为0.3
㎜
。
23.如图3所示,对聚酯纤维梭织复合面料按如下步骤进行本发明的气囊材料的耐水解处理方法:布面预处理:将复合面料放在电晕机5上对纺织基材层1的布面进行表面处理,其中电晕机5功率为5kw,车速为10m/min。
24.配置防泼水处理液:烧杯称取20~60g防泼水剂,防泼水剂为氟类防泼水剂,本实施例中为c6型氟碳树脂防泼水剂,具体为甲基丙烯酸全氟烷基酯c6型防泼水剂,其称取重量为20g。在烧杯中加入少量纯水混合,搅拌5min后,倒入1l容量瓶中,再用少量纯水清洗烧杯,并将清洗液也转移至容量瓶内,加水定容至1l。
25.防泼水处理:准备处理液池8盛放配置好的防泼水处理液,通过喷枪设备6将处理液池8内的防泼水处理液喷涂在复合面料经过表面预处理的布面上进行布面给液,再经过导轮9、加热加压罩10与压扎轮11完成对布面的防泼水处理。其中加热加压罩10的膜面温度为80~100℃,压扎轮11复合压力为0.4~0.6mpa,本实施例中加热加压罩10的膜面温度为80℃,压扎轮11的复合压力为0.4mpa。处理液池8用于盛装防泼水处理液进行供液,同时也用于盛接经过压扎轮11挤压复合面料所挤出的防泼水处理液,起到收液的作用。如图2所示,防泼水处理液经过防泼水处理后在复合面料上呈层状分布,防泼水处理层4分布于纺织基
材层1远离pur胶层3的表面和纺织基材层(1)的孔隙中。
26.烘干收卷:完成防泼水处理的复合面料经过烘箱12烘干,其中烘箱12的温度控制在80~100℃,本实施例中的烘箱12温度为80℃;最后自然冷却复合面料,经带有收卷轮13的打卷设备打卷。
27.重复上述步骤2~3次制成具有优良防泼水功能的复合面料成卷,本实施例中重复次数为两次。
28.实施例2本发明揭示了一种气囊材料的耐水解处理方法,本实施例中的复合面料为聚酯纤维针织面料,其克重100~400g/
㎡
,本实施例中为400g/
㎡
;tpu薄膜厚度为0.3
㎜
。
29.如图4所示,对聚酯纤维针织复合面料按如下步骤进行本发明的气囊材料的耐水解处理方法:布面预处理:将复合面料放在电晕机5上对纺织基材层1的布面进行表面处理,其中电晕机5功率为5kw,车速为10m/min。
30.配置防泼水处理液:烧杯称取20g甲基丙烯酸全氟烷基酯c6型防泼水剂,在烧杯中加入少量纯水混合,低速搅拌5min后,倒入1l容量瓶中,再用少量纯水清洗烧杯,并将清洗液也转移至容量瓶内,加水定容至1l。
31.防泼水处理:准备处理液池8盛放配置好的防泼水处理液,通过刷轮设备7将防泼水处理液辊刷在复合面料的布面上进行布面给液,再经过导轮9、加热加压罩10与压扎轮11完成对布面的防泼水处理,其中加热加压罩10的膜面温度为90℃,压扎轮11的复合压力为0.5mpa。
32.烘干收卷:完成防泼水处理的复合面料经过烘箱12烘干,本实施例中的烘箱12温度为90℃;最后自然冷却复合面料并经带有收卷轮13的打卷设备打卷。
33.重复上述步骤两次制成具有优良防泼水功能的复合面料成卷。
34.实施例3本发明揭示了一种气囊材料的耐水解处理方法,本实施例中的复合面料为聚酯纤维梭织面料,本实施例中其克重为200g/
㎡
;tpu薄膜厚度为0.3
㎜
。
35.如图4所示,对聚酯纤维梭织复合面料按如下步骤进行本发明的气囊材料的耐水解处理方法:布面预处理:将复合面料放在电晕机5上对纺织基材层1的布面进行表面处理,其中电晕机5功率为5kw,车速为10m/min。
36.配置防泼水处理液:取用同摩尔比的甲基丙烯酸十八烷基酯、丙烯酸正丁酯、丙烯酰胺、丙烯酸乙酯和甲基丙烯酸甲酯在引发剂偶氮二异丁腈作用下进行乳液聚合,得到固含量30%的无氟聚丙烯酸酯乳液。烧杯称取60g聚合物乳液,加入少量纯水混合,低速搅拌5min后,倒入1l容量瓶中,再用少量纯水清洗烧杯,并将清洗液也转移至容量瓶内,加水定容至1l,得到浓度为60g/l的无氟型防泼水处理液。
37.防泼水处理:准备处理液池8盛放配置好的防泼水处理液,通过刷轮设备7将防泼水处理液辊刷在复合面料的布面上进行布面给液,再经过导轮9、加热加压罩10与压扎轮11完成对布面的防泼水处理,其中加热加压罩10的膜面温度为100℃,压扎轮11的复合压力为0.6mpa。
38.烘干收卷:完成防泼水处理的复合面料经过烘箱12烘干,本实施例中的烘箱12的温度为100℃;最后自然冷却复合面料并经带有收卷轮13的打卷设备打卷。
39.重复上述步骤两次制成具有优良防泼水功能的复合面料成卷。
40.对比例1:本对比例与实施例1的不同之处在于未经过防泼水处理,复合面料各组成参数与实施例1完全一致。
41.对比例2:本对比例与实施例2的不同之处在于未经过防泼水处理,复合面料各组成参数与实施例2完全一致。
42.将实施例1、实施例2、实施例3、对比例1及对比例2所得的复合面料进行水解剥离强度测试与面料表面沾水等级测试,其中,面料表面沾水等级测试标准采用gb/t4745纺织品防水性能的检测和评价沾水法。
43.水解剥离强度测试标准采用astmd751,试验速度300mm/min,样品长宽203*25mm。测试前将复合面料用高频焊接的方式焊接成气囊,充气1/4后放入温度为70℃,湿度为95%的恒温恒湿机中做水解加速,到达预设时间后取出晾干,取样做剥离强度测试。水解剥离强度衰减如图5所示,水解剥离强度测试与沾水等级测试结果如表1所示。
44.表1:水解剥离强度测试结果表水解周数实施例1对比例1实施例2对比例2实施例304.484.564.614.684.4824.113.844.383.954.0243.753.143.973.233.6163.122.013.312.112.7882.310.812.560.911.87沾水等级4级0级4级0级4级根据图5与表1所示结果可知,实施例1、实施例2与实施例3所处理复合面料制得的气囊产品的沾水等级均高于对比例1与对比例2,证明其具有很好的抗沾湿性能;在总时长为8周的水解测试时间内,实施例1、实施例2与实施例3所处理复合面料制得的气囊产品在测试时间节点为2周、4周、6周与8周时所测得的水解剥离强度均高于对比例1与对比例2。
45.综上所述,使用本发明的处理方法所做复合面料制成的气囊产品,其水解剥离强度远高于未经处理的复合面料所制气囊产品,即经过本发明处理方法所得复合面料制得的气囊产品明显拥有更好的耐水解性能,且本发明的处理方法不影响复合面料通过热熔焊接等再加工制成气囊产品的生产制造工艺,保证气囊产品生产质量的同时,大大提高了所制成气囊产品安全使用周期,延长了气囊产品的使用寿命。
46.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1